Отличительная особенность предлагаемой камеры состоит в том, что она имеет полые стенки для подачи з них горячей воды или пара при температурной обработке бетона и устройство для прессования бетона.
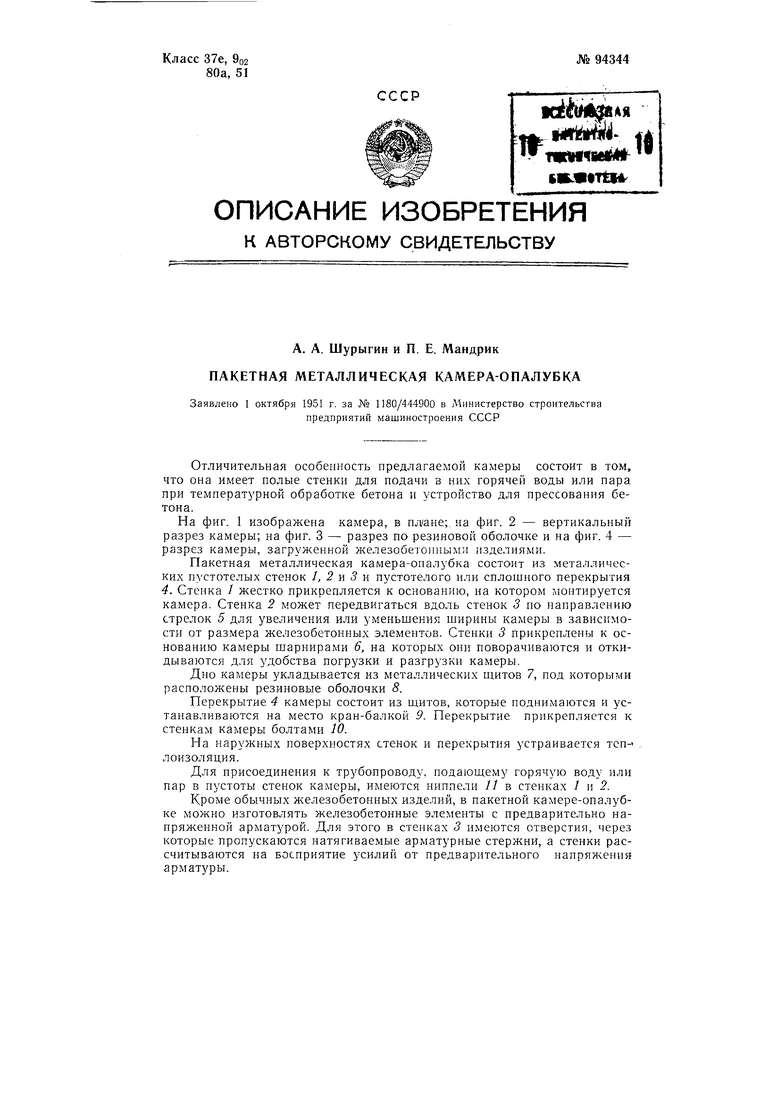
На фиг. 1 изображена камера, в плане;, на фиг. 2 - вертикальный разрез камеры; на фиг. 3 - разрез по резиновой оболочке и на фиг. 4 - разрез камеры, загруженной железобетонными изделиями.
Пакетная металлическая камера-опалубка состоит из металлических пустотелых стенок /, .2 и 5 и пустотелого или сплошного перекрытия 4. Стенка / жестко прикрепляется к основанию, на котором монтируется камера. Стенка 2 может передвигаться вдоль стенок 3 по направлению стрелок 5 для увеличения или уменьшения ширины камеры в зависимости от размера железобетонных элементов. Стенки 3 прикреплены к основанию камеры шарнирами 6, на которых они поворачиваются и откидываются для удобства погрузки и разгрузки камеры.
Дно камеры укладывается из металлических щитов 7, под которыми расположены резиновые оболочки 8.
Перекрытие 4 камеры состоит из ш,итов, которые поднимаются и устанавливаются на место кран-балкой 9. Перекрытие прикрепляется к стенкам камеры болтами 10.
На наружных поверхностях стенок и перекрытия устраивается теп- лоизоляция.
Для ирисоединения к трубопроводу, подаюш:ему горячую воду или пар в пустоты стенок камеры, имеются ниппели 11 в стенках / и 2.
Кроме обычных железобетонных изделий, в пакетной камере-опалубке можно изготовлять железобетонные элементы с предварительно напряженной арматурой. Для этого в стенках 3 имеются отверстия, через которые пропускаются натягиваемые арматурные стержни, а стенки рассчитываются на восприятие усилий от предварительного напряжения арматуры.
JVb 94344- 2 -
В пакетной камере при формовке изделий не требуется оеобой опалубки или форм. Опалубкой елужат внутреиние поверхности стенок камеры и прокладки соответствующей формы.
Термическая ..обработка изделий в пакетной камере производится при температуре Прогрева изделий до 80-90- и одновременном пресеоваиии. 6gfDHaпод давлением до 8 атм. Это дает возможность в короткий срок получать изделия с прочностью, составляющей 75-80% проектной. -v Изготовление тавровых железобетонных балок, например, производится следующим образом.
На дно камеры (фиг. 4), собранной без перекрытия, укладывается деревянная прокладка 12 во всю длину камеры, соответствующую длине тавровой балки. Затем укладывается заранее заготовленный арматурный каркас 13. Закрепив его, из бункера, передвигающегося по верху стенск камеры, подают порпию бетона, необходимую для изготовления одной балки, и производят уплотнение подвесным вибратором, у которого очертание нижней поверхности соответствует профилю балки. Вибра-10р служит одновременно штампом.
После вибрирования и уплотнения бетона вибратор приподнимается и на отформованную балку укладывается деревянная прокладка. Деревянные прокладки (кроме последней) имеют с двух сторон выступы 14 из кровельной стали, составляющие продолжения нижней и верхней плоскостей прокладки до стен камеры, служащие для отделения одной балки от другой по высоте.
При достаточной щирине камеры формовку балок производят в два пакета (фиг. 4). В этом случае балки в каждом ярусе формуются последовательно, сначала в одном, а потом в другом пакете. При наличии двух бункеров и двух вибраторов одновременно между ярусами балок устанавливаются вертикальные деревянные перегородки 15.
На первую прокладку укладывается арматурный каркас второй балки, подается бетонная смесь, производится вибрирование и уплотнение бетона и т. д. Операции по бетонированию балок повторяются до тех пор, пока камера будет заполнена по всей высоте.
Когда формовка балок закончена, на стены укладываются и крепятся щиты перекрытия. В пустоты стен камеры подается горячая вода или пар. Одновременно в резиновую оболочку, находящуюся под дном камеры (фиг. 3), нагнетается под давлением до 8 атм. горячая вода, пар или воздух. По мере нагнетания резиновая оболочка расширяется, нажимает на подвижное дно камеры и прессует отформованные балки.
Бетонная смесь для изготовления балок приготовляется из подогретых составляющих бетона и укладывается с температурой 40-45°. Деревянные прокладки для образования формы изделия также должны иметь температуру 40-45° и употребляться в дело влажными. По окончании выдерживания бетона в камере снижают давление в резиновой оболочке, снимают покрытие камеры, разъединяют ее стенки и выгру жают изделия.
В пакетной камере-опалубке можно формовать различные типы железобетонных изделий, например тавровые и двутавровые балки, перемычки, ребристые и несоосные плиты, ступени, лестничные марщи, пустотные и ребристые настилы, фасадные плиты. При наличии двух и более камер можно обеспечить непрерывность и поточнос1ъ производства.
Предмет изобретения
Пакетная металлическая камера-опалубка для безопалубочного и многоярусного изготовления элементе сборных железобетонных конструкций, отличающаяся тем, что имеет полые стенки и перекрытие для температурной обработки бетона и имеет устройство для его прессования.
7ДУ
I 5:Г f гг