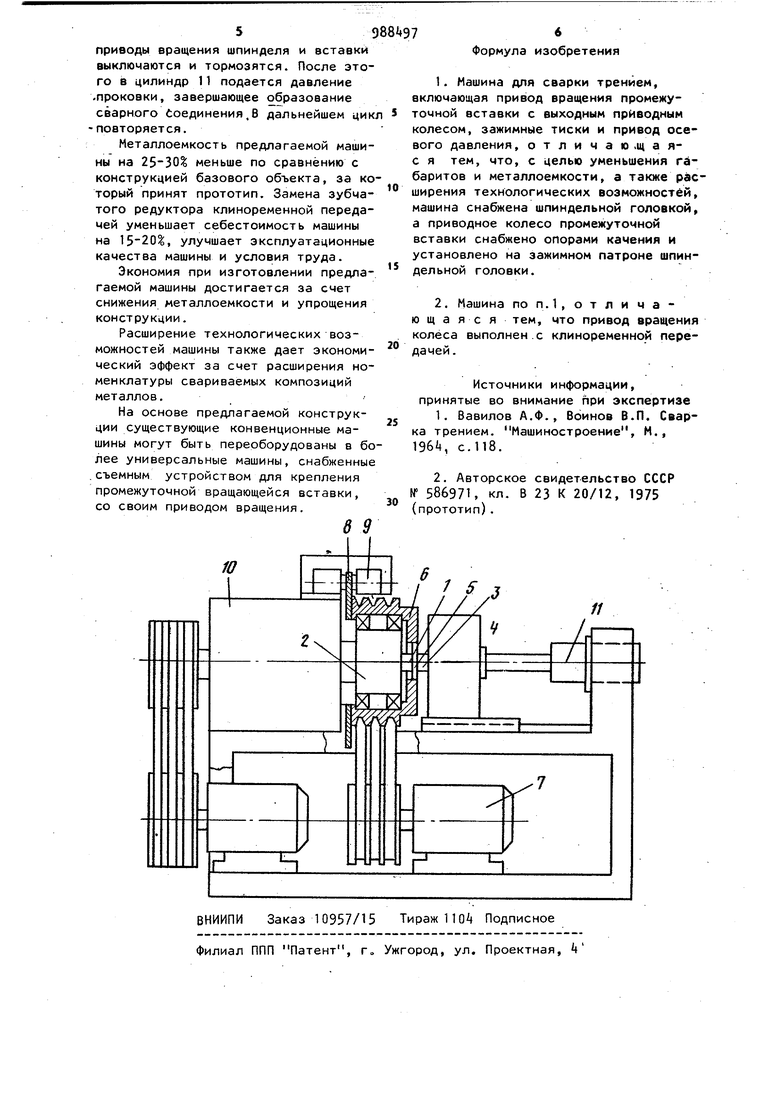
Изобретение относится к оборудованию в области сварки .трением,в част ности к машинам, работающим.по конвен ционнбму и инерционному принципу. Известны машины для сварки трением, имеющие типовые узлы: привод вращения шпинделя, привод осевого давления, зажимные устройства свариваемых заготовок, муфту сцепления привода вращения со шпинделем, муфту торможения шпинделя (только в конвенционных машинах), маховик, жестко связанный со шпинделем (только в инер ционных машинах). .В этих машинахоразо грев-стыка осуществляется за счет взаимного перемещения торцов свариваемых заготовок при одновременном осевом сжатии заготовок. Такой способ сварки широко применяется для сварки однородных металлов и сплавов а также для неоднородных металлов при небольшом различии их физических свойств, в особенности, температуры плавления | Q Однако сварка на этих машинах таких мате эиалов, как высоколегированные стали А и его сплавы Ti, Nb, Mo, W, Си и ее сплавы-и др. в разнородном сочетании имеет большие трудности или вовсе не возможна. Это вызывается резкой разницей в температурах плавления и теплопроводности этих материалов. Невозможна также сварка одновременно двух стыков. Наиболее близкой к предлагаемой по техническому решению является машина для сварки трением, включающая привод вращения промежуточной вставки с выходным приводным колесом, зажимные, тиски и привод осевого давления 2. . Такая конструкция обеспечивает сварку одновременно двух стыков, но имеет большие габариты и вес, затрудняет доступ к зажимные устройств вам и отрицательно сказывается на автоматизации загрузки и выгрузки заготовок. Кроме того, применение зубчатой передачи большого диаметра усложняет конструкцию, увеличивает ее стоимость, создает излишний шум. Существенным недостатком этого типа машин является также их ограниченные технологические возможности при сварке композиций металлов с сильно отличающимися г физическими и химическими свойствами, так как оба стыка работают в практически равных температурных условиях, обусловленных равенством основных параметров сварки - частоты вращения и удельног давления нагрева. Для сварки указанных композиций необходимо создать в каждом стыке различные температурные ,режимы. Цель изобретения - уменьшение габаритов и металлоемкости указанных машин, а также расширение их техноло гических возможностей для сварки мет лов и сплавов с.резко отличающимися физико-химическими свойствами. Указанная цель достигается тем, что машина с промежуточной вращающей ся вставкой, включающей привод враще ния вставки -с выходным приводным кол сом для крепления вставки, зажимные тиски и привод осевого давления, сна жена шпиндельной головкой, а приводн колесо промежуточной вставки снабжено опорами качения и установлено на зажимном патроне шпиндельной головки. Привод вращения колеса выполнен с клиноременной передачей. Данный привод комплектуется сменно оснасткой для крепления промежуточны вставок различной конструкции. На .чертеже показана конструктивно кинематическая схема машины. Вращающаяся заготовка 1 фиксируетс в зажимном шпиндельном патроне 2, а неподвижная заготовка 3 - в тисках Ц Вращающаяся промежуточная вставка 5 у танавливается в приводном колесе 6, выполненном в виде шкива, приводимого во вращение электродвигателем 7 через клиноременную передачу. К приводному колесу жестко крепится тормоз ной диск 8, проходящий внутри дискового тормоза 9. Шпиндельная бабака 10 может иметь как конвекционный, так и инерционный привод вращения. Осевое давление в свариваемых стыках создает гидро(пневмо) цилиндр 11, перемещая тиски по направляющим. 8 зависимости от степени различия физико-химических свойств свариваемых заготовок машина может работать в 2-х режимах. При резко отличающихся свойствах заготовок для одновременной сварки обоих стыков необходимо создать различные температурные условия в каждом стыке. При включении приводов вращения шпинделя и насадки в одну сторону их угловые скорости вычитаются, в результате чего относительная скорость вращения в стыке деталей (1 и 5) меньше, чем в стыке деталей 2 и 5, т.е. температура в стыке деталей 1 и 5 меньше, чем в стыке деталей 2 и 5. При включении приводов в противоположном направлении их скорости суммируются, т.е. темггература в стыке деталей 1-5 выше, чем в стыке деталей 2-5. При незначительном расхождении физико-химических свойств свариваемых заготовок температурные поля в указанных стыках должны быть одинаковы. В этом случае привод вращения шпинделя вообще не включается и устанавливается на тормозе. Нагрев стыков происходит только за счет вращающейся вставки. В общем случае, т.е. при резком различии физико-химических свойств заготовок, машина работает следующим образом. Сначала устанавливаются (при отведенных в заднее положение тисках) вращающаяся заготовка 1 в зажимном патроне 2 и вставка 5 в колесе 6. Затем неподвижная заготовка 3 устанавливается в тисках 4. После фиксации в зажимных устройствах указанных заготовок тиски с помощью гидроцилиндра перемещаются в переднее -положение до соприкосновения торцов свариваемых заготовок. Затем включаются приводы вращения вставки и шпинделя и одновременно включается давление в гидроцилиндре 11, которое плавно нарастает от нуля до ;1 рёбуемой величины. При этом происходит нагрев 2-х стыков до расчетных температур. Плавное повышение давления дает возможность уменьшить большой крутящий момент, возникающий одновременно в обоих стыках, и соответственно уменьшить пусковые токи в приводном электродвигателе. В процессе повышений давления сначала происходит операция притирки торцое, которая затем плавно переходит в операцию нагрева стыков. При достижении определенной величины суммарной деформации нагрева
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1981 |
|
SU998057A1 |
| Машина для сварки трением | 1984 |
|
SU1225740A1 |
| Устройство для орбитальной сваркиТРЕНиЕМ | 1979 |
|
SU814627A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением | 1981 |
|
SU1047638A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2009818C1 |
| Машина для инерционной сваркиТРЕНиЕМ | 1977 |
|
SU795821A1 |
