Изобретение относится к прокатному производству и может быть использовано в цехах горячей и холодной прокатки черных и цветных металлов, а также при прокатке неметаллических материалов.
Известна прокатная клеть, содержащая станину, валки, привод валков /А.Н. Целиков "Машины и агрегаты металлургических заводов", т. 3, М.: Металлургия, 1981/.
Недостатками известной клети являются неизбежный прогиб валков при прокатке, а также упругие деформации элементов клети, что приводит к изменению предварительно установленного зазора и появлению таких дефектов, как "волна" и "короб", продольной и поперечной разнотолщинности полосы.
Известна также клеть, содержащая станину, валки, привод валков, источник электрического тока, магнитопровод /а.с. N 737032 М. кл. 21 B 1/02, опуб. 1980 /.
К недостатку известной клети следует отнести влияние упругих деформаций элементов клети /станины, нажимных винтов, подушек валков/ на величину предварительно установленного зазора и, следовательно, на качество прокатываемой полосы.
Цель изобретения - усовершенствование конструкции клети и повышение качества готового проката.
Поставленная цель достигается тем, что прокатная клеть, содержащая станину, валки, привод валков, магнитопроводы, катушки и источник электрического тока снабжена по меньшей мере одной парой П-образных электромагнитов, одной парой плоских электромагнитов с прямоугольным сердечником, охватывающих валки и расположенных по отношению друг к другу одноименными полюсами относительно плоскости прокатки, станина клети совмещена с магнитопроводами, нажимные валки выполнены в виде сердечников из постоянных магнитов, снабженных катушками управления и охваченных цилиндрическими магнитопроводами, соединяющими их одноименные полюса, на боковых сторонах П-образных электромагнитов установлены дополнительные П-образные электромагниты, снабженные катушками управления, П-образные электромагниты жестко соединены между собой немагнитными опорами и немагнитным фундаментом клети с помощью винтов.
Выполнение нажимных валков в виде сердечников из постоянных магнитов, снабженных катушками управления, позволяет намагничивать валки, т.е. создавать и регулировать усилие прокатки путем подачи в катушки коротких импульсов тока соответствующего знака, при которых литые постоянные магниты либо намагничиваются, либо размагничиваются.
При таком способе управления магнитной системой клети ток в электрические катушки подается короткими импульсами и только в моменты корректировки усилия прокатки. При этом магнитная система не нагревается и длительное время может находиться либо во включенном, либо в выключенном состоянии без потребления энергии от внешнего источника тока.
При выполнении нажимных валков в виде сердечников из постоянных магнитов последние выполняются из литых постоянных магнитов, например, марки ЮНДК24 /железо-никель-алюминий-кобальтовый сплав/, остаточная индукция которых составляет около 1,2 Тл.
Предлагаемая клеть отличается тем, что в ней для создания усилия прокатки P используется известный эффект притяжения и отталкивания полюсов электромагнитов.
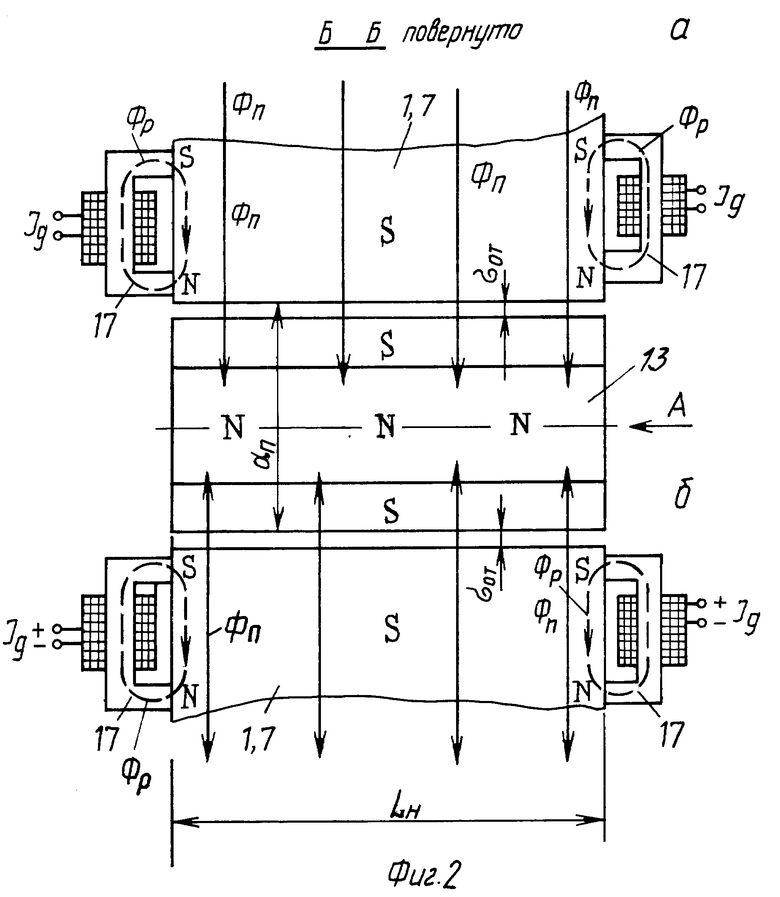
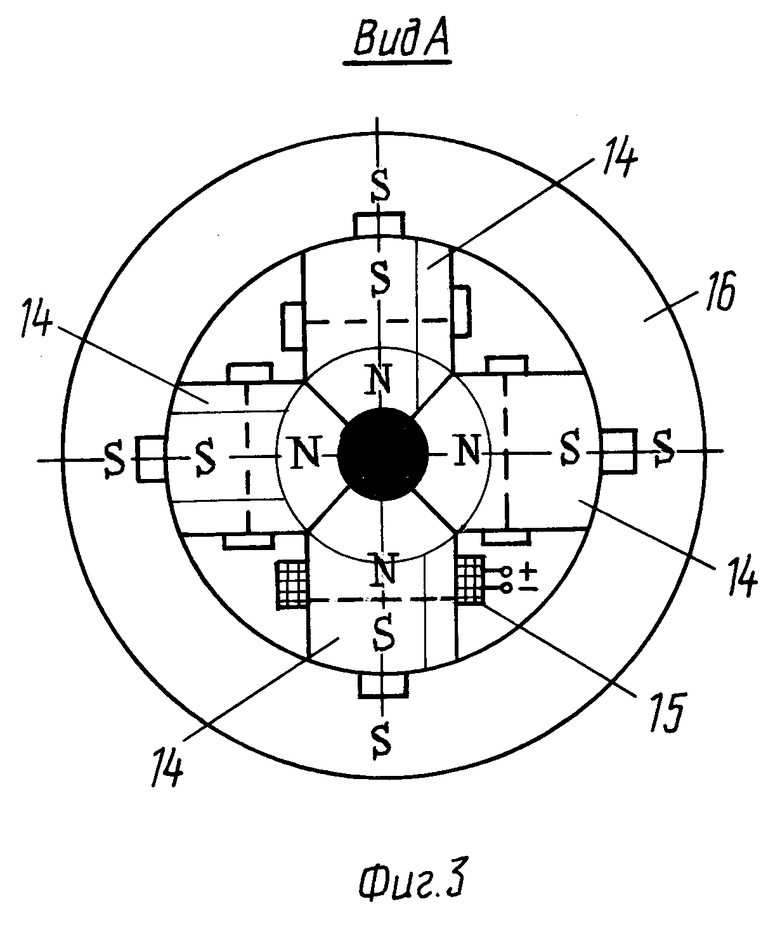
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен общий вид прокатной клети "КВАРТО", на фиг. 2 схема взаимодействия магнитных потоков основных и дополнительных П-образных электромагнитов, пронизывающих нажимные валки, на фиг. 3 /вид А/ - поперечный разрез по нажимному валку.
Прокатная клеть /фиг. 1/ состоит из двух П-образных электромагнитов, состоящих из магнитопроводов 1, 2, 3 и катушек возбуждения 4, расположенных выше плоскости прокатки, двух П-образных электромагнитов, состоящих из магнитопроводов 5, 6, 7 и катушек возбуждения 8, расположенных ниже плоскости прокатки, двух плоских электромагнитов, состоящих из магнитопровода - полюса 9 и магнитопроводов 10 и 11 и катушек возбуждения 12, установленных симметрично относительно плоскости прокатки, охватывающих нажимные валки 13 и выполненных в виде сердечников из постоянных магнитов 14, снабженных катушками управления 15 и охваченных цилиндрическими магнитопроводами - сумматорами магнитных потоков 16, соединяющих их одноименные полюса /S/.
Для изменения плотности магнитного потока Фп /фиг.2/ вдоль бочки нажимного валка 13 клеть снабжена дополнительными электромагнитами 17, установленными на боковых сторонах магнитопроводов 1, 7 и /или/ 3, 5 с магнитопроводами П-образной формы. Изменение плотности потока Фп происходит путем создания параллельных потоков Фр одного или противоположного направлений с направлением потока Фп. Плоские электромагниты установлены с зазором δот, а П-образные электромагниты установлены с зазором δп по отношению к поверхности валков 13. Магнитопроводы 1, 2, 3 и 5, 6, 7 соединены между собой через опоры 18 из немагнитного материала стяжными болтами /винтами/ 19. Магнитопроводы 7 имеют приливы 20 для крепления клети к фундаменту 21.
Нажимные валки 13 и рабочие валки 22 установлены на подушки 23, свободно перемещающиеся по вертикальному пазу "П". П-образные и плоские электромагниты жестко соединены друг с другом с помощью болтов 24. Клеть крепится к немагнитному фундаменту 21 с помощью болтов 25. Привод валков условно не показан. Подушки 23 выполнены из немагнитного материала.
Прокатная клеть работает следующим образом. Так как зазор Sо между рабочими валками зависит от величины токов Iк в катушках 4 и 8 и Iс катушках 12, т.е. Sо = f/Iк, Iс/ или hк= F/Iк, Iс/, где hк- конечная толщина полосы, то, подав соответствующие токи Iк и Iс в катушки возбуждения, создают соответствующие усилия Qп - притяжения валков 13 к полюсам 3 и усилия Qот - отталкивания валков 13 от полюсов 1, 9. Сумма проекций всех сил на ось "Y" создаст усилие прокатки P, с которым валки 22 прижмутся друг к другу, после чего полоса подается в валки 22, которые разойдутся на величину hк, и осуществляется ее прокатка. Продольную разнотолщинность регулируют, изменяя величину токов Iк и Iс, а поперечную разнотолщинность регулируют токами Iд /фиг. 2/ в катушках управления электромагнитов 17, изменяя плотность магнитного потока Фп вдоль бочек валков 13, направляя потоки Фр в одну или противоположную сторону по отношению к направлению потока Фп. Если потоки Фп и Фр совпадают по направлению /фиг. 2а/, то электромагнитное давление, с которым валки 13 давят на валки 22, увеличивается по концам валков и профиль полосы получается в виде "чечевицы". Если потоки Фп и Фр не совпадают по направлению /фиг. 2б/, то электромагнитное давление увеличивается к центру валков и профиль полосы получается в виде двояковогнутой линзы.
Усилие прокатки можно определить по выражению
P = 2Qп • cos α + Qот(1),
т.к. Qп = 4,06 B2 • Sп и Qот = 4,06 B2 • Sот,
то P = 8,12В2 • Sп • сos α + 4,06В2 • Sот(2),
где Sп площадь контакта полюсов 3 и 5 с поверхностью валков 13, см2;
α - угол между усилием притяжения валка к полюсу и усилием прокатки P, рад.;
Sот - площадь отталкивания валка от полюса, см2;
B - магнитная индукция в зазорах δп и δот ,Тл;
Sп ≈ 0,2 π dн • Lн; Sот ≈ 0,45 π dн • Lн.(3)
С учетом выражений /1/ - /3/ получим:
P ≈ 1,8 π dн • Lн • B2 • /0,9 cos α + 1/, кгс,(4)
где dн - диаметр нажимного валка, см;
Lн - длина бочки нажимного валка, см.
Данное изобретение позволяет сократить количество дефектов "волна", "короб", уменьшить продольную и поперечную разнотолщинность полосы, повысить стойкость валков, повысить качество готового проката.
Пример. Дано: dн = 200 см, Lн = 200 см
B = 2 Тл, α = 30o
Тогда согласно (4) получим:
P = 1,8 • 3,14 • 200 • 200 • 22 • (0,9 • 0,86 + 1) = 1609689,6 кгс = ≅ 1610 тс. = 16,1 мн.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2187394C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
Изобретение относится к прокатному производству и может быть использовано в цехах горячей и холодной прокатки черных и цветных металлов, а также при прокатке неметаллических материалов. Технический результат - усовершенствование конструкции клети и повышение качества прокатываемой полосы. Прокатная клеть, содержащая станину, валки, привод валков, магнитопроводы, катушки и источник электрического тока, снабжена по меньшей мере одной парой П-образных электромагнитов, одной парой плоских электромагнитов с прямоугольным сердечником, охватывающих валки и расположенных по отношению друг к другу одноименными полюсами относительно плоскости прокатки. Станина клети совмещена с магнитопроводами, нажимные валки выполнены в виде сердечников из постоянных магнитов, снабженных катушками управления и охваченных цилиндрическими магнитопроводами, соединяющими их одноименные полюса. На боковых сторонах П-образных электромагнитов установлены дополнительные П-образные электромагниты, снабженные катушками управления, П-образные электромагниты жестко соединены между собой немагнитными опорами и немагнитным фундаментом клети с помощью винтов. 3 ил.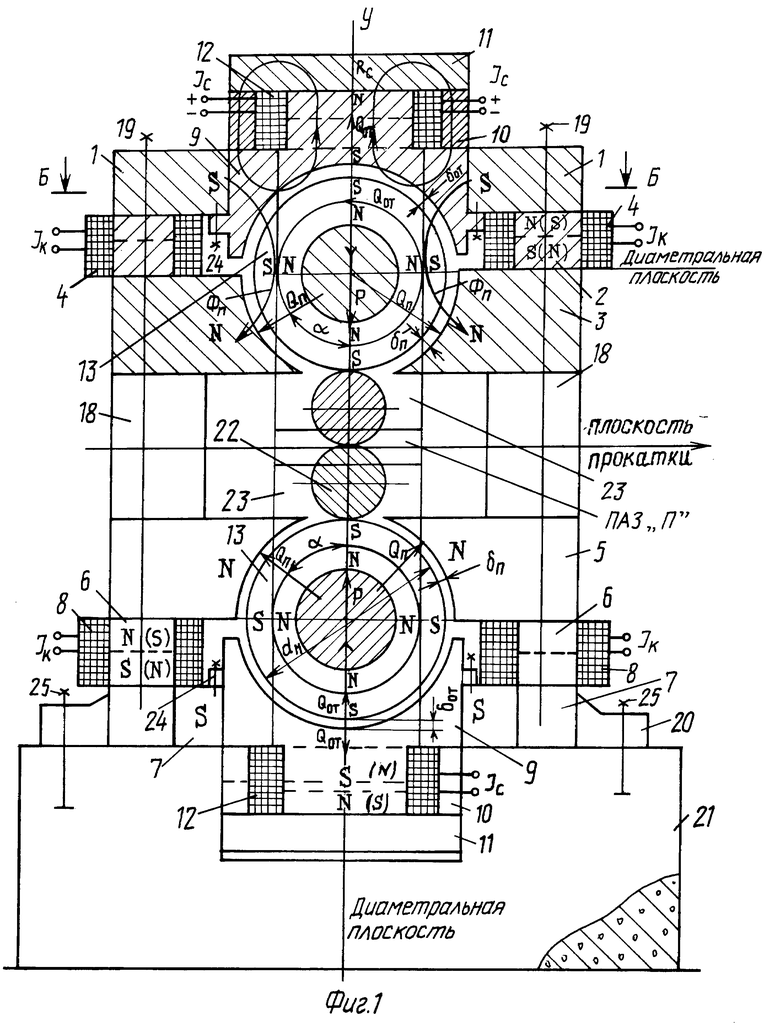
Прокатная клеть, содержащая станину, валки, привод валков, магнитопроводы, катушки и источник электрического тока, отличающаяся тем, что она снабжена по меньшей мере одной парой П-образных электромагнитов, одной парой плоских электромагнитов с прямоугольным сердечником, охватывающих валки и расположенных по отношению друг к другу одноименными полюсами относительно плоскости прокатки, станина клети совмещена с магнитопроводами, нажимные валки выполнены в виде сердечников из постоянных магнитов, снабженных катушками управления и охваченных цилиндрическими магнитопроводами, соединяющими их одноименные полюса, на боковых сторонах П-образных электромагнитов установлены дополнительные П-образные электромагниты, снабженные катушками управления, П-образные электромагниты жестко соединены между собой немагнитными опорами и немагнитным фундаментом клети с помощью винтов.
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| DE 3148747 А1, 21.07.1983.US 4062097, 13.12.1977. | |||

