(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ МНОГОПРОВОЛОЧНЫХ ИЗДЕЛИЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1968 |
|
SU220373A1 |
| Машина для контактной стыковой сварки | 1987 |
|
SU1796378A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |


1
Изобретение относится к области сварки и может быть использовано при стыковой контактной сварке многопроволочных изделий, например металлотроса, металлокорда, канатов и кабелей.
Известно устройство для контактной стыковой сварки, содержащее формирующие устройства, установленные на зажимах машины и обеспечивающие удаление излишка металла с изделия. При этом в процессе сварки и охлаждения зону соединения подвергают воздействию ультразвуковых колебаний или магнитного поля 1.
К недостаткам устройства применительно к сварке многопроволочных изделий следует отнести сложность конструкции и ограниченность технологических возможностей при сварке изделий различного диаметра. Кроме того, не обеспечивается подготовка торцов перед сваркой.
Наиболее близким к изобретению ло технической сущности и достигаемому эффекту является устройство для контактной стыковой сварки многопроволочных изделий, содержащее несущие стойки с токоподводящими стойками, механизм зажатия, механизм подготовки сварива«мыхторцов, механизм осадки и приспособление для формирования стыка с электроизолированными губками 2.
Однако данная установка не позволяет осуществлять сварку торцов изделий с раскрученными концами проводов, что характерно в производстве стальных канатов.
Целью изобретения является повышение качества сварки многопроволочных изделий с раскрученными концами.
Поставленная цель достигается тем, что в устройстве для контактной стыковой свар10ки многопроволочных изделий, содержащем несущие стойки с токоподводящими губками, механизм зажатия, механизм подготов ки свариваемых торцов, механизм осадки и приспособление для формирования стыка 15 с электроизолированными губками, несущие стойки установлены на осях с возможностью поворота во взаимно перпендикулярных направлениях, каждая из стоек снабжена двумя парами токоподводящих губок, на каждой из которых выполнены две параллель20ные канавки, при этом внутренние пары токоподводящих губок установлены с возможностью перемещения вдоль изделия.
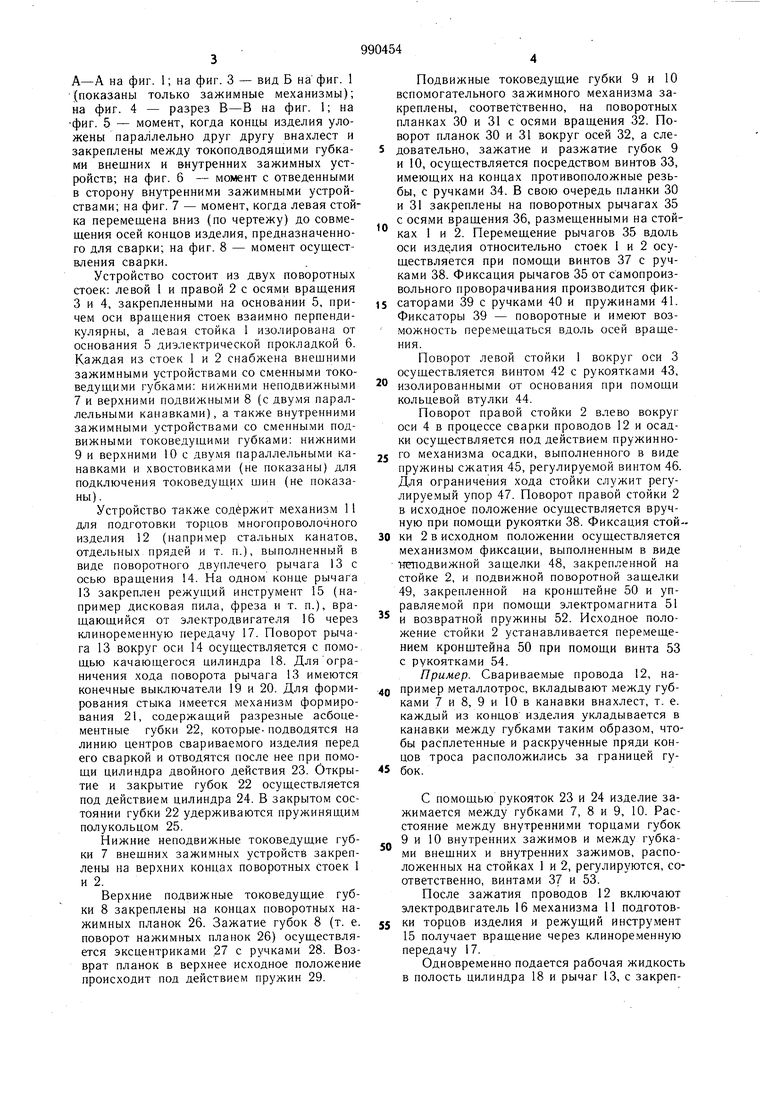
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - разрез
А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (показаны только зажимные механизмы); на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - момент, когда концы изделия уложены параллельно друг другу внахлест и закреплены между токоподводящими губками внешних и внутренних зажимных устройств; на фиг. 6 - момент с отведенными в сторону внутренними зажимными устройствами; на фиг. 7 - момент, когда левая стойка перемещена вниз (по чертежу) до совмещения осей концов изделия, предназначенного для сварки; на фиг. 8 - момент осуществления сварки.
Устройство состоит из двух поворотных стоек: левой 1 и правой 2 с осями вращения 3 и 4, закрепленными на основании 5, причем оси вращения стоек взаимно перпендикулярны, а левая стойка 1 изолирована от основания 5 диэлектрической прокладкой 6. Каждая из стоек 1 и 2 снабжена внещними зажимными устройствами со сменными токоведущими губками: нижними неподвижными 7 и верхни.ми подвижными 8 (с двумя параллельными канавками), а также внутренними зажимными устройствами со сменными подвижными токоведущими губками: нижними 9 и верхними 10 с двумя параллельными канавками и хвостовиками (не показаны) для подключения токоведущих шин (не показаны).
Устройство также содержит механизм 11 для подготовки торцов многопроволочного изделия 12 (например стальных канатов, отдельных прядей и т. п.), выполненный в виде поворотного двуплечего рычага 13 с осью вращения 14. На одном конце рычага 13 закреплен режущий инструмент 15 (например дисковая пила, фреза и т. п.), вращающийся от электродвигателя 16 через клиноременную передачу 17. Поворот рычага 13 вокруг оси 14 осуществляется с помо-, щью качающегося цилиндра 18. Для ограничения хода поворота рычага 13 имеются конечные выключатели 19 и 20. Для формирования стыка имеется механизм формирования 21, содержащий разрезные асбоцементные губки 22, которые- подводятся на линию центров свариваемого изделия перед его сваркой и отводятся после нее при помощи цилиндра двойного действия 23. Открытие и закрытие губок 22 осуществляется под действием цилиндра 24. В закрытом состоянии губки 22 удерживаются пружинящим полукольцом 25.
Нижние неподвижные токоведущие губки 7 внешних зажимных устройств закреплены на верхних концах поворотных стоек 1 и 2.
Верхние подвижные токоведущие губки 8 закреплены на концах поворотных нажимных планок 26. Зажатие губок 8 (т. е. поворот нажимных планок 26) осуществляется эксцентриками 27 с ручками 28. Возврат планок в верхнее исходное положение происходит под действием пружин 29.
Подвижные токоведущие губки 9 и 10 вспомогательного зажимного механизма закреплены, соответственно, на поворотных планках 30 и 31 с осями вращения 32. Поворот планок 30 и 31 вокруг осей 32, а следовательно, зажатие и разжатие губок 9 и 10, осуществляется посредством винтов 33, имеющих на концах противоположные резьбы, с ручками 34. В свою очередь планки 30 и 31 закреплены на поворотных рычагах 35 с осями вращения 36, размещенными на стойках 1 и 2. Перемещение рычагов 35 вдоль оси изделия относительно стоек 1 и 2 осуществляется при помощи винтов 37 с ручками 38. Фиксация рычагов 35 от самопроизвольного проворачивания производится фик5 саторами 39 с ручками 40 и пружинами 41. Фиксаторы 39 - поворотные и имеют возможность перемещаться вдоль осей вращения.
Поворот левой стойки 1 вокруг оси 3 осуществляется винтом 42 с рукоятками 43,
изолированными от основания при помощи кольцевой втулки 44.
Поворот правой стойки 2 влево вокруг оси 4 в процессе сварки проводов 12 и осадки осуществляется нод действием пружинно5 го механизма осадки, выполненного в виде пружины сжатия 45, регулируемой винтом 46. Для ограничения хода стойки служит регулируемый упор 47. Поворот правой стойки 2 Б исходное положение осуществляется вручную при помощи рукоятки 38. Фиксация стой0 ки 2 в исходном положении осуществляется механизмом фиксации, выполненным в виде неподвижной защелки 48, закрепленной на стойке 2, и подвижной поворотной защелки 49, закрепленной на кронштейне 50 и управляемой при помощи электромагнита 51
и возвратной пружины 52. Исходное положение стойки 2 устанавливается перемещением кронштейна 50 при помощи винта 53 с рукоятками 54.
Пример. Свариваемые провода 12, на0 пример металлотрос, вкладывают между губками 7 и 8, 9 и 10 в канавки внахлест, т. е. каждый из концов изделия укладывается в канавки между губками таким образом, чтобы расплетенные и раскрученные пряди концов троса расположились за границей гу5 бок.
С помощью рукояток 23 и 24 изделие зажимается между губками 7, 8 и 9, 10. Расстояние между внутренними торцами губок 9 и 10 внутренних зажимов и между губками внешних и внутренних зажимов, расположенных на стойках 1 и 2, регулируются, соответственно, винтами 37 и 53.
После зажатия проводов 12 включают
электродвигатель 16 механизма 11 подготовки торцов изделия и режущий инструмент
15 получает вращение через клиноременную
передачу 17.
Одновременно подается рабочая жидкость в полость цилиндра 18 и рычаг 13, с закрепленным на нем режущим инструментом 15, поворачивается, производят разрезку изделия 12 между токоподводящими губками 9 и 10 внутренних зажимных устройств.
Рабочая подача рычага 13 продолжается до момента нажатия правым плечем рычага 13 концевого выключателя 19, который дает команду на быстрый отвод режущего инструмента 15 в исходное положение - до нажатия левым плечом рычага 13 концевого выключателя 20. Одновременно прекращается подача рабочей жидкости в цилиндр 18. При помощи рукояток 34 разжимают токоподводящие губки 9 и 10 внутренних зажимов, фиксаторы 39 при помощи ручек 40 выводят их из зацепления с рычагами 35 и поворачивают их вокруг осей вращения 36 до упора (не показан) против часовой стрелки (фиг. 2), т. е. тем самым отводим губки 9 и 10 из зоны сварки, (фиг. 6). Длина t освободившихся концов изделия (см. фиг. 7) равна установочной длине, необходимой для сварки.
Далее, не разжимая губок 7 и 8 внещних зажимных устройств, производят поворот левой стойки 1 вокруг оси при помощи винта 42 до совмещения осей концов проводов 12, предназначенного для сварки (фиг. 8). После чего производят поворот правой стойки 2 влево, вокруг оси 4, при помощи винта 53 в исходное положение и подводят асбоцементные губки 22 на линию центров свариваемого изделия путем подачи рабочей жидкости в цилиндр 23. Перед этим губки 22 разжимаются цилиндром 24, а после подачи их на линию центров закрываются тем же цилиндро.м 24, охватывая в стыках изделие, предназначенное для сварки.
Производя все вспомогательные операции перед сваркой (укладку изделия в губки, их зажатие, разрезку концов, отвод губок, внутренних зажимов, совмещение концов и обжатие их асбоцементными губками), включают электромагнит 51, который поворачивает подвижную защелку 49 вниз и под действием пружины 45 осадки подготавливает тем самым стойку 2 к движению.
Дальще, в зависимости от выбранного режима сварки (оплавлением или сопротивлением), включается сварочный трансформатор (не показан). По вторичному витку, замкнутому через концы свариваемого изделия, протекает ток:
Торцы изделия, как место наибольшего сопротивления и наиболее активного выделения тепла, плавятся в закрытой зоне.
Одновременно, под действием пружины 45 механизма осадки происходит движение конца изделия, зажатого на стойке 2, навстречу неподвижному концу изделия, зажатому на стойке-1, т. е. осуществляется осадка под током для регулируемого упора 47. После этого сварочный трансформатор отключается, губки 22 отказываются и вместе с механизмом формирования стыка отводятся в исходное положение, губки внешних
зажимных устройств 7 и 8 раскрываются и сваренное изделие из них удаляется.
Конструкция предлагаемого устройства позволяет производить подготовку концов изделия перед сваркой и саму сварку по нескольким технологическим схемам внахлест, встык в зависимости от материала изделия (сталь, медь, алюминий и др.) и состояния его концов, т. е. насколько концы изделия, предназначенного для сварки, расплетены и распущены.
Выще была рассмотрена схема подготовки концов изделия перед сваркой с размещением изделия в губках параллельно друг другу (внахлест), позволяющую использовать изделия с раскрученными и распущен
5 ными прядями и отдельными нитями.
Если же предстоит сварить изделие с нераскрученными концами, например медныо жилы и т. п., то установку концов изделия в губки производят соосно в одну из,двух параллельных канавок зажимных механизмов
0 и сваривают встык.
Операция зажима изделия, его разрезки и сварки осуществляется при этом по описанной схеме (внахлест), за иск пючением операции поворота левой стойки 1 вокруг оси 3 при помопли винта 42 до совмещения осей
5 концов изделия, предназначенного для сварки, так как они устанавливались соосно заранее.
Можно подготовить и сварить многопроволочные изделия внахлест и встык без от0 вода из зоны сварки губок 9 и 10 внутренних зажимных устройств.
Такая нео(5ходимость может возникнуть когда при опеределенной ширине губок 9 и 10 внутренних зажимных устройств длина освободившихся концов изделия превысит
5 необходимую длину, предназначенную для нормального режима сварки, т. е. при сварке изделий, диаметр которых меньше диаметра, на который настроено в данный момент устройство.
В этом случае подготовку концов и сварку изделия можно произвести без отвода губок 9 и 10, внутренних зажимных устройств в следующем порядке.
Производят установку и закрепление кон5 Цов изделия внахлест или встык, осуществляют разрезку (отрезку при схеме встык) концов изделия, ослабляют губки 9 и 10 внутренних зажимных устройств настолько, чтобы их можно было переместить вдоль оси изделия, перемещают губки 9 и 10 при помощи винтов 37. с рукоятками 38 (левые - влево, правые - вправо, вдоль оси изделия настолько, чтобы получить длину В,необходимую для сварки), затем губки 9 и 10 опять зажимают.
После этого производят дополнительные операции, необходимые для выполнения сварки по схемам внахлест или встык. Далее производят сварку концов изделия и его удаление из зажимов так, как описывалось выще.
Технико-экономический эффект заключается в возможности получения качественного сварочного соединения при сварке многопроволочных раскручивающ-ихся изделий, в том числестальных, что позволяет организовать безотходное производство изделий на
предприятиях метизной и резино-технической промышленности.
Кроме того, конструкция предлагаемого устройства позволяет использовать его в переносном варианте, что значительно расширяет его практические возможности.
Формула изобретения
Устройство для контактной стыковой сварки многопроволочных изделий, содержащее несуплие стойки с токоподводяп1ими губками, механизм зажатия, механизм НОДГОТОЕЬ ки свариваемых торцов, .механизм осадки и
приспособление для формирования стыка с электроизолированными губками, отличающееся тем, что, с целью повышения качества сварки многопроволочных изделий с раскрученными концами, несущие стойки установлевы на осях с возможностью поворота во взаимно перпендикулярных направлениях, каждая из стоек снабжена двумя парами токоподводящих губок, на каждой из которых выполнены две параллельные канавки, при этом внутренние пары токоподводящих
губок установлены с возможностью перемещения вдоль и перпендикулярно оси изделия.
Источники информации, принятые во внимание при экспертизе
ЛЬ 206749. кл. В 23 К 11/02, 1965 (прототип).
Фаг.З 29 2.1
Фиг.
Фиг. 5
