(54) РЕЗЦОВАЯ ДЕРЖАВКА С МЕХАНИЗМОМ ОТВОДА
РЕЗЦА
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая державка | 1973 |
|
SU607667A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для обработки внутренних поверхностей | 1991 |
|
SU1808486A1 |
| Резцовая головка | 1990 |
|
SU1774906A3 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1983 |
|
SU1127693A1 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| УСТРОЙСТВО ДЛЯ ТАНГЕНЦИАЛЬНОЙ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1993 |
|
RU2093312C1 |
1
Изобретение относится к металлообработке и может быть использовано на многошпиндельных и других токарных станках.
Известна резцовая державка с механизмом отвода резца, содержащая корпус, установленный на нем с возможностью поворота подпружиненный резцедержатель и подпружиненный опорный элемент, установленный на корпусе с возможностью перемещения и взаимодействия с поворотным резцедержателем и размещенным на неподвижной части станка упором 1.
Недостатком известной резцовой державки является то, что в подведенном положении и в процессе резания инструмент (резец) удерживается только силой резания, а так как последняя может быть непостоянной из-за неравномерного припуска, а также из-за прерывистой обрабатываемой поверхности (например обработка торца муфты сцепления, шлицевого валика или втулки и т.п.) то резец вибрирует, что отрицательно сказывается на качестве обрабатываемой поверхности.
Целью изобретения является повышение качества обрабатываемых поверхностей.
Указанная цель достигается тем, что поворотный держатель снабжен двумя винтовыми упорами, установленными по разные стороны от оси его поворота, при этом один упор предназначен для взаимодействия с корпусом, а другой - со скосом, выполненным на подпружиненном опорном элементе.
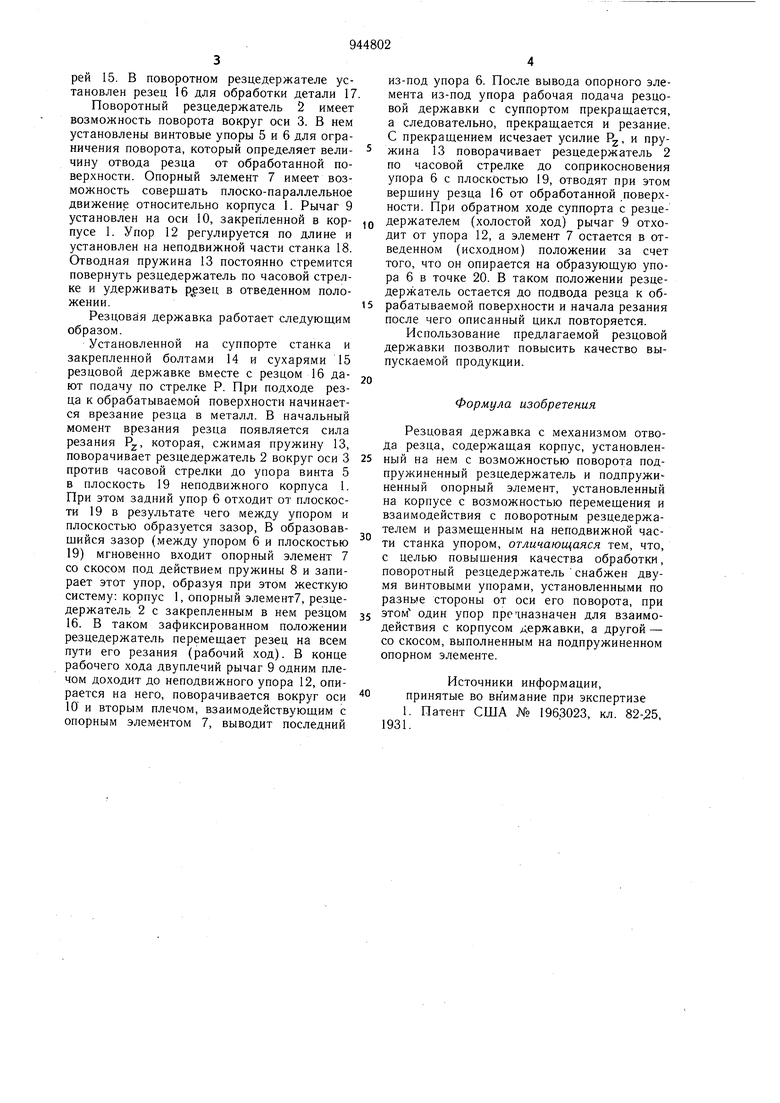
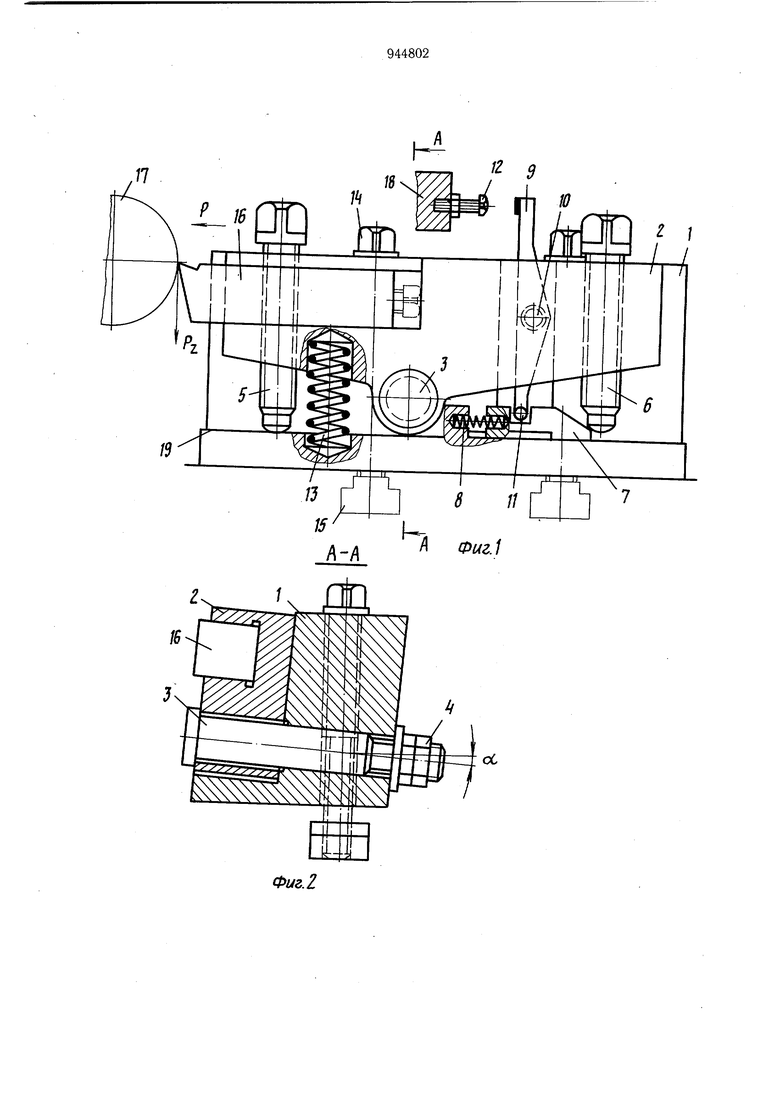
На фиг. 1 показана державка в положении обработки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - державка
10 в момент отвода резца от обрабатываемой поверхности, общий вид; на фиг. 4 - державка при отводе суппорта с державкой в исходное положение, общий вид.
Резцовая державка с механизмом отвода
15- резца от обрабатываемой поверхности состоит из неподвижного (относительно суппорта) корпуса 1, поворотного резцедержателя 2 и оси 3 поворота, закрепленной при помощи гаек 4, винтовых упоров: переднего 5 и
2Q заднего 6, опорного элемента 7, пружины 8 для подвода опорного элемента, двуплечего рычага 9, оси 10 поворота, поводка 11, упора 12, установленного на неподвижной части станка, пружины 13 для отвода резца и крепежных элементов - болтов 14 и сухарей 15. В поворотном резцедержателе установлен резец 16 для обработки детали 17 Поворотный резцедержатель 2 имеет возможность поворота вокруг оси 3. В нем установлены винтовые упоры 5 и 6 для ограничения поворота, который определяет величину отвода резца от обработанной поверхности. Опорный элемент 7 имеет возможность совершать плоско-параллельное движение относительно корпуса 1. Рычаг 9 установлен на оси 10, закрепленной в корпусе 1. Упор 12 регулируется по длине и установлен на неподвижной части станка 18. Отводная пружина 13 постоянно стремится повернуть резцедержатель по часовой стрелке и удерживать р,зец в отведенном положении. Резцовая державка работает следующим образом. Установленной на суппорте станка и закрепленной болтами 14 и сухарями 15 резцовой державке вместе с резцом 16 дают подачу по стрелке Р. При подходе резца к обрабатываемой поверхности начинается врезание резца в металл. В начальный момент врезания резца появляется сила резания Р, которая, сжимая пружину 13, поворачивает резцедержатель 2 вокруг оси 3 против часовой стрелки до упора винта 5 в плоскость 19 неподвижного корпуса 1. При этом задний упор 6 отходит от плоскости 19 в результате чего между упором и плоскостью образуется зазор, В образовавшийся зазор (между упором 6 и плоскостью 19) мгновенно входит опорный элемент 7 со скосом под действием пружины 8 и запирает этот упор, образуя при этом жесткую систему: корпус 1, опорный элемент7, резцедержатель 2 с закрепленным в нем резцом 16. В таком зафиксированном положении резцедержатель перемещает резец на всем пути его резания (рабочий ход). В конце рабочего хода двуплечий рычаг 9 одним плечом доходит до неподвижного упора 12, опирается на него, поворачивается вокруг оси 10 и вторым плечом, взаимодействующим с опорным элементом 7, выводит последний из-под упора 6. После вывода опорного элемента из-под упора рабочая подача резцовой державки с суппортом прекращается, а следовательно, прекращается и резание. С прекращением исчезает усилие Р, и пружина 13 поворачивает резцедержатель 2 по часовой стрелке до соприкосновения упора 6 с плоскостью 19, отводят при этом вершину резца 16 от обработанной поверхности. При обратном ходе суппорта с резцедержателем (холостой ход) рычаг 9 отходит от упора 12, а элемент 7 остается в отведенном (исходном) положении за счет того, что он опирается на образующую упора 6 в точке 20. В таком положении резцедержатель остается до подвода резца к обрабатываемой поверхности и начала резания после чего описанный цикл повторяется. Использование предлагаемой резцовой державки позволит повысить качество выпускаемой продукции. Формула изобретения Резцовая державка с механизмом отвода резца, содержащая корпус, установленный на нем с возможностью поворота подпружиненный резцедержатель и подпружи ненный опорный элемент, установленный на корпусе с возможностью перемещения и взаимодействия с поворотным резцедержателем и размещенным на неподвижной части станка упором, отличающаяся тем, что, с целью повыщения качества обработки, поворотный резцедержатель снабжен двумя винтовыми упорами, установленными по разные стороны от оси его поворота, при этом один упор претназначен для взаимодействия с корпусом державки, а другой - со скосом, выполненным на подпружиненном опорном элементе. Источники информации, принятые во внимание при экспертизе 1. Патент США № 1963023, кл. 82-25, 1931.
f e
Фиг.1
