СЗ) АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1981 |
|
SU921789A1 |
| Способ регулировки терморегуляторов и устройство для его осуществления | 1982 |
|
SU1104491A1 |
| Терморегулятор | 1991 |
|
SU1776353A3 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕМПЕРАТУРЫ И БЕЗОПАСНОГО ОТКЛЮЧЕНИЯ ДЛЯ ЭЛЕКТРОТЕПЛОВОГО И ГАЗОВОГО ОБОРУДОВАНИЯ | 2001 |
|
RU2208828C2 |
| Автоматизированный участок | 1983 |
|
SU1194650A1 |
| ТЕРМОРЕГУЛЯТОР АВАРИЙНОГО УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ С ПРИНУДИТЕЛЬНЫМ ВКЛЮЧЕНИЕМ И ВЫКЛЮЧЕНИЕМ | 2000 |
|
RU2189018C1 |
| Устройство для контроля параметров изделий | 1981 |
|
SU1022124A1 |
| Многопозиционный автомат для сборки узла | 1981 |
|
SU921763A1 |
| ТЕРМОРЕГУЛЯТОР АВАРИЙНОГО УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ С ПРИНУДИТЕЛЬНЫМ ВКЛЮЧЕНИЕМ | 1997 |
|
RU2130172C1 |
| ТЕРМОРЕГУЛЯТОР РАДИАТОРНЫЙ | 2002 |
|
RU2232414C2 |
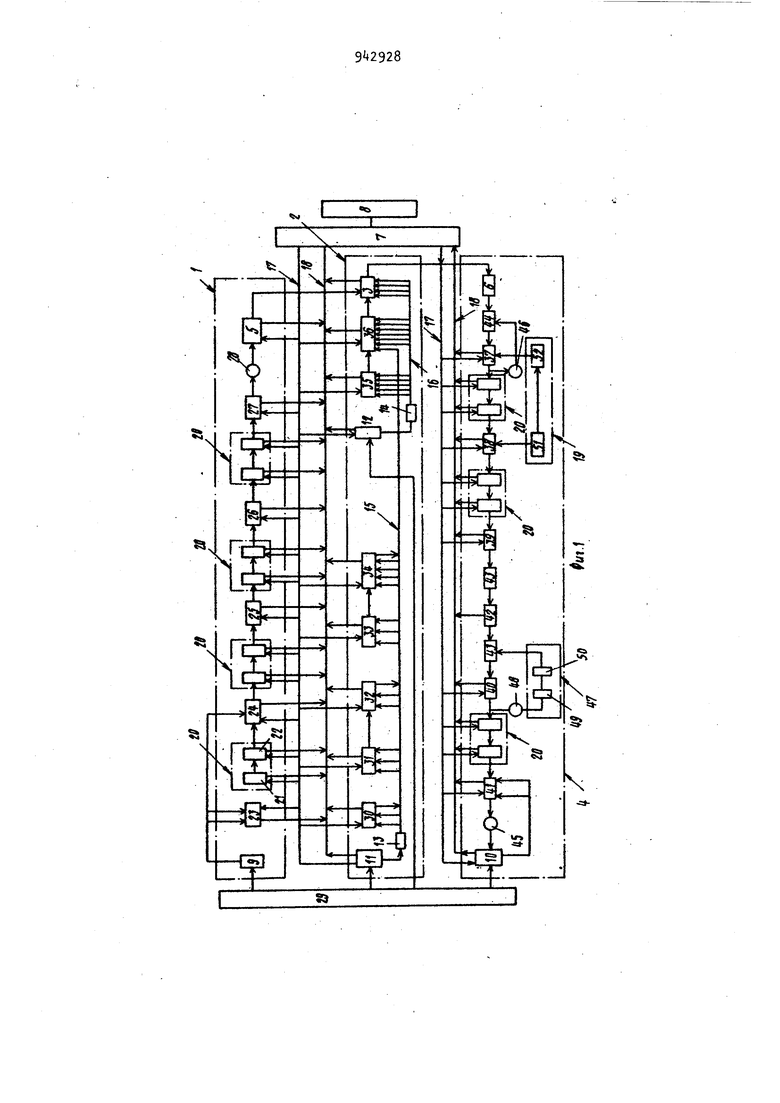
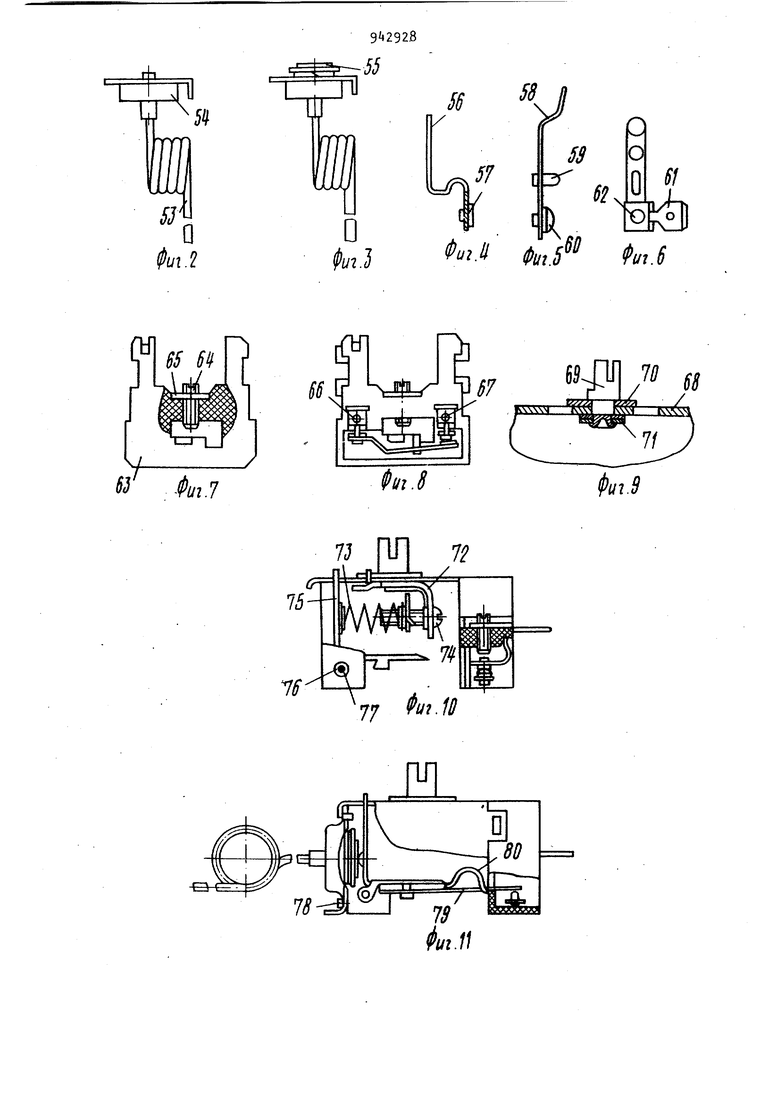
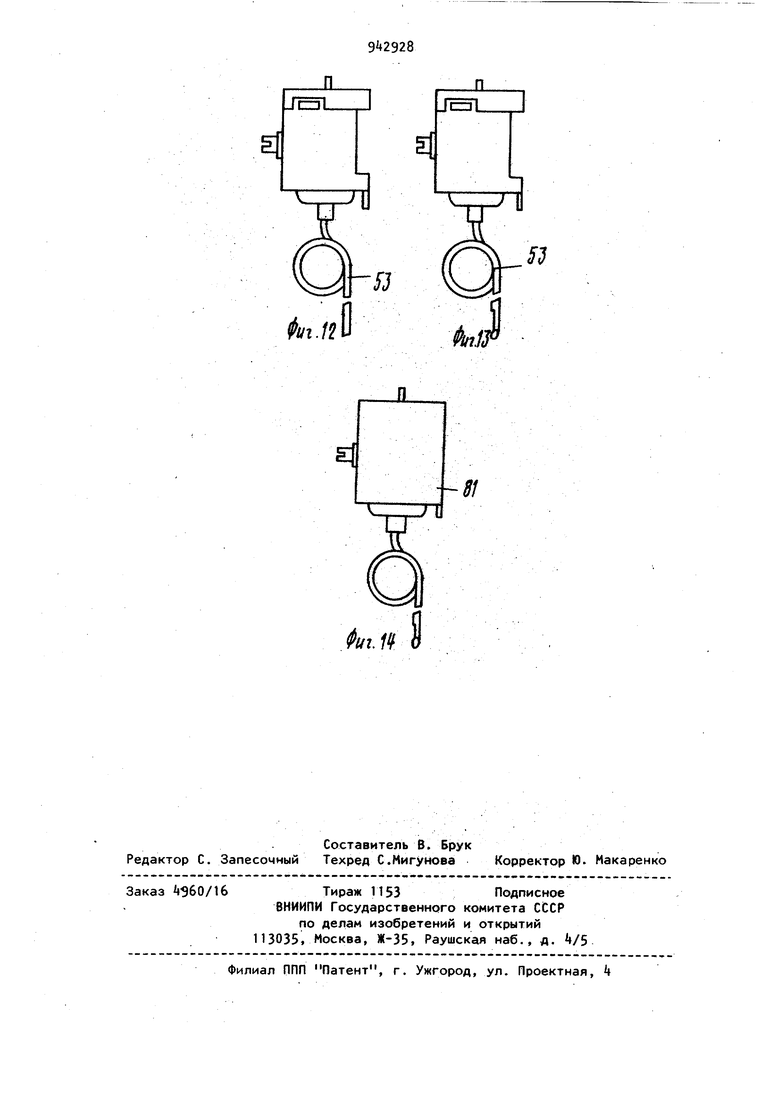
Изобретение относится к комплексной автоматизации технологических про цессов в приборо- и машиностроении и может быть использовано при комплексной автоматизации производства приборов. Известен автоматический технологический комплекс, состоящий из последовательно установленного в соответст вии с технологическим процессом технологического оборудования, связанного с участком изготовления деталей и узлов и между собой загрузочно-разгрузочными устройствами, и имеющий автоматизированную систему управления и обеспечения деталями Г Недостатками этого технологического комплекса являются ограниченность его технологических возможностей и невозможность проведения на нем высокопроизводительной и качественной сборки терморегуляторов. Цель изобретения - повышение производительности и качества Сборки Для достижения указанной цели комплекс выполнен в виде участка сборки термосистемы, участка сборки задающего устройства терморегулятора и участка регулировки по давлению и контроля температурных характеристик и снабжен накопителями, причем участок сборки задающего устройства снабжен линией сборки териосистемы с задающим устройством и предварительной регулировки, при этом два первых участка независимы и параллельны и связаны через линию сборки термосистемы с задающим устройством и предварительной регулировки, и накопители с третьим участком, который снабжен установкой для корректирования уровня давления настройки в зависимости от характеристики хладоагента. Кроме того, участок сборки термосистемы выполнен в виде связанных между собой с помощью независимых транспортно-кассетирующих модулей и загрузочно-разгрузочных устройств полуавтомата сборки фланца с капилляром, автомата пайки, автомата промывки и сушки, агрегата вакуумной сушки и автомата контроля герметичности термосистемы. Также участок сборки задающего устройства терморегулятора выполнен в виде автомата сборки клеммы с контактом, автомата сборки контактной пружины, автомата сборки контактной пружины с клеммой, автомата сборки колодки с винтом с шайбой, автомата сборки колодки с клеммами, полуавтомата сварки корпуса автоматической линии сборки задающего устройства и линии сборки термосистемы с задающим устройством и предварительной регулировки. Автомат сборки контакт ной пружины и автомат сборки контактной пружины с клеммой связаны между собой последовательно, автомат сварки колодки с винтом и шайбой по следовательно соединен с автоматом сборки колодки с клеммами, .а полуав мат сборки корпуса - с автоматической линией сборки задающего устройства. Автомат сборки клеммы с контактом и автомат сборки контактной пружины с клеммой связаны соответственно с автоматом сборки колодки с клеммами и с автоматической линией сборки задающего устройства через автоматизированную систему обеспечения деталями. При этом участок регулировки по давлению и контроля температурных характеристик выг1олнен в виде связанных между собой транспортно-кассетирующими модулями и загрузочно-разгрузочными модулями и загрузочно-разгрузочными устройствами автомата регулировки, терморегуляторов по давлению, линии заполнения и герметизации, автомата лужения капилляра, камеры выдержки, автомата контроля температурных параметров и автомата сборки терморегулятора с защитным кожухом. Причем, комплекс снабжен устройством комплексной поднастройки температурных параметров терморегуляторов, содержащим узел поднастройки точки срабатывания и узел поднастройки зоны нечувствительности терморегулятора, при этом вхор устройства связан с выходом автомата контроля температурных параметров, а выход - со входом того же автомата. Кроме того установка для корректирования уровней давления настройки в зависимости от характеристики хладоагента выполнена в виде устройства определения характеристики хладоагента, связанного с автоматом регулировки терморегулятора по давлению. На фиг. 1 представлена блок-схема автоматизированного технологического комплекса; на фиг. 2 - навивка капилляра и его механическая сборка с фланцем; на фиг. 3 пайка термосистемы; на фиг. - сборка контактов с клеммами; на фиг. 5 - сборка контактной пружины; на фиг. 6 - сборка контактной пружины с клеммой; на фиг. 7 сборка наладки с винтом и шайбой; на фиг. 8 - сборка термосистемы; на фиг. 9 - сборка корпуса; на фиг. 10сборка задающего устройства; на фиг. 11 - сборка задающего устройства с термосистемами; на фиг. 12 регулировка терморегуляторов по давлению; на фиг. 13 заполнение термосистемы хяадоагентом; на фиг. установка защитного кожуха. Автоматизированный технологичесхий комплекс включает участок 1 сборки термосистемы, участок 2 сборки задающего устройства, линию 3 сборки термосистемы с задающим устройством и предварительной .регулировки и участок pef-улировки по давлению и контроля температурных характеристик терморегулятора . Участки 1 и 2 работают независимо и параллельно и связаны через линию 3 и накопители 5 и 6 с участком А. Кроме того, комплекс содержит включенные последовательно управляющий вычислительный комплекс 7 и центральный пульт 8 управления. Участки 1 и k снабжены системами 9 и 10 обеспечения деталями. Участок 2 оснащен автоматизированными системами 11 и 12 обеспечения деталями и узлами, включающими линейные автооператоры 13 и Ц, перемещающиеся по монорельсовым трассам 15 и 16. Участки 1, 2 и 4 и,линия 3 связаны управляющими каналами 17 информационными каналами 18 с управляющим вычислительным комплексом 7- Участок А регулировки по давлению и контролю температурных характеристик терморегуляторов включает установку 19 корректирования уровня давления настройки терморегуляторов в зависимости от характеристики хладоагента. Участок 1 сборки термосистемы включает объединенные между .собой транспортно-кассетирующими модулями 20, каждый из которых представляет собой модуль 21 разгрузки и модуль 22 загрузки, а также полуавтомат 23 сборки фланец-капилляр, автомат 2 пайки, автомат 25 промывки и сушки термосистем, агрегат 2б вакуумной сушки и автомат 27 контроля герметичности . Кроме того участок 1 содержит приемное устройство 28 и накопитель 5 термосистем. Участок 1 связан с цен тральным складом 29 посредством системы 9 обеспечения деталями. Участок 2 сборки задающего устрой-, ства включает автомат 30 сборки клемма контакт, автомат 31 сборки контакт ной пружины, автомат 32 сборки контактной пружины с клеммой, автомат 33 сборки колодка-винт-шайба, автомат З сборки колодки с клеммами, полуавтомат 35 сборки узел корпус, автоматическую линию 36 сборки задающего устройства и линию 3 сборки термосистемы с задающим устройством и предварительной регулировки. Автоматы 31 и 32 связаны между собой последовательно, автомат 33 последовательно соединен с автоматом З, полуавтомат 35 также последовательно с автоматической линией 36. Кроме того, автоматы 30 и 32 связаны соответственно с автоматом З и с линией 36 через автоматизированные системы 11 и 12, при этом участок 2 связан с линией 3, а последняя - через накопители 5 и 6, соответственно, с участком 1 и участком l. Участок Ц включает объединенные между собой транспортно-кассетирующими модулями 20, автомат 37 регулировки терморегуляторов по давлению линии 38 заполнения и герметизации, автомат 39 лужения капилляра, автомат kO кЬнтроля температурных параметров и автомат tl сборки терморегулятора с защитным кожухом. Кроме того, участок включает камеру 2 выдержки, связанную с автоматами ЦО и 41 посред ством загрузочно разгрузочных устройств 3 Аналогичным устройством накопите- ь 6 связан с автоматом 37. Готовые терморегуляторы с автомата k поступают в приемное устройство Автомат 37 снабжен устройством возврата ненастроенных приборов, включаю приемное устройство Ц6, вход кото щим рого связан с выходом автомата 37, а выход - с выходом загрузочно-разгрузочного устройства . 86 Участок снабжен также устройством kj комплексной поднастройки температурных параметров терморегуляторов. Устройство связано через приемное устройство tS с выходом автомата kO и со входом загрузочно-разгрузочного устройства и состоит из узла kS поднастройки точки срабатывания и узла 50 поднастройки зоны нечувствительности. Установка 19 корректирования уровней давления настройки в зависимости от характеристики хладоагента состоит из станции 51 подготовки хладоагента и устройства 52 определения характеристики хладоагента. Собранный терморегулятор включает следующие узлы: капилляры 53, фланцы 5, сильфоны 55, клеммы 5б, контакты 57, прижимы 58, шток 59, контакт 60, клемму 61, заклепку 62, колодку 63, винт , шайбу 65, заклепки 66 и 67, корпус 68, ось б9, кулачок 70, шайбы 71, ползун 72, пружину 73, узел винтгайку 7, угловой рычаг 75, ось 76, шайбу 77, винты 78, рычаг 79, сервопружину 80 и защитный кожух 81. Работа комплекса осуществляется следующим образом. Из центрального склада 29 система 9 обеспечения деталями подает на полуавтомат 23 капилляры 53 и фланцы 54, на котором производится навивка капилляра и его механическая сборка с фланцем. Собранный узел (фиг. 2) подается в модуль 21 разгрузки транспортно-кассетирующего модуля 20, а из модуля 22 загрузки узел подается другим промышленным роботом на автомат 2 пайки, куда также системой 9 подаются сильфоны 55. На автомате 2 производится пайка термосистемы (фиг. 3). Спаянная термосистема описанным способом передается на автомат 25 для промывки и сушки. Для испарения летучих фракций флюса термосистема подвергается вакуумной сушке в агрегате 26 и поступает далее на контроль герметичности в автомат 27. Прошедшие контроль термосистемы поступают в приемное устройство 28 и затем внакопитель 5Паралледьно на участке 2 производится сборка задающего устройства (фиг. 10). Из центрального склада 29 автоматизиров-нной системой 11 с помощью линейного автооператора 13 по монорельСовой трассе 15 происходит подача в автомат 30 клемм 56 и контактов 57, где осуществляется их жесткое соединение (фиг. 4) Параллельно на автомате 31 производится сборка контактной пружины (фиг. 5) из пружины 58, штока 59 и контакта 60, которые подаются на автомат 31 системой 11. Далее узел поступает на автомат 32 для сборки контактной пружины (фиг. 6) с клеммой 61 при помощи заклепки 62. Одновременно системой 11 на автомат 33 подаются колодка 63, винт 6А и шайба б5, где производится их сборка (фиг, 7) Затем этот узел, а также ранее изготовленные на автоматах 30 и 32 узлы (фиг. 4, 6) поступают на автомат 3 Кроме того, на этот автомат система 11 подает заклепки 66 и 67- Автомат производит сборку указанных узлов с помощью указанных заклепок в единый узел (фиг. 8). Одновременно из центрального (уклада 29 автоматизированной системой 12 с помощью линейного автооператора 14 по монорельсовой трассе 16 в полуавтомат 35 подаетсякорпус 68, ось б9, кулачок 70, а i также шайбы 71- На полуавтомате 3S происходит сборка корпуса (фиг. 9jУзел корпус (фиг. 9) и ранее собра ный узел (фиг. 8) с автомата 3 поступает на автоматическую линию 36 сборки задающего устройства. Туда же системой 12 подаются ползун 72, пружина 73, узел винт-гайка 7, угловой рычаг 75 ось 76, шайба 77. Линия производит сборку указанных деталей и узлов. Собранное задающее устройство (фиг. 10) поступает на ли нию 3,, где осуществляется сборка задающего устройства с поступающими из накопителя 5 участка 1 термосистема ми с помощью винтов 78. Кроме того, на этой же линии производится постановка летающего рычага 79 и сервопру жины 80 (фиг. 11). Здесь же произво дится предварительная регулировка терморегулятора. Собранные терморегу ляторы поступают в накопитель 6 учас ка i. Из накопителя 6 терморегуляторы поступают в загрузочно-разгрузочное устройство kk и далее на автомат 37 для регулировки терморегуляторов по давлению (фиг. 12). Настроенные приборы поступают на линию 38, где происходит заполнение термосистемы хладоагентом и ее герметизация (фиг. 13). Заполненные терморегулято ры подаются на автомат 39 для лужения конца капилляра 53- Готовые тер 88 морегуляторы подвергаются старению в камере выдержки 2. Затем приборы поступают на автомат 40 для контроля температурных параметров. Прошедшие контроль приборы на автомате } оснащаются защитным кожухом 81 фиг. и через приемное устройство kS поступают на склад готовой продукции. Автоматический цикл работы-комплекса обеспечивается управляющим вычислительным комплексом 7. связанного управляющими каналами 17 и информационными каналами 18 с технологическим оборудование комплекса. Управление комплексом осуществляется с центрального пульта 8. Связь между технологическими автоматами, транспортно-кассетирующими модулями и загрузочноразгрузочными устройствами осуществляется многоцелевыми промышленными роботами блочно-модульиого исполнения. Использование настоящего изобретения позволяет полностью автоматизировать производство терморегуляторов, повысить производительность оборудования, улучшить качество сборки и сократить численность работающего персонала. Формула изобретения 1. Автоматизированный технологический комплекс, например, для сборки терморегуляторов, состоящий из последовательно установленного в соответствии с технологическим процессом технологического оборудования, связанного С участком изготовления деталей и узлов и между .собой загрузочно-разгрузочными устройствами, и имеющий автоматизированную систему управления и обеспечения деталями, отличающийся тем, что, с целью повышения производительности и сборки, выполнен s виде участка сборки термосистемы, участка .сборки задающего устройства терморегулятора и участка регулировки по давлению и контроля температурных характеристик и снабжен накопителями, причем участок сборки задающего устройства снабжен линией сборки термосистемы с задающим устройством и предварительной регулировки, при этом два первых участка независимы и параллельны и связаны через линию сборки термосистемы с задающим устройствбм и предварительной регулировки, и накопители с третьим участ99ком, который снабжен установкой для корректирования уровня давления.наст ройки в зависимости от характеристик хладагента. 2.Комплекс поп.1, отличающийся тем, что участок сборки термосистемы выполнен в виде свя анных между собой с помощью независимых транспортно-кассетирующих модулей и загрузочно-разгрузочных устройств полуавтомата сборки фланца с капилляром, автомата пайки, автома та промывки и сушки, агрегата вакуум ной сушки и автомата контроля герметичности термосистемы. . 3.Комплекс по п. 1, отличающийся -тем, что участок сборки задающего устройства терморегулятора выполнен в виде автомата сборки клеммы с контактом, автомата сборки контактной пружины автомата сборки контактной пружины с клеммой, автомата сборки колодки с винтом и шайбой, автомата сборки колодки с клеммами, полуавтомата сборки корпуса, автоматической линии сборки зада ющего устройства и линии сборки термосистемы с задающим устройством и предварительной регулировки, причем автомат сборки контактной пружины и автомат сборки контактной пружины с клеммой связаны между собой последовательно, автомат сборки колодки с винтом и шайбой последовательно соединен с автоматом сборки колодки с клеммами, а полуавтомат сборки корпуса - с автоматической линией сборки задающего устройства, автомат сбо ки клеммы с контактом и автомат сбор ки контактной пружины с клеммой связаны соответственно с автоматом сбор ки колодки с клеммами и с автоматической линией сборки задающего устройства через автоматизированную систему обеспечения деталями. i. Комплекс по п. 1, отличающийся тем, что участок регулировки по давлению и контроля температурных характеристик выполнен в виде связанных между собой траспортно-кассетирующими модулями и загрузочно-разгрузочными устройствами автомата регулировки терморегуляторов по давлению, линии заполнения и герметизации, автомата лужения капилляра, камеры выдержки, автомата контроля температурных параметров и автомата сборки терморегулятора с защитным ко)кухом. 5.Комплекс по п. 1, отличающийся тем, что снабжен устройством комплексной поднастройки температурных параметров терморегуляторов, содержащим узел поднастройки точки срабатывания и узел поднастройки зоны нечувствительности терморегулятора, при этом вход устройства связан с выходом автомата контроля температурных параметров, а выход -с входом того же автомата. 6.Комплекс по п. 1, отличающийся тем, что установка для корректирования уровней давления настройки в зависимости от характеристики хладагента выполнена в виде устройства определения характеристики хладагента, связанного с автоматом регулировки терморегулятора по давлению. Источники информации, принятые во внимание при экспертизе 1 . Автоматизированная система FZ-200. - Технология и оборудование механосборочного производства, ЭЙ, М., 1980, tf kk, с. 21.
,1-Н.-
I i
Г 1т1
izn
.J
J-(
/.
st
ы
0
Iff
«. 4f/ «.5
и Аг.7
73
7
12
77 Фи.
J
