(.5). УСТРОЙСТВО ДЛЯ УКЛАДКИ В КОНТЕЙНЕР МАЛОГАБАРИТНЫХ
БРИКЕТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уборки кирпича от пресса | 1939 |
|
SU58585A1 |
| Способ переработки железоцинксодержащих отходов металлургического производства | 2023 |
|
RU2824978C2 |
| Способ получения углеграфитовых изделий | 1979 |
|
SU920345A1 |
| СПОСОБ УКЛАДКИ КИРПИЧА-СЫРЦА В ШТАБЕЛЬ ДЛЯ ТЕРМООБРАБОТКИ | 2001 |
|
RU2206450C1 |
| СПОСОБ УКЛАДКИ КИРПИЧА-СЫРЦА В ШТАБЕЛЬ ДЛЯ ТЕРМООБРАБОТКИ | 2001 |
|
RU2331515C2 |
| АВТОМАТ ДЛЯ УКЛАДКИ ПАЧЕК В ЯЩИКИ | 1965 |
|
SU167459A1 |
| Устройство для укладки штучных изделий в тару | 1988 |
|
SU1599258A1 |
| Устройство для штабелирования фасонной стали | 2016 |
|
RU2642212C1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ МЕЛКОЗЕРНИСТОГО ГРАФИТА | 2011 |
|
RU2488554C2 |
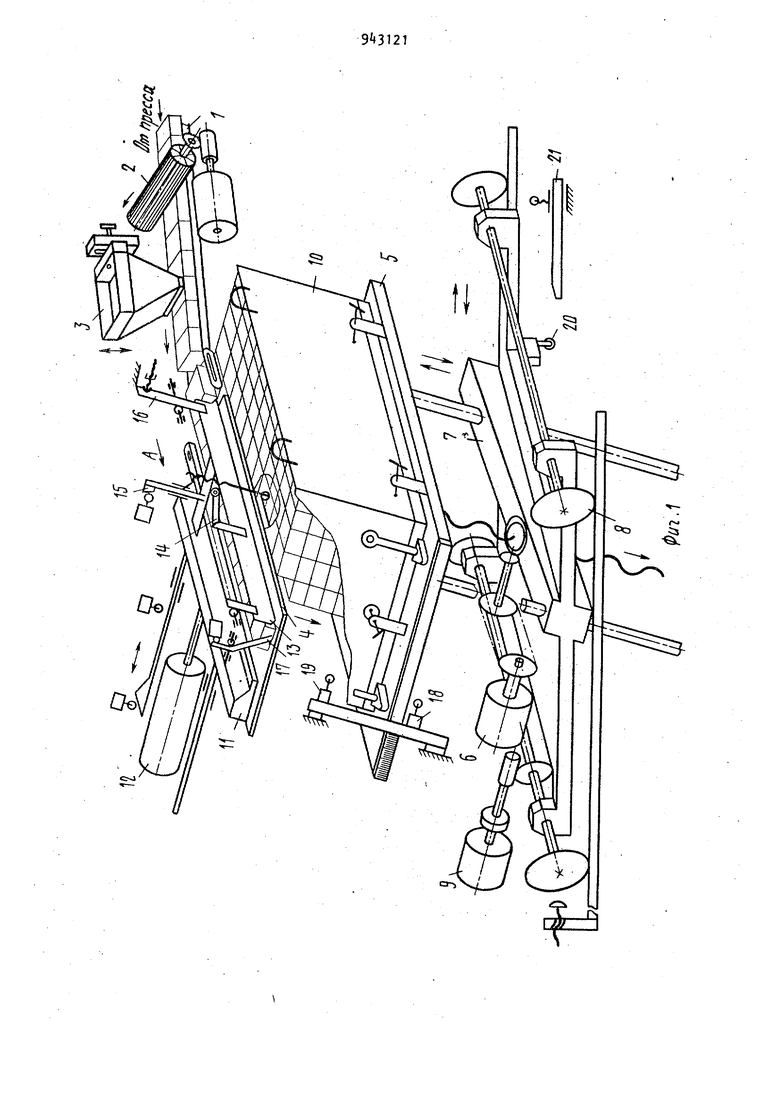
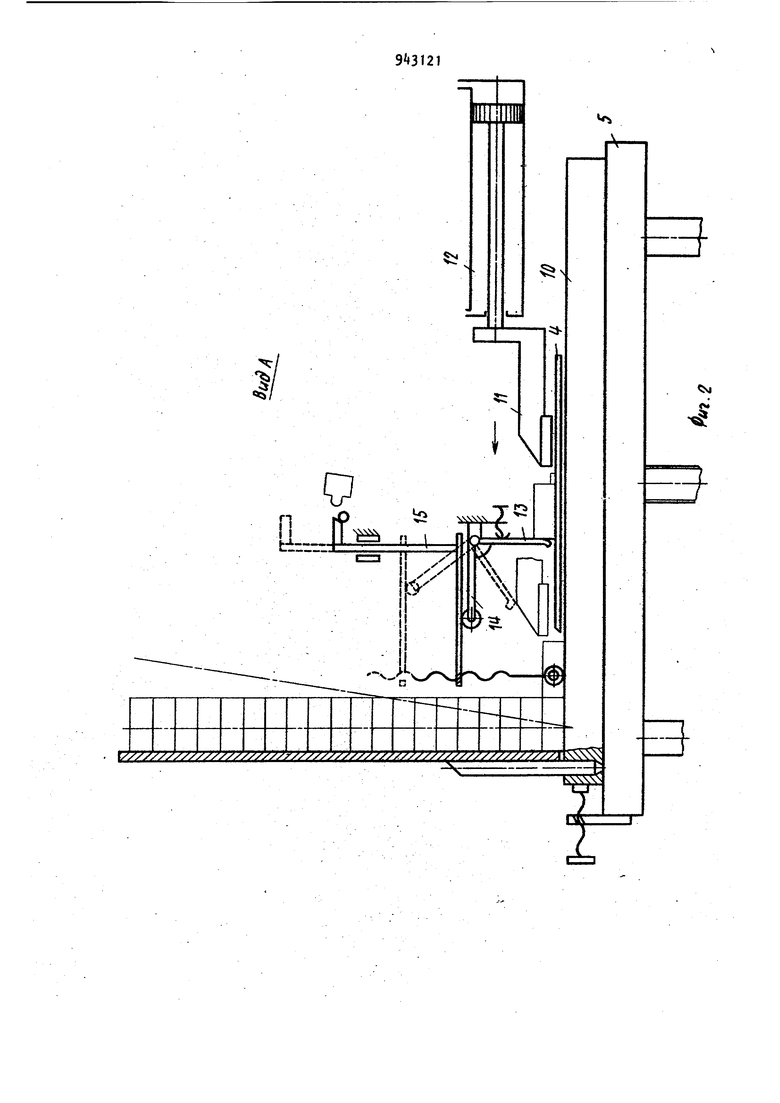
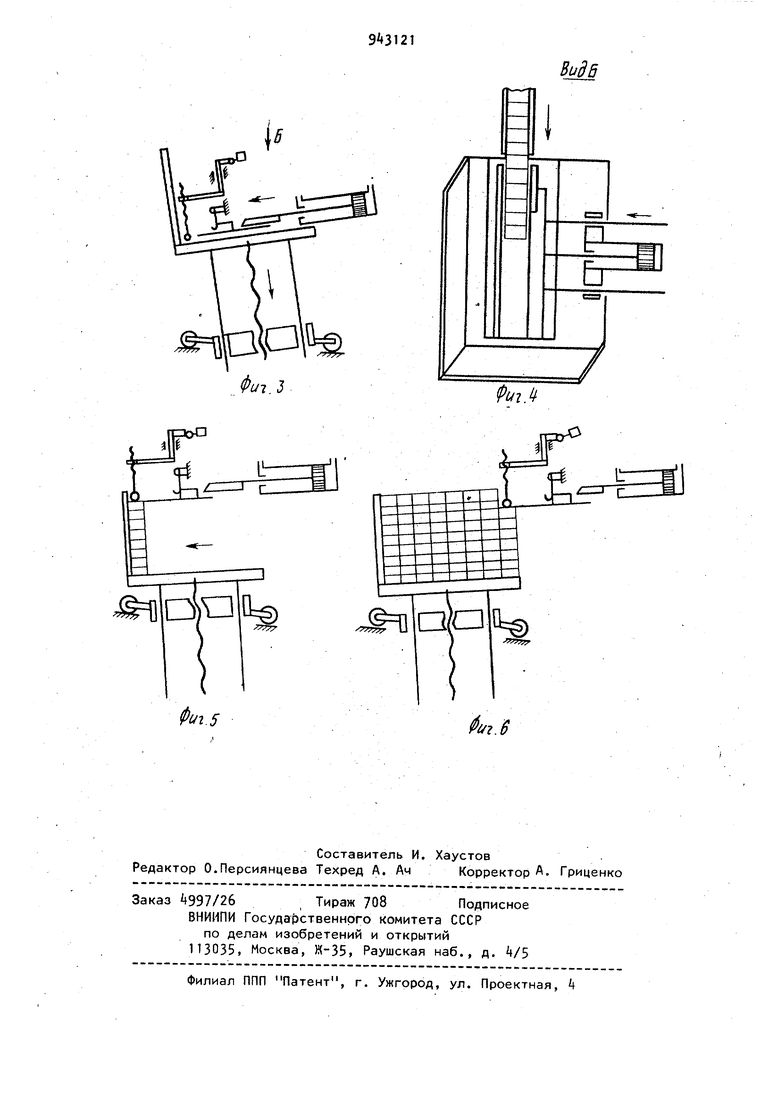
Изобретение относится к технологи ческому оборудованию и может быть ис пользовано в электротехнической промышленности для изготовления графито вых электроконтактов (брикетов7, при меняемых в электромашиностроении. Существует много устройств для штабелирования брикетов, однако на них обеспечивается штабелирование только крупногабаритных брикетов с большим технологическим зазором между ними. При этом брикеты укладывают ся в контейнер с перекладкой по еле циальной технологии. Плотная укладка малогабаритных графитовых брикетов в специальный жаропрочный контейнер для совместного обжига в кессонах тоннельных пе чей не обеспечивается. Поэтому штабель садки формируется вручную прямо в кессонах с последующей его разборкой после обжига, что требует больших затрат ручного труда в тяжелых и вредных условиях. Известно устройство для укладки в контейнер малогабаритных брикетов, содержащее транспортер для брикетов, стол с толкателем и расположенную под ним платформу для контейнера с приводом для ее горизонтального перемещения и датчиком 1 J. Недостатком этого устройства является то, что оно не обеспечивает очистку брикетов от осыпи, оставшейся на верхней плоскости брикетов после их формовки прессом, пересыпку слоев брикетов при штабелировании специальным порошком с целью предотвращения спекания брикетов при обжиге и плотную укладку малогабаритных брикетов в штабель. Из-за перечисленных недостатков на указанном устройстве невозможно .изготавливать малогабаритные (меньшее спичечного коробка) брикеты (графито вые электроконтакты для электромашин) так как технология обжига графитовых электроконтактов требует очистки заготовок брикетов от осыпи, пересыпку слоев брикетов специальным порошком и плотную укладку их в штабель, а технология обжига кирпичей не требует очистки кирпичей от осыпи, укладываются они с большим зазором и не пересыпаются антиспекающимся порошком. Целью изобретения является повышение плотности укладки брикетов в контейнер для изготовления высококачественных графитовых электроконтактов. Цель достигается тем, что в устройстве для укладки в контейнер малогабаритных брикетов, содержащем транспортер для брикетов, стол с тол кателем и расположенную под ним плат форму для контейнера с приводом для ее горизонтального перемещения и датчиком, стол и платформа установле ны наклонно, а над столом шарнирно укреплена направляющая пластина, сое диненная с датчиком платформы, которая имеет дополнительный привод для . ее вертикального перемещения, соединенный с датчиком платформы, при этом над транспортером для брикетов закреплены механизм для очистки брикетов и бункер для антиспекающегося порощка. Кроме этого, механизм для очистки брикетов состоит из барабанной щетки Датчик соединен с направляющей пластиной при помощи Z-образного рычага. На фиг. 1 изображено устройство в аксонометрии, общий вид;-на фиг.2 вид А на фиг.1; на фиг.3-6 - схемы формирования ряда брикетов и штабеля .. Устройство для укладки малогабаритных брикетов, в частности графитовых злектроконтактов, содержит при емник 1 заготовок брикетов с пресса выполненный в виде транспортера, регулируемый по ширине брикетов, механизм 2 для очистки заготовок брикетов от осыпи графита, остающейся на верхней барельефной ( потому, что на верхней плоскости брикета барельефно выпрессовываются технические данные графитового электроконтакта) плоскости после формовки их прессом, вы полненный в виде барабанной щетки с автономным приводом, бункер 3 для порошка, которым пересыпают брикеты с целью предотвращения спекания брикетов при обжиге, снабженный устрой91 ством настройки бункера на различные габариты ширины и высоты брикетов и регулятором толщины слоя пересыпки; формирователь рядов и штабеля брикетов (позицией не обозначены, состоящий из стола k (фиг.1 2), консольно подвешенного над платформой 5, наклонно установленной в двух плоскостях с возможностью вертикального перемещения от шагового привода 6 по направляющей 7, закрепленной на шасси 8, горизонтально перемещающегося от шагового привода. 9. На платформу 5 формирователя шта беля брикетов устанавливаются съемные жаропрочные контейнеры 10 со съемными бортами, в которых штабелируются, а затем обжигаются .брикеты. На столе смонтированы сбрасыватель 11 ряда брикетов, выполненный в виде толкателя, перемещаемого по столу пневмоприводом 12, перпендикулярно ряду брикетов, направляющая 13 ряда брикетов, которая с целью возможности прохождения под ней сбрасы-, вателя 11 присталкивании со стола 4 ряда брикетов в штабель выполнена в виде шарнирно подвешенной пластинчатой заслонки, сблокированной при по-мощи рычага 14 с датчиком 15 приводов 6 и 9 шагового перемещения платформы 5. который имеет Z-образную форму и перемещается вертикально по направляющей от воздействия рычага 14 направляющей заслонки, упор 1б служащий для настройки направляющей 13 ряда брикетов относительно приемника 1, и контролер 17 {фиг.1) набора ряда брикетов, , Формирователь ряда и штабеля брикетов снабжен такие датчиками 18 и 19, которые установлены вне формирователя и предназначены для подачи команды на шаговый привод 6 вертикального перемещения платформы 5 и на шаговый привод 9 горизонтального перемещения шасси 8. Установка работает следующим образом. Перед началом работы на платформу 5 в исходное положение устанавливают контейнер 10 с предварительно снятыми двумя боковыми стенками. Затем включается пресс {.не показан и начинается формирование заготовок брикетов из порошка графита. Установка работает автоматически в режиме пресса.
Отпрессованная заготовка брикета автоматически сталкивается с пресса в приемник 1, настроенный на необходимую ширину брикетов (так как брикеты изготавливаются разных габаритовJ. Верхняя барельефная поверхность брикетов движущегося по приемнику ряда очищается от осыпи графита вращающейся барабанной щеткой механизма 2 и пересыпается антиспекающимся порошком, поступающим из бункера 3 определенным слоем. Как только ряд брикетов достигнет контролера 17 набора ряда, автоматически включается пневмопривод 12 и сбрасыватель 11 сталкивает ряд в контейнер 10 (формирование штабеля см.фиг.), разворачивая заслонку, которая с помощью рычага k включает датчик 15. При возврате сбрасывателя 11 заслонка с ры чагом Ik становится в исходное положение, датчик 15 опускается роликом на уложенный ряд брикетов, включается привод 6 и платформа 5 опускается на высоту брикета до отключения датчика 15.
По окончании набора столбика брикетов включается датчик 18 шагового привода 9, который перемещает шасси :8 до полного скатывания ролика датчика 15, который дает команду на включение привода 6 подъема платформы 5. Высота подъема определяется датчиком 19. Таким образом, цикл повторяется до полного набора штабеля.
После набора последнего столбика штабеля включается контролер 20 при помощи линейки 21 с конечным выключателем, и весь комплекс отключается.
Предлагаемое устройство позволяет значительно повысить производительность изготовления малогабаритных графитовых электроконтактов, так как оно работает автоматически в режиме пресса формовки заготовок 6pHKetoB. 0 хидаемый годовой экономический эффект от использования одного устройства 2«0 тыс. руб.
формула изобретения
с целью повышения плотности укладки брикетов, стол и платформа установлены наклонно, а над столом шарнирно укреплена направляющая пластина, соединенная с датчиком платформы, которая имеет дополнительный привод для ее вертикального перемещения, соединенный с датчиком платформы, при этом над транспортером для брикетов закреплены механизм для очистки брикетов и бункер для антиспекающегося порошка.
Источники информации, принятые во внимание при экспертизе 1. Огнеупоры М., Металлургия, 1976, № 1, с. 26.
.1
Д.
/////yfy / // // y /j / y/7 /
j
7
nF 3
jtw jV
Г1
K
q
Ij 1
уХХХ/У/ПчУООСч
-
Фи-1.5
Фиг.5
Фи.б
