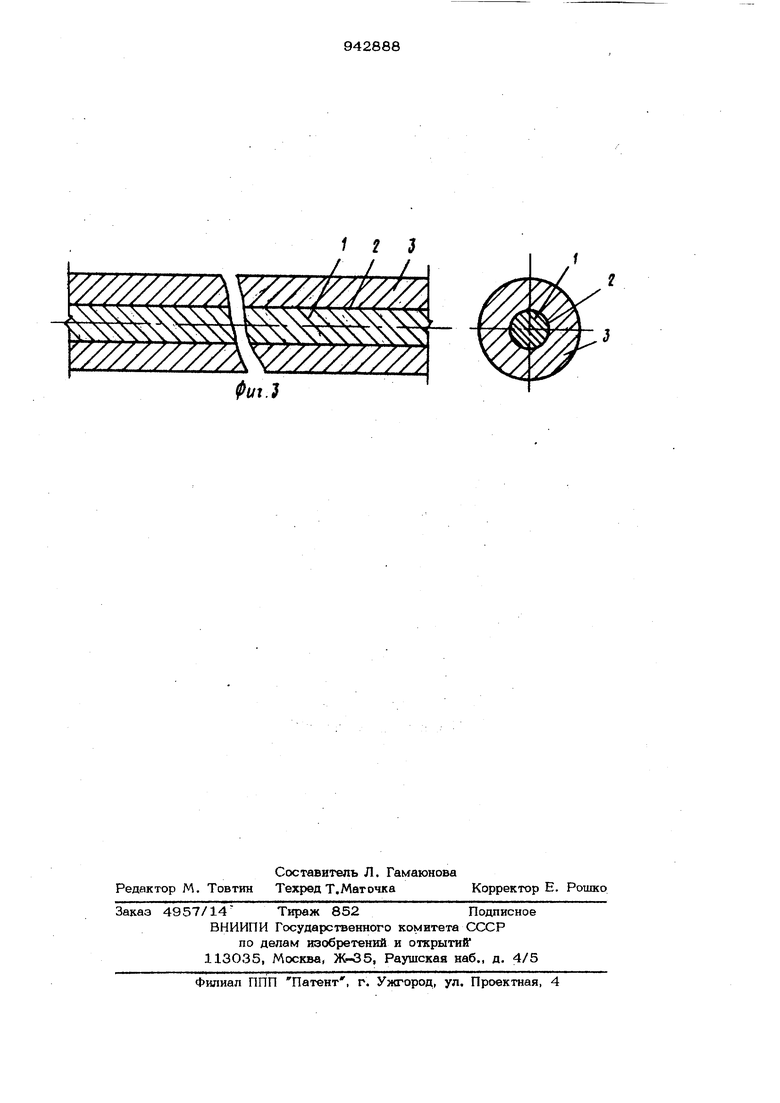
(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ Изобретение относится к порошковой металлургии, в частности к способам из готовления комбинированных изделий из разнородных материалов, и может быть использовано для получения спеченных биметаллических изделий. Известен способ изготовления двухслойных спеченных изделий, включающий послойную засыпку порошка в npecc-4J)Opму, совместное прессование слоев и спекание fl . Недостатком способа является трудое кость контроля толщины и однородности формуемых слоев из-за различия насьш- ных плотностей исходных металлических порошков. Известен также способ изготовления составных спеченных изделий сложной формы, включающий раздельное прессование деталей, их спекание, механическую обработку для выполнения элементов соединения в виде скошенных выступов и выемок, помещение в места соединений припоя или других соединительных элемен тов, сборку и окончательное соединение деталей в составное изделие. Способ позволяет получать изделия с высокой прочностью и надежностью соединения деталей 2 . Недостатком способа является высокая трудоемкость процесса, связанная со сложностью механической обработки контактных поверхностей спеченных деталей, Наиболее близким к предложенному по технической сущности и достигаемому э(} фекту является способ изготовления комбинированных спеченных изделий из разнородных материалов, включающий разделъиое прессование деталей из разных по составу порошков, сборку, спекание и горячую обработку давлением путем осадки в штампе. Способ обеспечивает получение изделий с плотностью до 98% З . Недостатком способа является то, что при изготовлении изделий иа деталей на основе порошковых материалов, имеющих значительную разницу jcaaoK при спекании шрушаётся оелостност -сборной заготовки и снижается прочность сцепления слоев между собой. Кроме того, известный способ является трудоемким, посколгжу требует проведения спекания и использовани в связи с этим дополнительного оборудования. Целью изобретения является упрощение процесса и повьппение прочности соединения изделий из материалов с различ ной величиной усадки. Цель достигается тем, что согласно способу изготовления комбинированных спеченн1 1х изделий из разнородных материалов, включающим раздельное прессование деталей изделия из разных по составу порошков, сборку и горячую обработку давлением, прессование деталей проводят до пористости 30 - 40%, а после сборки осуществляют совместную допрессовку до пористости 15 - 2О%, причем обработку давлением ведут путем выдавливания. Существо способа заключается в том, что двухсторонним статическим прессованием формируют детали наружной и внут ренней частей пористостью 30-40%. Детали формируют одинаковой высоты, производят их сборку и совместно допрессовьгоают до пористости 15 - 2О% с последующей обработкой давлением путем выдавливания, осадки или прокатки. На фиг. 1 показана сборка деталей пористостью 35 - 4О% перед допрессов- кой; на фт. 2 - сборка деталей после допрессовки; на фиг. 3 - комбинированное изделие после вьздавливания. На фиг. 1, 2 и 3 показано взаиморасположение деталей изделия; где 1 внешняя деталь - втулка, 2 - промежуточный слой из молибдедювого порошка. 3 - внутренняя деталь - стержень. Исходным материалом в способе являются разнородные пары металлических порошков, например, железо - титан марок ПЖ4М-(ПТЭМ-1) с соотношением объемов в свободно насыпанном состо$ти Fe / VT 1,7; железо - медь марок ПЖ4М-{ПМС-1 с соотношением объемов VfelVcu. 0.88. Псессование цетапей до пористости 30-4О% в сочетании с последующей допрессовкой до пористости 15-20% обеспечивает высокую прочность сцепления слоев после обработки давлением. Прессование до пористости выше 40% не обеспечивает получение прочной сборки перед допрессовкой. При пористости ниже 15% в процессе допрессовки резко увеличивается давление прессования и выпрессовки, происходит значительный наклеп и образование на поверхности заготовки микротрещин. Кроме того, допрессовка до пористости 15 - 20% обеспечивает после обработки давлением требуемый эффект получения прочного соединения. Пример 1. На гидравлическом прессе производят двухсторонее статическое холодное прессование втулки ф 6О мм из порощка железа марки ПЖ4М под дайлением 150 МПа и стержня 30 мм из порощка титана марки ПТЭМ-1 давлением 110 МПа. Прессование осуществляют до пористости « 30%. Получают детали высотой 80 М1. На стержень наносят слой (толщиной порядка 40 мкм) молибденово- го порошка. Затем производят сборку деталей, допрессовывают под давлением 75О МПа до пористости 15%, нагревают в защитной среде при температуре 90О 950 С в течение 0,5 - 0,6 ч и проводят выдавливание со степенью обжатия -5. Полученное изделие имеет практически беспористую структуру, прочность сцепления деталей Тср.28 - ЗО кг/мм В таблице представлены результаты по прочности сцепления переходной зоны в осевом направлении для экструдированного изделия из деталей на основе железа и титана при различных сочетаниях пористости прессования и допрессов% ки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллического стального режущего инструмента | 1984 |
|
SU1284694A1 |
| Способ изготовления длинномерных биметаллических изделий | 1989 |
|
SU1713745A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| Способ изготовления биметаллических изделий из железа и меди | 1987 |
|
SU1444083A1 |
| Способ изготовления спеченных изделий из материалов на основе железа | 1982 |
|
SU1026962A1 |
| Способ изготовления спеченных составных изделий | 1990 |
|
SU1752520A1 |
| МЕХАНОАКТИВИРОВАННЫЙ СПЕЧЕННЫЙ ЖЕЛЕЗОГРАФИТОВЫЙ КОМПОЗИТ ДЛЯ ПРЕСС-МАТРИЦ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ ПРЕССОВАНИЯ | 2011 |
|
RU2471881C1 |
| ШИХТА ДЛЯ НАПЕКАНИЯ ПОРИСТОЙ ЧАСТИ НА МОНОЛИТНУЮ ЧАСТЬ ИМПЛАНТАТА ИЗ НИКЕЛИДА ТИТАНА | 2014 |
|
RU2578888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2167741C2 |
| Способ изготовления многослоистых спеченных изделий | 1990 |
|
SU1752517A1 |
Прочность сцеп -3230-32 28-30 Ленин, ТСР кг/мм 30
Как В1ЗДНО из таблицы, при уменьшении разницы между пористостью после прессования и после допрессовки наблюдается снижение прочности сцепления. При сочетаниях и прочность сцепления резко снижается с получением нестабильных свойств.
П- р И м е р 2. Исходный материал деталейкомбинированного изделия медь титан. Приемы получения деталей и режимы прессования и допрессовки аналогичны по примеру 1. Выдавливание после допрессовки осуществляют по следующему режиму : температура экстру20-30 22-27 20-26 зии 75О - , время нагрева 0,5 ч, степень обжатия X 4. Полученное биметаллическое изделие имеет прочность сцепления 25-27 кг/мм Использование предлагаемого способа обеспечивает технологическую возможность и упрощает технологию процесса изготовления комбинированных спеченных изделий из разнь1х по составу порошковы материалов, имеющих резко отличающуюс степень усадки при спекании. Способ обеспечивает получение высокой прочности при соединении деталей и не требует проведения отдельной опера|ЦИИ спекания, что упрощает процесс и может применяться при изготовлении биметаллических изделий из разнородных пар металлов, например, железо - медь, титан - алюминий и других. Ф.ормула изобретения 1, Способ изготовления комбинированных спеченных изделий из разнородных
//
f
/ материалов, включающий раздельное прессование деталей изделия из разных по составу порошков, сборку и горячую обра ботку давлением, отличающий - с я тем, что, с целью упрощения процесса и повьппения прочности соединения изделий из материалов с различной величиной усадки, прессование деталей проводят до пористости 30 - 40%, а после сборки осуществляют совместную допрессовку до пористости 15 - 20%. 2. Способ по п. 1, о т л и ч а ю щ и йс я тем, что обрабопсу давлением ведут путем выдавливания. Источники информации, . принятые во внимание при экспертизе 1.Патент США N« 3795511, кл. 75 - 2О8, опублик. 1974. 2.Патент Франции № 1522955, кл. В 22 , опублик.1968. 3.РЖ Технология машиностроения . , № 9, 9Б434.
ТА
