Изобретение относится к порошковой металлургии, в частности к способу изготовления инфильтрованных медными сплавами порошковых материалов на основе железа.
Известен способ низкопористых порошковых материалов путем пропитки спеченных заготовок (Авдеев Н.В. Металлирование.- M.: Машиностроение, 1978. - 182 с. ). Способ включает формование заготовки, ее спекание и последующую пропитку путем погружения в расплав. Пропитку пористых материалов осуществляют также путем нагрева двухслойной заготовки с нанесенным на формовку легкоплавким материалом в виде пластифицированной массы. Пропитку осуществляют при температуре выше Тпл легкоплавкого материала на 50-150oC в течение 5-20 мин.
Данный способ характеризуется сложностью технологии по сравнению с традиционным способом прессования-спекания ввиду необходимости дополнительной операции - пропитки. Кроме того, для получения высокоплотных композиционных материалов необходимо использовать высокопористые спеченные заготовки с открытой пористостью, что снижает физико-механические свойства металлического каркаса.
Наиболее близким техническим решением является способ изготовления газонепроницаемых низкопористых порошковых материалов (патент РФ 2052322. Способ изготовления газонепроницаемых низкопористых порошковых материалов /Ю.Г. Дорофеев, С.Н. Сергеенко // Открытия. Изобретения. - 1996. - N 2). Способ заключается в формовании двухслойной пористой порошковой заготовки, ее спекании и пропитке. Спекание совмещают с пропиткой, а двухслойную заготовку формуют путем засыпки в пресс-форму порошка подложки и его подпрессовки давлением 50-400 МПа с последующей засыпкой порошка легкоплавкого материала 10-25% от массы подложки и окончательного прессования давлением 400-700 МПа.
Однако известный способ характеризуется высокой стоимостью технологии получения низкопористых порошковых материалов ввиду необходимости использования порошков легкоплавких материалов.
Решаемая задача - снижение себестоимости получения композиционных материалов при утилизации стружки цветных металлов.
Задача решается путем формования двухслойной пористой порошковой заготовки, ее спекания и пропитки. Спекание совмещают с пропиткой, а двухслойную заготовку формуют путем засыпки в пресс-форму порошка подложки и его подпрессовки давлением Рхп0 50-400 МПа с последующей засыпкой легкоплавкого материала 15-25% от массы подложки и окончательного прессования. Причем в качестве легкоплавкого материала поверхностного слоя двухслойной заготовки используют стружковые отходы цветных сплавов на основе меди, а давление окончательного прессования двухслойной заготовки составляет Рхп = 600-800 МПа.
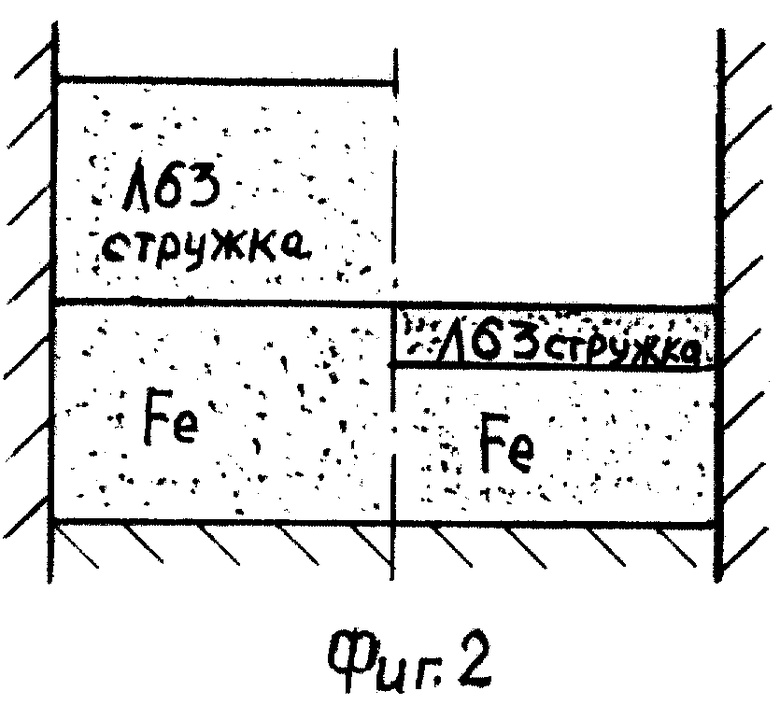
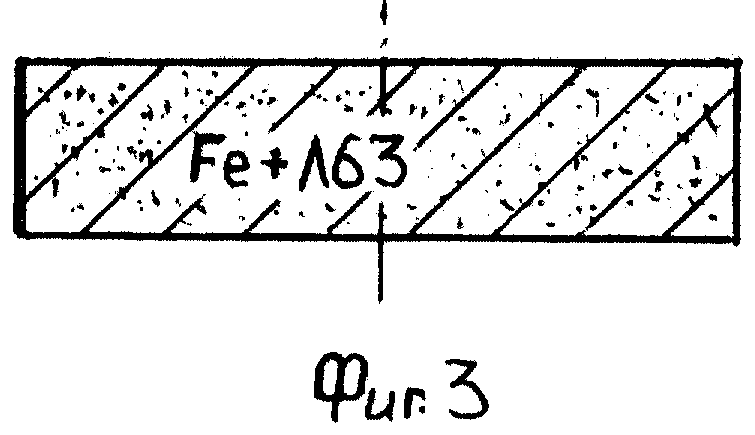
На фиг. 1 представлена схема осуществления предлагаемого способа: слева от осевой линии - железный порошок в насыпном состоянии, справа - подпрессованный порошок подложки; на фиг. 2 - слева от осевой линии - латунная стружка на подпрессованной железной подложке, справа - двухслойная заготовка с поверхностным стружковым латунным слоем; на фиг. 3 - спеченная заготовка из композиционного низкопористого материала железо-латунь.
Пример 1. Изготовление конструкционного низкопористого порошкового материала производят по следующей технологии: засыпка в пресс-форму железного порошка (20 г) ПЖВ 3.200 и его подпрессовка давлением 200 МПа, засыпка элементной стружки латуни Л63 (5 г, 25 мас. %), окончательное прессование двухслойной заготовки давлением 800 МПа и ее спекание в среде диссоциированного аммиака в течение (τ) 2 ч при температуре (Т) 1180oC. Композиционный материал после спекания, совмещенного с пропиткой, имел остаточную пористость 2,2% и предел прочности на изгиб 880 МПа.
Пример 2. Технология изготовления порошкового материала включает засыпку железного порошка (20 г) и его подпрессовку давлением 200 МПа, засыпку элементной стружки латуни Л63 (3 г, 15 мас.%) и окончательное прессование двухслойной заготовки давлением 800 МПа. После спекания (Т=1180oC; τ = 2 ч), совмещенного с пропиткой, материал имел остаточную пористость 7,3% и предел прочности на изгиб 770 МПа.
Пример 3. Низкопористый композиционный материал изготавливали засыпкой железного порошка (20 г) и его подпрессовкой давлением 200 МПа, повторной засыпкой элементной стружки латуни Л63 (5 г, 25 мас.%) и последующим прессованием двухслойной заготовки давлением 600 МПа, ее спеканием (Т=1180oC; τ = 2 ч) в защитной среде. Материал после спекания, совмещенного с пропиткой, имел остаточную пористость 5,2% и предел прочности на изгиб 760 МПа.
Пример 4. Порошковый материал, изготовленный по технологии, включающей допрессовку железного слоя давлением 200 МПа и окончательное прессование двухслойной заготовки, содержащей 25% латунной стружки от массы подложки, давлением 700 МПа имел остаточную пористость 7,1% и предел прочности на изгиб 740 МПа.
Анализ примеров выполнения способа показывает, что использование латунной стружки в качестве поверхностного слоя биметаллической заготовки позволяет изготавливать низкопористые порошковые композиционные материалы конструкционного назначения и снизить затраты на их изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2336146C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ СТРУЖКОВЫХ МАТЕРИАЛОВ | 2002 |
|
RU2234394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1994 |
|
RU2061581C1 |
| Способ получения сплава из порошка свинцовой латуни ЛС58-3 | 2023 |
|
RU2810417C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2216434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ БРОНЗА - ЖЕЛЕЗО | 1993 |
|
RU2090311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| ПОРОШКОВЫЙ ИЗНОСОСТОЙКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2002 |
|
RU2234395C1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению инфильтрованных медными сплавами порошковых материалов на основе железа. Способ включает формование двухслойной пористой порошковой заготовки путем засыпки в пресс-форму порошка подложки и его подпрессовки давлением 50-400 МПа с последующей засыпкой легкоплавкого материала 15-25% от массы подложки и окончательного прессования, ее спекание, совмещенное с пропиткой, при этом в качестве легкоплавкого материала поверхностного слоя двухслойной заготовки используют стружковые отходы цветных сплавов на основе меди, а давление окончательного прессования двухслойной заготовки составляет 600-800 МПа. Способ позволяет снизить себестоимость получения композиционных материалов при утилизации стружки цветных металлов. 3 ил.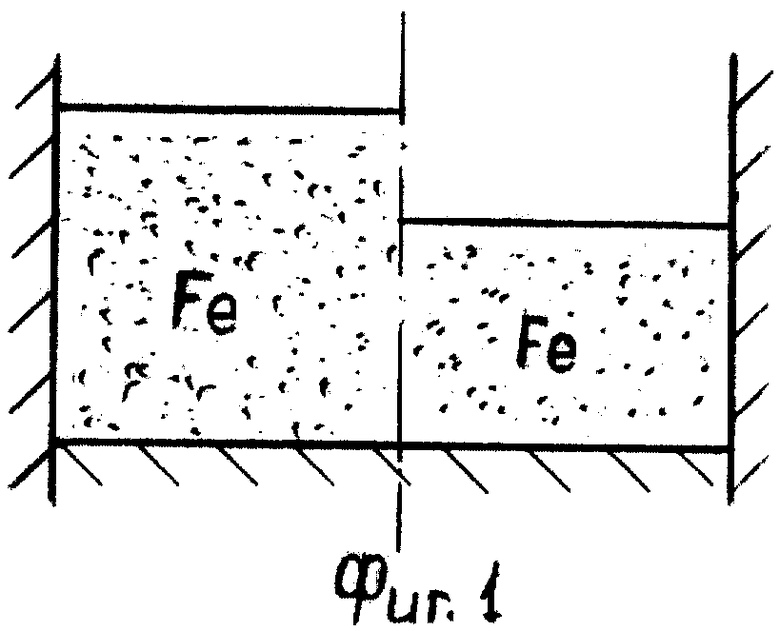
Способ изготовления низкопористых порошковых материалов, включающий формование двухслойной пористой порошковой заготовки путем засыпки в пресс-форму порошка подложки и его подпрессовки давлением 50-400 МПа с последующей засыпкой легкоплавкого материала 15-25% от массы подложки и окончательного прессования, ее спекание, совмещенное с пропиткой, отличающийся тем, что в качестве легкоплавкого материала поверхностного слоя двухслойной заготовки используют стружковые отходы цветных сплавов на основе меди, а давление окончательного прессования двухслойной заготовки составляет 600-800 МПа.
| RU 2052322 C1, 20.01.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1994 |
|
RU2061581C1 |
| Линейный электродвигатель с встроенным измерителем скорости | 1972 |
|
SU446934A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ КОМПОНЕНТОВ В ВЫДЫХАЕМОМ ВОЗДУХЕ | 1996 |
|
RU2143844C1 |
