Изобретение относится к прокатному производству и может быть использовано в цехах горячей и холодной прокатки черных и цветных металлов, а также при прокатке неметаллических материалов.
Известна прокатная клеть, содержащая станину, валки, привод валков, источник электрического тока, магнитопровод (а. с. 737032 МПК 21 В 1/02 опубл. 1980 г. ). К недостатку известной клети следует отнести влияние упругих деформаций элементов клети (станины, нажимных винтов, штоков гидронажимных устройств, подушек, валков, подшипников) на величину предварительно установленного зазора и, следовательно, на качество прокатываемой полосы.
Известна прокатная клеть (заявка на выдачу патента РФ 99101720/02 от 27.01.1999 г., положительное решение от 21.12.1999 г.), содержащая одну пару П-образных электромагнитов, одну пару плоских электромагнитов с прямоугольным сердечником, нажимные валки, выполненные в виде сердечников из постоянных магнитов. К недостатку известной клети следует отнести сложность конструкции электромагнитов различной формы (П-образная и плоская), большие утечки магнитного потока, проходящего через магнитопроводы П-образных электромагнитов, а также неучастие рабочих валков клети в создании усилия прокатки.
Технический результат: упрощение электромагнитной системы клети, устранение утечки магнитного потока и создание дополнительного усилия прокатки за счет включения в нее рабочих валков.
Технический результат достигается тем, что прокатная клеть, содержащая станину, валки с вмонтированными в них постоянными магнитами, привод валков, магнитопроводы, катушки возбуждения и источник электрического тока, снабжена, по меньшей мере, одной парой прямоугольных Ш-образных электромагнитов, установленных симметрично плоскости, перпендикулярной плоскости прокатки, и проходящей через центры нажимных и рабочих валков, внутренние полюса которых охватывают рабочие валки ниже их диаметральных плоскостей, параллельных плоскости прокатки, а внешние полюса охватывают нажимные валки ниже их диаметральных плоскостей, параллельных плоскости прокатки, одной парой прямоугольных Ш-образных электромагнитов, установленных симметрично относительно плоскости, полюса которых охватывают нажимные валки выше диаметральной плоскости, параллельной плоскости прокатки, а внешние полюса охватывают нажимные валки ниже их диаметральных плоскостей, параллельных плоскости прокатки, причем электромагниты соединены между собой вставками из немагнитного материала, а электромагниты, установленные симметрично плоскости, перпендикулярной плоскости прокатки, имеют щели для пропуска прокатываемой полосы. Выполнение прямоугольных электромагнитов Ш-образной формы значительно упрощает их конструкцию, снижает до минимума потери магнитного потока, так как практически весь магнитный поток проходит по магнитопроводам, а не по воздуху, позволяет включить в магнитную цепь рабочие валки, т.е. увеличить усилие прокатки. Соединение электромагнитов через немагнитные вставки не позволяет изменять направления магнитных потоков в местах расположения разноименных полюсов.
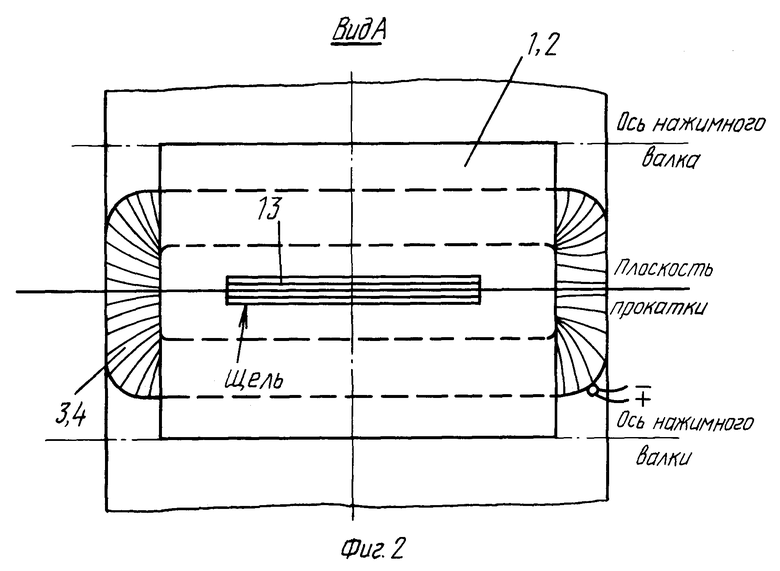
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид (схема) прокатной клети сексто, на фиг.2 - вид А на щель для пропуска прокатываемой полосы через электромагниты.
Прокатная клеть состоит (фиг.1, 2) из двух прямоугольных Ш-образных электромагнитов, симметрично расположенных относительно плоскости 0-0, перпендикулярной плоскости прокатки, состоящих из магнитопроводов 1, 2 и катушек возбуждения 3, 4, двух прямоугольных Ш-образных электромагнитов, установленных симметрично относительно плоскости прокатки, состоящих из магнитопроводов 5, 6 и катушек возбуждения 7, 8. Ш-образные электромагниты соединены между собой по вертикали вставками 9 из немагнитного материала.
Внутренние полюса S (N) магнитопроводов 1, 2 охватывают рабочие валки 10 ниже диаметральных плоскостей, параллельных плоскости прокатки, а внешние полюса N (S) магнитопроводов 1, 2 охватывают нажимные валки 11 ниже их диаметральных плоскостей, параллельных плоскости прокатки.
Внутренние полюса N (S) магнитопроводов 5, 6 охватывают нажимные валки 12 выше диаметральной плоскости, параллельной плоскости прокатки, а внешние полюса S (N) магнитопроводов 5, 6 охватывают нажимные валки 12 ниже диаметральной плоскости, параллельной плоскости прокатки.
Нажимные валки 12 выполнены из магнитотвердого материала с остаточной индукцией Вr= 1,0-1,2 Тл или могут иметь внутри валка собственную систему намагничивания (не показана). В магнитопроводах 1, 2 выполнены щели (фиг.1, 2) для пропуска полосы 13.
Приняв радиус нажимных валков равным Rн, длину всех валков равной L, радиус рабочих валков Rр, угол наклона сил притяжения Q к плоскости 0-0 равным α, с учетом обозначений на фиг.1, получим выражение для усилия прокатки: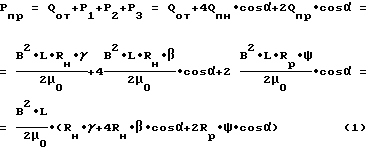
Если ψ = β ≅ α, то
Если принять:
B=2 Тл, μ0 = 4π•10-7, Rн=1 м, Rp=0,3 м, γ=2,4 рад, α=0,75 рад, L=2 м,
то подставив эти данные в формулу (2), получим:
Рпр=1,41•107 Н=1,41•103 Тс=14,1 МН
Меняя силу тока в обмотках 13 электромагнитов, можно получить любое значение усилия прокатки в указанных пределах. При включении катушек 13 возникают магнитные потоки отталкивания и притяжения Фоп и магнитные потоки притяжения Фпр, обеспечивающие необходимое усилие прокатки. Для регулирования усилия прокатки вдоль бочки валков изменяют магнитную индукцию или плотность магнитного потока вдоль полюсов электромагнитов путем установки дополнительных электромагнитов нейтрализации (не показаны).
Данное изобретение позволяет значительно упростить электромагнитную систему клети и снизить расход электроэнергии на питание электромагнитов при одновременном увеличении усилия прокатки примерно на 15-20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
Изобретение относится к прокатному производству и может быть использовано в цехах горячей и холодной прокатки черных и цветных металлов, а также при прокатке неметаллических материалов. Задача изобретения - упрощение электромагнитной системы клети, экономия мощности, расходуемой на питание катушек возбуждения и получение дополнительного усилия прокатки за счет включения в магнитную цепь клети рабочих валков. Прокатная клеть, содержащая станину, валки с вмонтированными в них постоянными магнитами, привод валков, магнитопроводы, катушки возбуждения и источник постоянного электрического тока, снабжена, по меньшей мере, одной парой прямоугольных Ш-образных электромагнитов, установленных симметрично плоскости, перпендикулярной плоскости прокатки и проходящей через центры нажимных и рабочих валков, внутренние полюса которых охватывают рабочие валки ниже их диаметральных плоскостей, параллельных плоскости прокатки, а внешние полюса охватывают нажимные валки ниже их диаметральных плоскостей, параллельных плоскости прокатки. Одна пара прямоугольных Ш-образных электромагнитов установлена симметрично относительно плоскости прокатки, их внутренние полюса охватывают нажимные валки выше диаметральной плоскости, параллельной плоскости прокатки, а внешние полюса охватывают нажимные валки ниже их диаметральных плоскостей, параллельных плоскости прокатки. Электромагниты соединены между собой вставками из немагнитного материала, а электромагниты, установленные симметрично плоскости, перпендикулярной плоскости прокатки, имеют щели для пропуска прокатываемой полосы. Изобретение обеспечивает упрощение электромагнитной системы клети и снижение расхода электроэнергии на питание электромагнитов при одновременном увеличении усилия прокатки. 2 ил.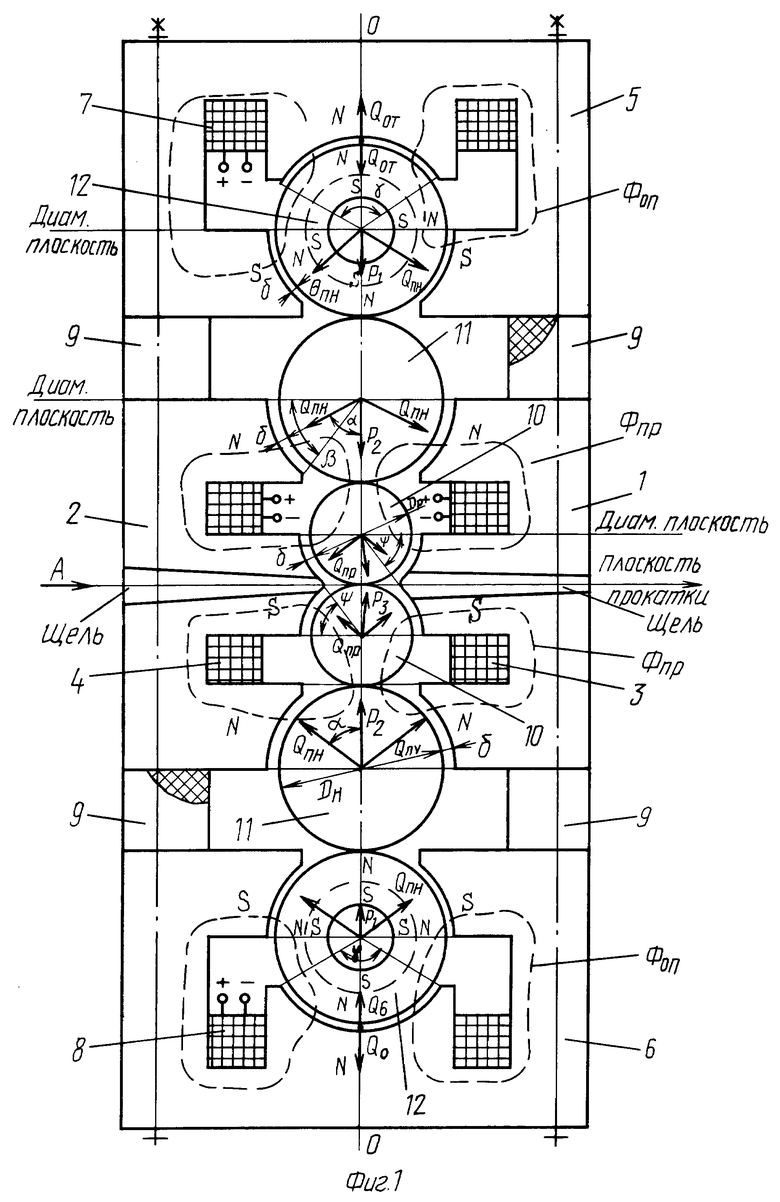
Прокатная клеть, содержащая станину, валки с вмонтированными в них постоянными магнитами, привод валков, магнитопроводы, катушки возбуждения и источник электрического тока, отличающаяся тем, что она снабжена, по меньшей мере, одной парой прямоугольных Ш-образных электромагнитов, установленных симметрично плоскости, перпендикулярной плоскости прокатки и проходящей через центры нажимных и рабочих валков, внутренние полюса которых охватывают рабочие валки ниже их диаметральных плоскостей, параллельных плоскости прокатки, а внешние полюса охватывают нажимные валки ниже их диаметральных плоскостей, параллельных плоскости прокатки, одной парой прямоугольных Ш-образных электромагнитов, установленных симметрично относительно плоскости прокатки, внутренние полюса которых охватывают нажимные валки выше диаметральной плоскости, параллельной плоскости прокатки, а внешние полюса охватывают нажимные валки ниже их диаметральных плоскостей, параллельных плоскости прокатки, электромагниты соединены между собой вставками из немагнитного материала, а электромагниты, установленные симметрично плоскости, перпендикулярной плоскости прокатки, имеют щели для пропуска прокатываемой полосы.
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| US 4748840, 07.06.1988 | |||
| ЕР 0444420 А1, 04.09.1999. | |||

