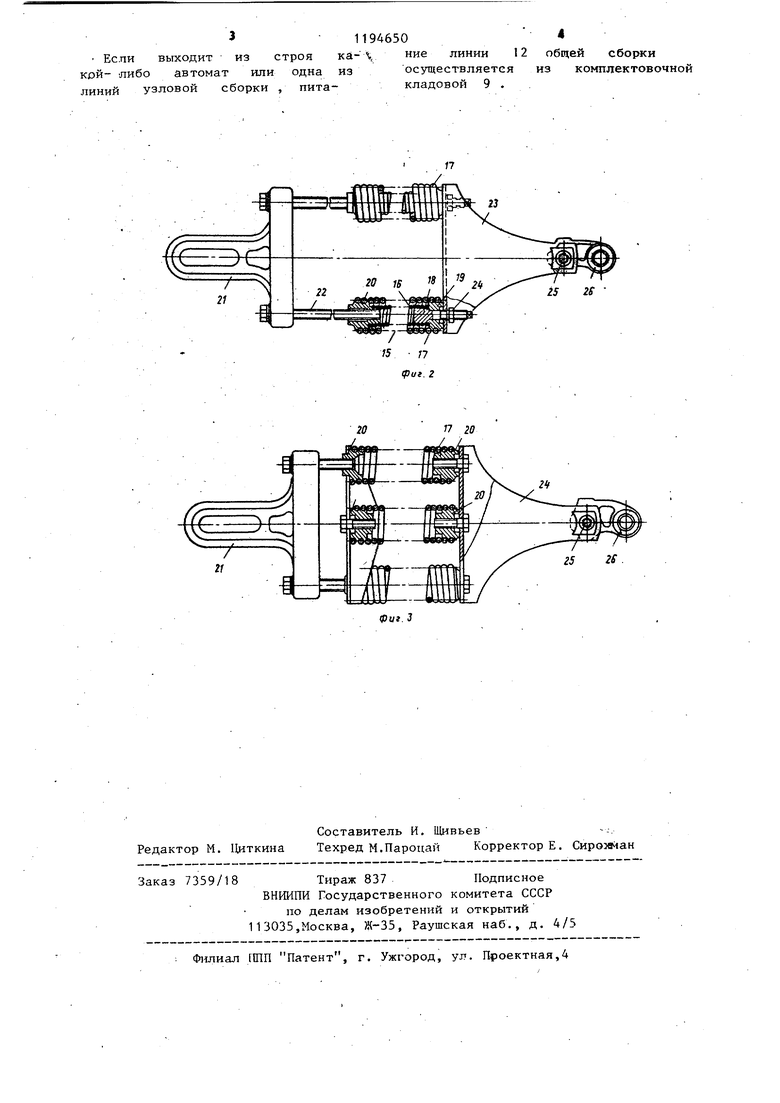
I И I 111 - fb / ;j ч В 11 1 f 7 ipue.l 7 8 li . ПП ГЛ ГП I 73 1 Изобретение относится к машиностроению, а именно к автоматизации и механизации сборочных процессов, может использоваться, например, для сборки блоков пружин различных моди фикаций жатвенных частей комбайнов Целью изобретения является повышение производительности автоматизи рованного участка при многономенкла турной сборке изделий, состоящих из одинаковых узлов, но с различньм их.количеством в изделии, путем сокращения времени перехода общей линии сборки с одного вида изделий на другой. На фиг.1 изображена структурная схема автоматизированного участка, на фиг.2 - собираемое изделие; на фиг.З - вариант собираемого изделия Автоматизированный участок содер жит линии узловой сборки 1 и 2, свя занные между собой двухъярусным вер тикально-замкнутым распределительнь конвейером 3 с автоматической систе мой адресования. Каждая из этих линий содержит полуавтоматы сборки 4 и 5 и полуавтомат сборки 6, между которыми находятся накопители 7 и 8. В конце распределительного конвейера 3 размещена комплектовочная кладовая 9, связанная с каждым яру сом конвейера 3 дополнительными перегружателями 10 и 11. Далее по ходу технологического процесса установлена линия 12 общей сборки, представляющая собой цепной вертикально-замкнутый конвейер, связанный с распределительным конвейером дополнительным перегружателем 13 и двухъярусным накопителем 14 с поштучной вьщачей собранных, узлов. В собираемом изделии имеется девять типоразмеров блоков пружин. Например, блок пружин 15 (см. фиг.2 содержащий две сдвоенные пружины: внутреннюю 16 и нарут ную 17, пробку специальную 18, пробку 19, двойную пробку 20, подвеску 21, соединенную с пружинами регулировочными болтами 22, и скобу 23, соединенную с пружинами через резьбовые концы пробок 19 гайками 24, ось 25, звено 26. Автоматизированный участок работает следующим образом. Внутренние пружины 16 загружают магазин полуавтомата 5, где производится их сборка с пробкой 19 и 02 двойной пробкой 20. Собранная с пробками внутренняя пружина 16 поступает на верхний ярус распределительного конвейера 3, которым по адресной системе транспортируется в накопители 7. Наружные пружины 17 загружаются в магазин полуавтомата 4, где производится их сборка с двойной пробкой 20. Собранные наружные пружины 17 поступают также на верхний ярус распределительного конвейера 3, которым транспортируются по адресной системе в накопители 8. Собранная внутренняя пружина устанавливается внутрь наружной пружины, их сборка производится на полуавтомате 6. Собранные сдвоенные пружины поступают на верхний ярус распределительного конвейера и по адресной системе транспортируются в перегружатель 13 и далее на верхний ярус накопителя 14. Аналогично собирается вторая сдвоенная пружина на линии 2. Собранные внутренние и наружные пружины транспортируются нижним ярусом распределительного конвейера 3 в накопители 7 и 8, а после их сборки в сдвоенную пружину, последняя поступает в перегружатель 13 и далее на нижний ярус накопителя 14. При отсутствии места для пружин в накопителе 14 последние адресуются в дополнительный перегружатель 10 с линии 1 и соответственно с линии 2 в дополнительный перегружатель 11 и далее в кладовую 9. После заполнения необходимым количеством . сдвоенных пружин накопителя 14 приводят в движение конвейер линии 12 общей сборки и одновременно включают его загрузку путем поштучной выдачи пружин из обоих ярусов накопителя 14. После загрузки конвейер линии 12 общей сборки останавливается, и производится сборка блока пружин какого-либо типоразмера, т.е. сдвоенные пруяшны в заданном количестве собираются с подвеской 21, скобой 23, регулировочными болтами 22, гайками 24, осью 25, звеном 26, которые поступают на линию общей сборки в таре. На конвейере одновременно собирается несколько блоков пружин одного типоразмера. По окончании сборки конвейер приводится в движение, и собранные изделия разгружаются .
3 1194650
Если выходит из строя ка- ние линии 12 общей сборки кой- либо автомат или одна из осуществляется из комплектовочной линий узловой сборки , пита- кладовой 9 .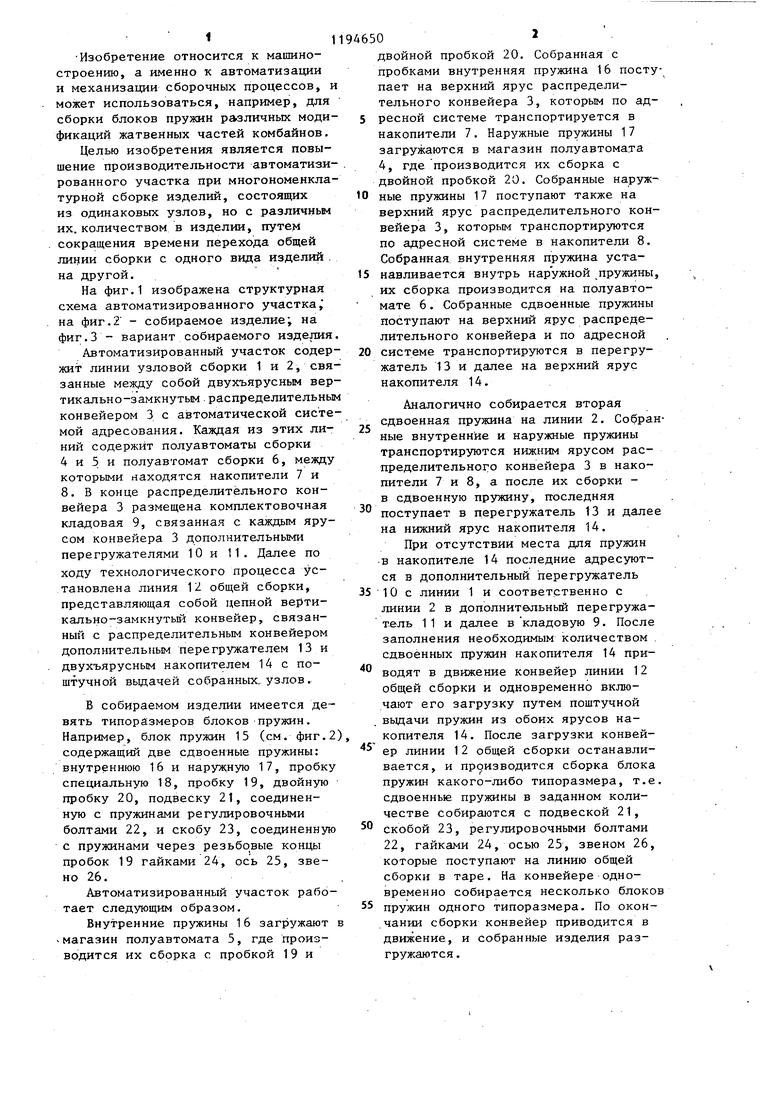
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| Способ сборки изделий на автоматизированной сборочной линии спутникового типа | 1991 |
|
SU1808642A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
| УСТАНОВКА ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1968 |
|
SU212125A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1993 |
|
RU2063493C1 |
| СБОРОЧНАЯ ЛИНИЯ | 1991 |
|
RU2028910C1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
АВТОМАТИЗИРОВАННЫЙ УЧАСТОК, содержащий многонрменклатурные линии узловой сборки со станками, установленными согласно те шологическому процессу и связанными распределительным конвейером с автоматической системой адресования, комплектовочную кладовую и линию общей сборки многономенклатурных изделий, соединенную с распределительным конвейером перегружателем и накопителем, отличающийся тем, что, с целью повышения производительности участка, он снабжен дополнительными перегружателями, ,соединяющими комплектовочную кладовую с линией общей сборки и распределительным конвейером. (Л
21
Л 2В
Zf
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 0 |
|
SU283452A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
