При производстве тонкого листового железа необходимо предварительно подогреть валки до определенной температуры для того, чтобы иметь возможность прокатывать тонкие листы большой ширины. Для этой цеди обычно сначала прокатываются толсть1е листы, вследствие чего валки нагреваются и постепенно получают такую температуру, которая дает возможность прокатывать широкие и тонкие дистьь при чем достижение этой температуры требует довольно продолжительного времени, а сами валки часто ломаются вследствие возникающих при внезапных и частичных нагревах, напряжений в отливке и кроме того шлифованные поверхности их могут быть легко повреждены.
Известные уже устройства для подогрева валков посредством электрического тока, проходящего через сопротивление, не нашли себе практического применения, вследствие сложности и дороговизны их, а также невыгодности самГого способа.
Предлагаемое устройство предназначено для предварительного равномерного изнутри к наружи подогрева валков до необходимой температуры в короткий промежуто1:С времени и с наименьшей затратой энергии, путем применения известного уже способа образования в массе валков магнитного гистерезиса и токов Фуко помощью приставных подковообразных электромагнитов, устанавливаемых так, что валки находятся между их полюсами.
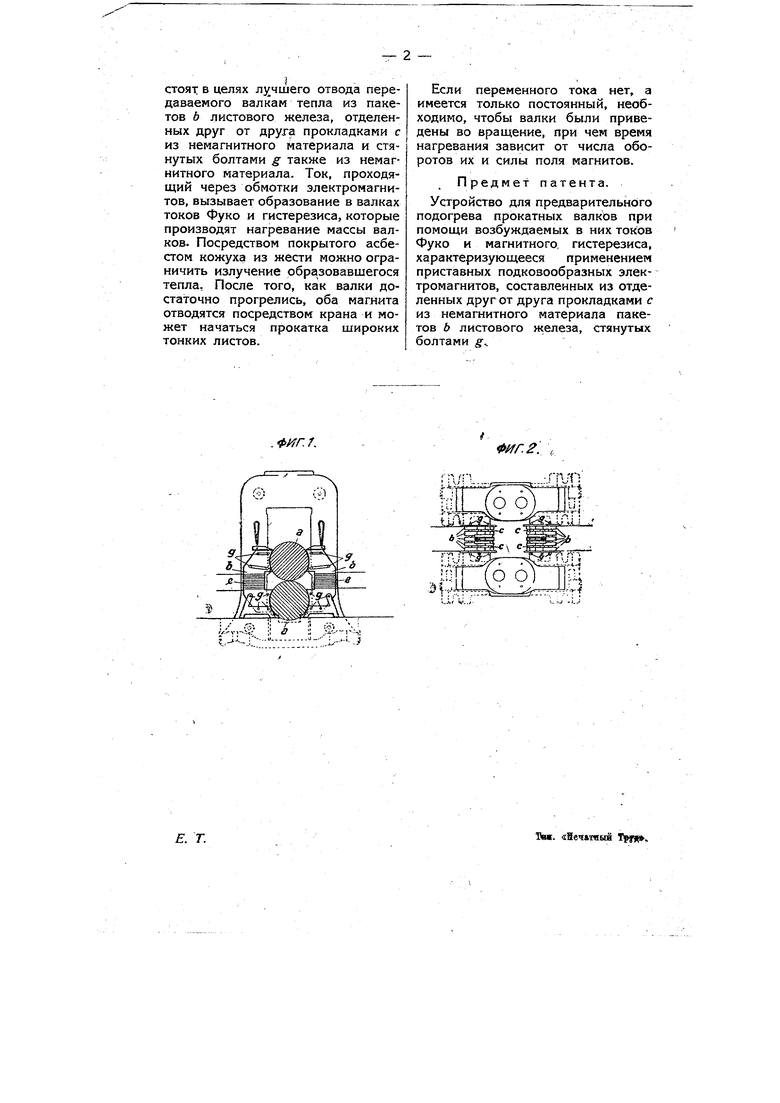
На чертеже фиг. 1 изображает прокатные валки, с предлагаемым устройством для подогрева иХ, в вертикальном разрезе; фиг. 2-тоже, вид сверху.
Валки а находятся между полюсами двух приставных магнитов переменного тока, сердечники которых, снабженные обмоткой е со1
стоят в целях л чшего отвода передаваемого валкам тепла из пакетов 6 листового железа, отделенных друг от друга прокладками с из немагнитного материала и стянутых болтами g также из немагнитного материала. Ток, проходящий через обмотки электромагнитов, вызывает образование в валках токов Фуко и гистерезиса, которые производят нагревание массы валков. Посредством покрытого асбестом кожуху из жести можно ограничить излучение рбра зовавшегося тепла. После того, как валки достаточно прогрелись, оба магнита отводятся посредством крана и может начаться прокатка широких тонких листов.
Если переменного тока нет, а имеется только постоянный, необходимо, чтобы валки были приведены во вращение, при чем время нагревания зависит от числа оборотов их и силы поля магнитов.
Предмет патента.
Устройство для предварительного подогрева прокатных валкЪв при помощи возбуждаемых в них токов Фуко и магнитного, гисте{5езиса, характеризующееся применением приставных подковообразных электромагнитов, составленных из отделенных друг от друга прокладками с из немагнитного материала пакетов Ь листового железа, стянутых болтами g
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индикации удельных натяжений по ширине прокатываемой полосы | 1988 |
|
SU1563798A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Способ нагрева рабочих валков листовых прокатных станов | 1959 |
|
SU130594A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ ТИПА БЕЛИЧЬЕЙ КЛЕТКИ В ЦИЛИНДРИЧЕСКОМ ОРГАНЕ РАБОЧЕЙ МАШИНЫ | 1936 |
|
SU52388A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКИХ ЛИСТОВ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛЕЙ | 2020 |
|
RU2748006C1 |
| Установка для получения изделий из порошка прокаткой | 1976 |
|
SU659286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОКОМПОНЕНТНЫХ СПЛАВОВ | 2008 |
|
RU2382685C1 |
| Электрический отбойный молоток | 1937 |
|
SU54926A1 |
.ФИГ. 7.
.. V
/ : , Л :Х-, , rv- vT.i 1 3 ;; ---Tv
-.....--.;

