Изобретением является способ сварки металлических частей в стык и устройство для осуществления способа.
Способы газопрессово сварки, в которых свариваемые части нагреваются газопламенными горелками и затем соединяются в стык медленным сжатием, известны.
Эти способы торцевой газопрессовой сварки не обеспечивают качественного соединения частеГ вследствие того, что при медленном сжатии свариваемых чаете ; в соединительном шве остается окисленный металл, нрепятствуюиип образованию монолитного niua.
В предлагаемом способе устраняются отмеченные недостатки тем, ч1-о пагре|-ые до температуры плавления металла части соединяют со скоростью, создающей удар.
Для осуществления этот способа предлагаются ycTpoiiCTBa, обеспечивающие ударное сжатие.
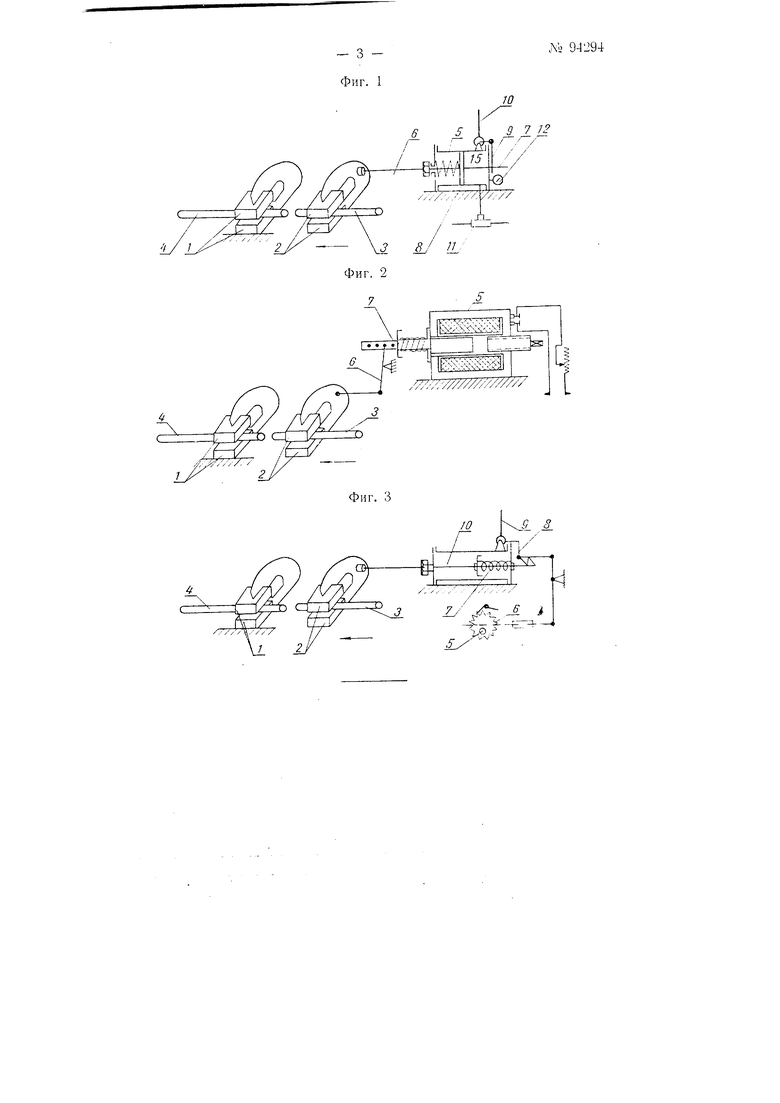
На фиг. 1, 2 и 15 приве;|,енд,1 в схематическо.ч ниде устройства, позволиюи|,ие выполнят, работу по предложенному способу.
На фиг. 1 показано пневматическое устройство, в тисках 1 2 которого зажимаются концы свариваемых деталей 3 и 4, устанавливаемые с определенным зазором и нагреваемые многопламенными горелками.
Тиски 2 перемещаются вдоль оси свариваемых изделий и связаны с воздушным цилиндром 5 ири ПОМ01ЦИ тяги 6. Скалка 7 поршня (V неподвижно закреплена зап1,елкой 9, связанно с рукояткой 10. Нри помощ,п воздупшого редуктора 7/ устанавливается рнределяемое но манометру 72 лавление, необходилюе д.чя получения усилия сжатия.
После требуемого нагрева свариваемых концов иоршепь освобождается рукояткой К) от заи1,елкп 9 и происходиг мгновенное соединеппе нагретых концов деталей 3 и 4.
На фиг. 2 показано устройство, в котором ударное сжатие осуществляется при iioMonin электромагггига. Так же как и па ()пг. 1 тиLKH обозпачепы цпфрамп 7 п 2, а cnapnuacMbie детали отмечены ипфрами /: и 4. Э.аектромагнпт 5 гиязан рыча1ом 6 с 11одг-)пжным11 тисками 2, в которых зажата спариваемая деталь.
Для регулировк начального растяжеиия между зажимными тисками / и 2 в стержне 7 электромагнита иредусмотреи ряд отверсти, позволяющих закрепить ричаг fi н разных ноложеииях.
На фиг. 3 показано ycTpoiiCiRO е механическим приводом в виде сжимаемой иружппы. Так же, как и на предыдущих фи1урах, тиски обозначены-цифрами 1 и 2, а свариваемые детали 3 и 4.
С помощью рукоятки (5, воздействуюн1,ей -«герез редуктор с тре цеткоя, лружипа 7 сжимается и запирается защелкой 8 во взведенном еостоянип. При сварке, после нагрева кондов деталей, рукоятко) 9 скалка 10 освобождается от защелки 8 и перемещает зажимные тиски 2, позволяя осуществить ударное сжатие свариваемых частей 3 и 4.
Предмет изобретения
1.Способ газоирессовой сварки метал.шческих частей в стык, о тл и ч а ю 1ц и и с я тем, что, с целью повышения качества сварки путем удаления с иоверхпости свариваемых частей окисленного металла, 11а1-рет1ле до температуры плавлении металла части соедипяют со скоростью, создающей удар.
2.Устройство для осуществлепия способа по и. I, отличаюи,ееся тем, что д.1я сообщения свариваемым чаечям скоростного соединения, устройство выполнено в виде иары неподвижных зажимных губок тисков и пары нодвижных губок, соверп аю1цих возвратно-поступательное движение от поршня пневматического и/ш парового цилиндра.
3.Применение в устройстве по п. 2 электромагнита для сообщения свариваемым частям скоростного соединения.
4.Применение в устройстве по п. 2 подпружиненного щтока для сообщения свариваемым частям скоростного соединения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный станок для газопрессовой сварки | 1946 |
|
SU68713A1 |
| Станок для газопрессовой сварки | 1950 |
|
SU93073A1 |
| Многопламенная горелка | 1949 |
|
SU81566A1 |
| Машина для газопрессовой сварки | 1961 |
|
SU143299A1 |
| Станок для газопрессовой сварки | 1946 |
|
SU91419A1 |
| Способ изготовления пучковых электродов для дуговой сварки | 1948 |
|
SU87411A1 |
| Способ холодной электродуговой сварки и наплавки | 1950 |
|
SU92974A1 |
| Машина для сварки трением | 1981 |
|
SU988497A1 |
| Способ установки опорного бруса автосцепки товарных вагонов | 1948 |
|
SU83981A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |