(54) СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вибродеформационной обработки | 1990 |
|
SU1754330A1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2014 |
|
RU2581955C1 |
| СПОСОБ ОБРАБОТКИ ВЯЗКИХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2539283C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
1
Изобретение относится к механической обработке деталей и может быть использовано в различных отраслях машиностроения.
Известен способ абразивной обработки, согласно которому поверхность резания предварительно упрочняют вращающимся инструментом с усилием, вызывающим локальную пластическую деформацию поверхностного слоя, после чего осуществляют абразивную обработку с глубиной, меньщей или равной глубине деформированного слоя 1.
Этот способ обеспечивает ограниченное повышение качества обработки пластичных материалов, так как не создает достаточных условий для уменьшения внешнего трения в процессе абразивной обработки.
Целью изобретения является повышение качества обработки пластичных материалов.
Эта цель достигается тем, что в качестве вращающегося инструмента для упрочнения берут импрегнированный абразивный круг.
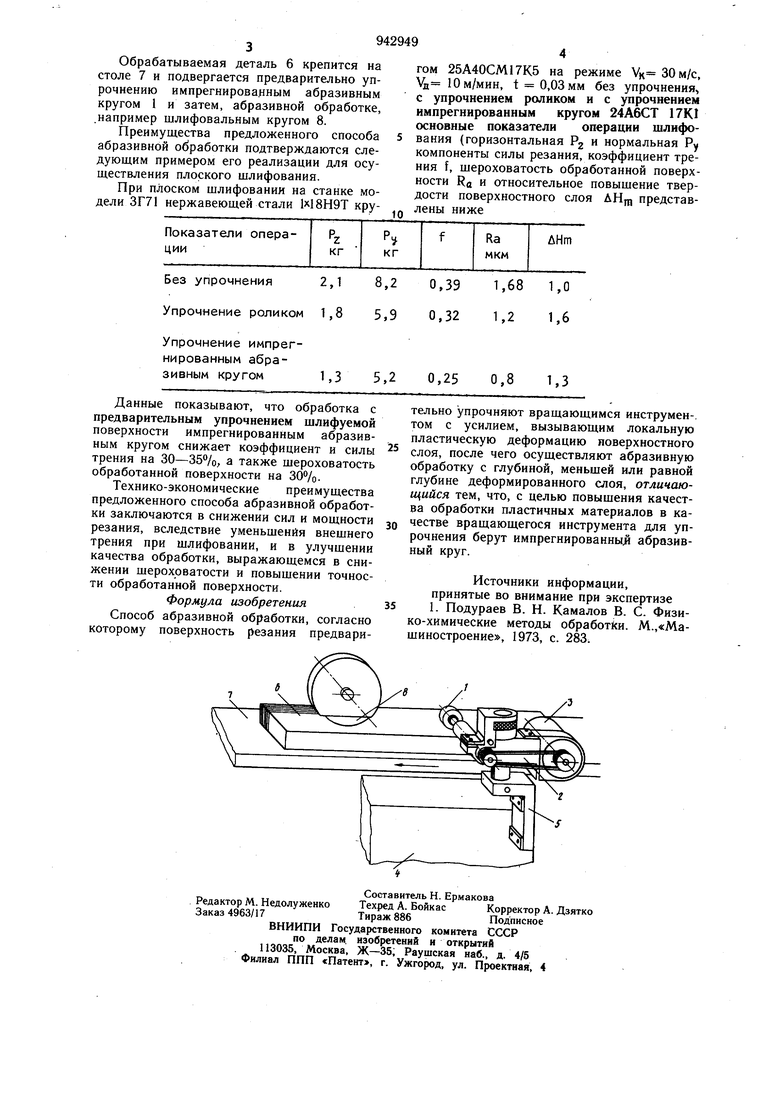
На чертеже показана возможная схема реализации предложенного способа абразивной обработки.
Согласно предложенному способу поверхности резания до осуществления съема припуска подвергается упрочнению вращающимся инструментом в виде абразивного круга, который предварительно или в процессе обкатки импрегнируют, например, диалкилдитиофосфатом цинка. При упрочнении создают усилие, обеспечивающее локальную пластическую деформацию поверхностного слоя. После этого осуществляют
10 абразивную обработку, причем глубина абразивной обработки должна быть меньшей или равной глубине деформированного слоя. За счет того, что поверхность резания до абразивной обработки получает определенную степень деформации, твердость материала увеличивается на 20-30%, а наличие импрегнатора при этом способствует снижению силы трения при абразивной обработке на 30-35/о.
Устройство для осуществления данного
20 способа абразивной обработки может содержать вращающийся импрегнированный абразивный круг 1, связанный приводом 2 с двигателем 3. Это устройство крепится к станине 4 шлифовального станка посредством, например, кронштейна 5.
