2. Устройство по п.1, о т л и чающееся тем, что балка выполнена в виде шарнирно связанного с корпусом двуплечего рычага, на
одном конце которого размещен ролик, взаимодействующий с упором, а на другом конце - вилка, взаимодействующая с копиром.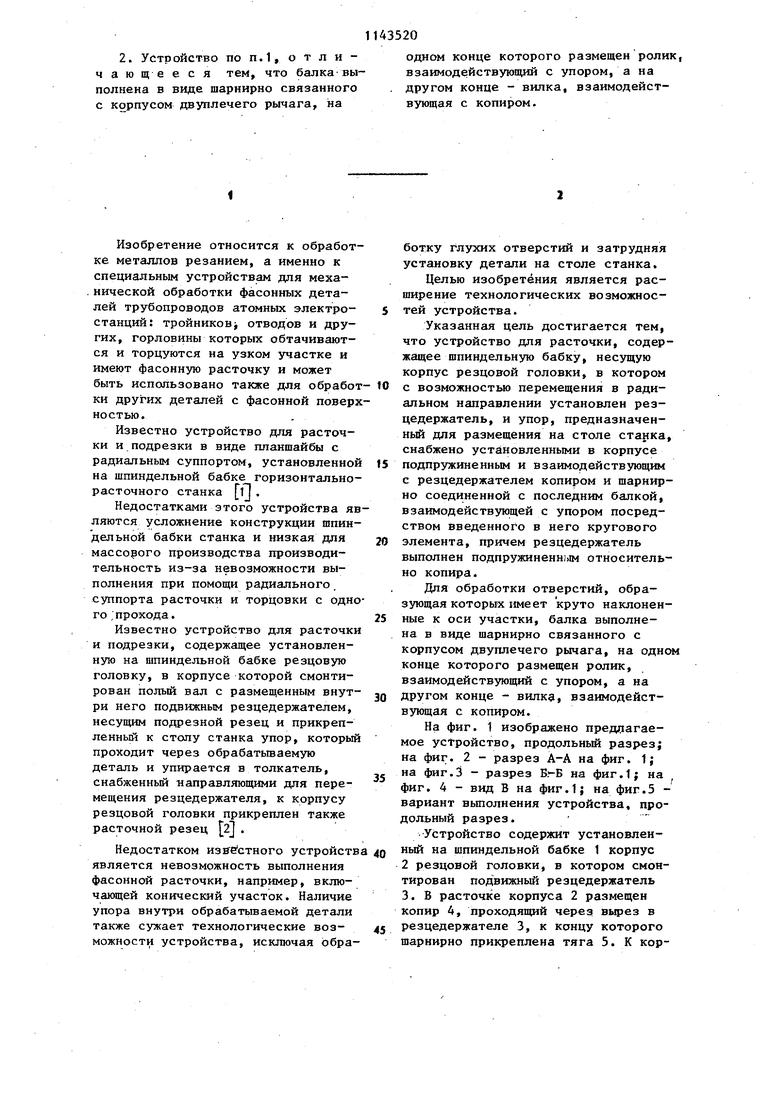

| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| УСТРОЙСТВО для ПРЕРЫВИСТОЙ РАСТОЧКИ ФАСОННЫХ ОТВЕРСТИЙ | 1970 |
|
SU280174A1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| Резцовая головка | 1982 |
|
SU1047606A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Отделочно-расточной станок | 1983 |
|
SU1142233A1 |
| Устройство для копирной расточки фасонных отверстий | 1977 |
|
SU738780A1 |
| Устройство для растачивания конических и фасонных отверстий | 1980 |
|
SU965622A1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| Устройство для копирной расточки фасонных отверстий | 1981 |
|
SU965621A2 |
1. УСТРОЙСТВО ДЛЯ РАСТОЧКИ, содержащее шпиндельную бабку, несущую корпус резцовой головки, в котором с возможностью перемещения в радиальном направлении установлен резцедержатель, и упор,предназначенный для размещения на столе станка, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено установленными в корпусе подпружиненным и взаимодействующим с резцедержателем копиром и шарнирно соединенной с последним балкой, взаимодействующей с упором посредством введенного в него кругового элемента, причем резцедержатель выполнен подпружиСП ненным относительно копира. :/%,. Л
Изобретение относится к обработке металлов резанием, а именно к специальным устройствам для механической обработки фасонных деталей трубопроводов атомных электростанций: тройниковj отводов и других, горловины которых обтачиваются и торцуются на узком участке и имеют фасонную расточку и может быть использовано также для обработ ки других деталей с фасонной поверхностью.
Известно устройство для расточки и подрезки в виде планшайбы с радиальным суппортом, установленной на шпиндельной бабке горизонтальнорасточного станка ij .
Недостатками этого устройства являются усложнение конструкции шпиндельной бабки станка и низкая для массового производства производительность из-за невозможности выполнения при помощи радиального. суппорта расточки и торцовки с одного , прохода.
Известно устройство для расточки и подрезки, содержащее установленную на шпиндельной бабке резцовую головку, в корпусе которой смонтирован полый вал с размещенным внутри него подвижным резцедержателем, несущим подрезной резец и прикрепленный к столу станка упор, который проходит через обрабатьгоаемую деталь и упирается в толкатель, снабженный направляющими для перемещения резцедержателя, к корпусу резцовой головки прикреплен также расточной резец 2 .
Недостатком извбстного устройств является невозможность выполнения фасонной расточки, например, включающей конический участок. Наличие упора внутри обрабатьгоаемой детали также сужает технологические возможности устройства, исключая обработку глухих отверстий и затрудняя установку детали на столе станка.
Целью изобретения является расширение технологических возможностей устройства.
Указанная цель достигается тем, что устройство дпя расточки, содержащее шпиндельную бабку, несущую корпус резцовой головки, в котором с возможностью перемещения в радиальном направлении установлен резцедержатель, и упор, предназначенньй для размещения на столе станка, снабжено установленными в корпусе подпружиненным и взаимодействующим с резцедержателем копиром и шарнирно соединенной с последним балкой, взаимодействующей с упором посредством введенного в него кругового элемента, причем резцедержатель выполнен подпружиненным относительно копира.
Для обработки отверстий, образующая которых имеет круто наклоненные к оси участки, балка выполнена в виде шарнирно связанного с корпусом двуплечего рычага, на одно конце которого размещен ролик, взаимодействующий с упором, а на другом конце - вилк, взаимодействующая с копиром.
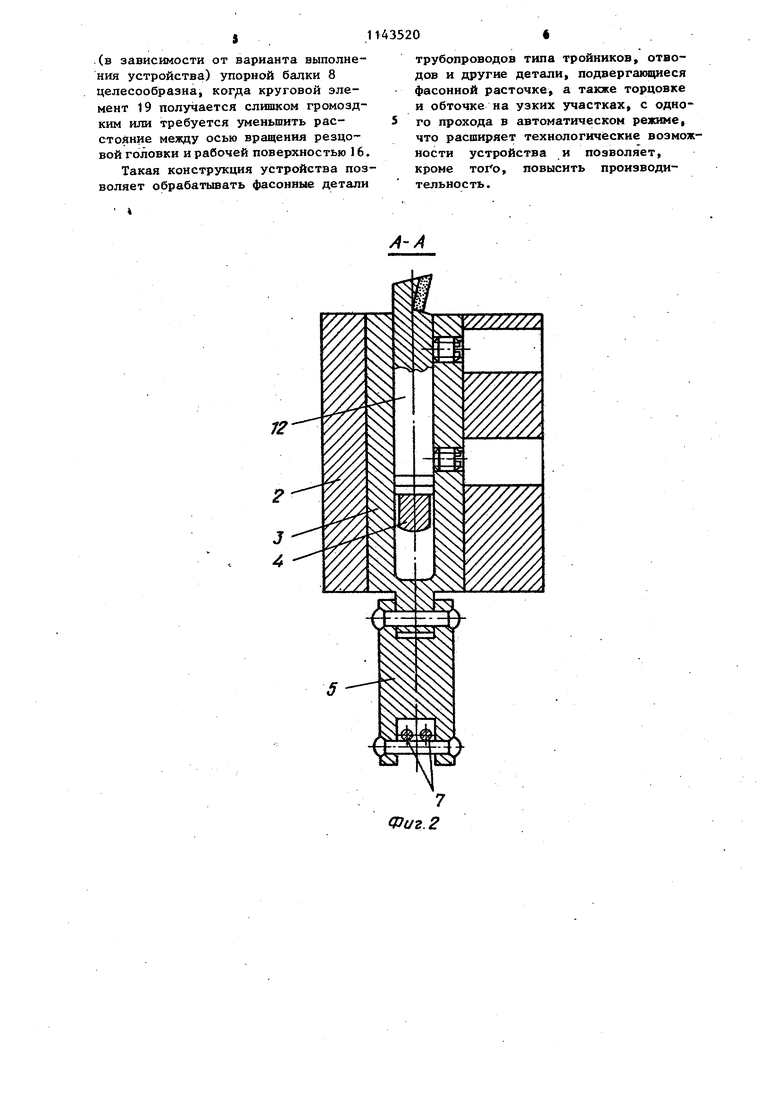
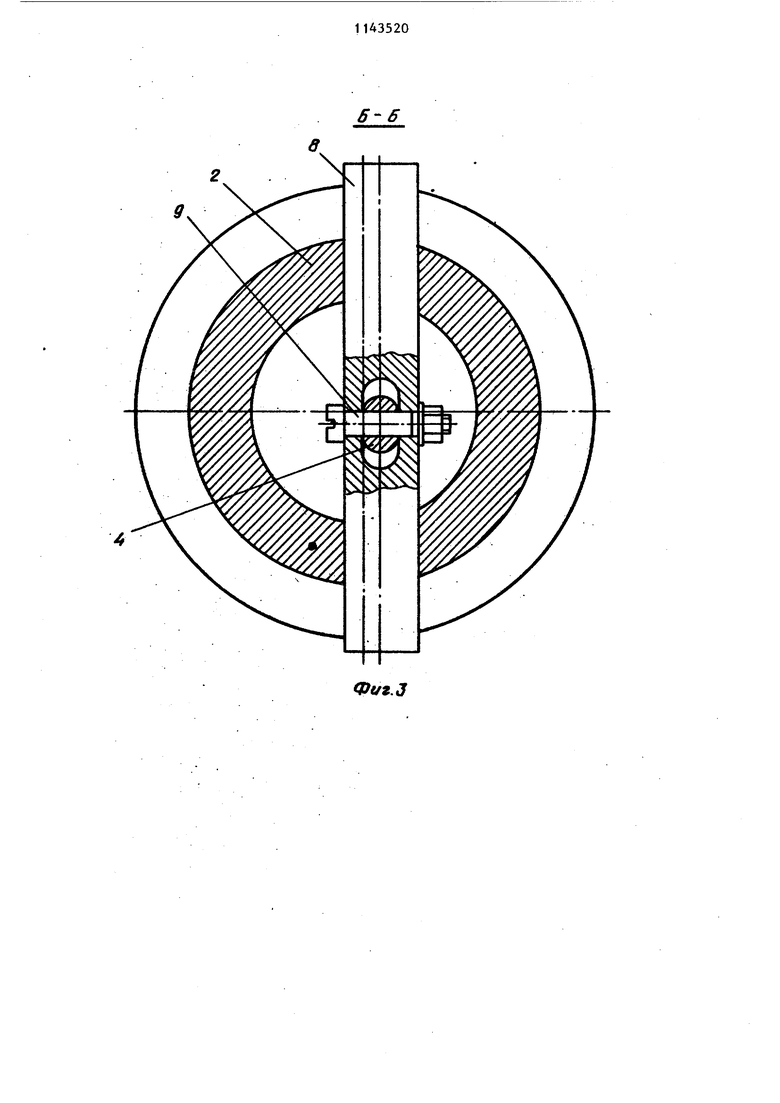
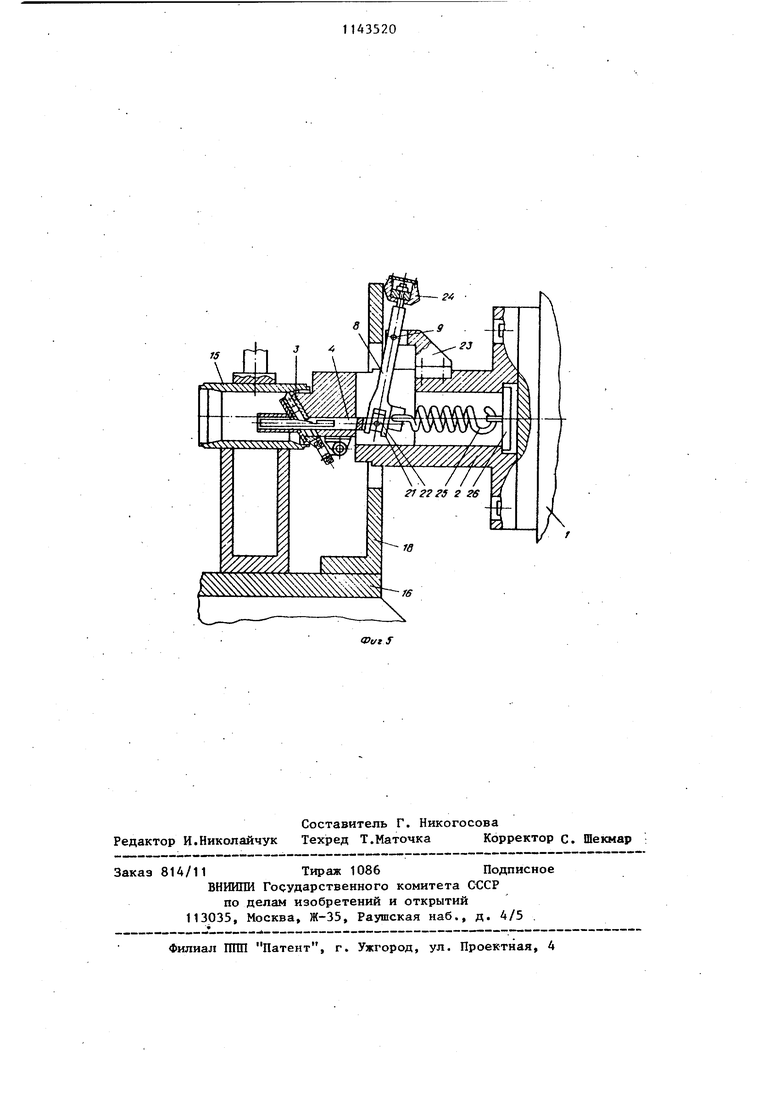
На фиг. 1 изображено прещ1агаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - разрез Вг-Б на фиг.1; на фиг. 4 - вид В на фиг.1; на фиг.5 вариант вьтолнения устройства, продольный разрез.
Устройство содержит установленный на шпиндельной бабке 1 корпус 2 резцовой головки, в котором смонтирован подвижный резцедержатель 3. В расточке корпуса 2 размещен копир 4, проходящий через вьфез в резцедержателе 3, к концу которого шарнирно прикреплена тяга 5. К корпусу 2 прикреплен кронштейн 6, несущий пружину 7 кручения, которая посредством тяги 5 поджимает резцедержатель 3 его опорной поверхность к рабочей поверхности копира 4. Упорная балка 8 шарниром 9 соеди нена с копиром 4, который находится под воздействием пружины 10 сжатия через чашку 11 и упорную балку 8, размещенную в пазу корпуса 2 резцовой грловки. В резцедержателе 3 закреплен расточной резец 12, а в корпусе 2 - резец 13 для торцовки и резец 14 для обточки, обрабатьюае мой детали 15, закрепляемой на столе 16 в приспособлении 17. На стрле 16 установлен упор 18, содержащий круговой элемент 19, выполненный, например, в виде упорного подшипника из антифрикционного материала и закрепленный крьш1кой 20 Во втором варианте выполнения устройства упорная балка 8 представ ляет собой рычаг, на одном конце которого выполнена вилка 21, внутри которой размещен вкладыш 22, шарнир но прикрепленный к копиру 4. Шарнир 9 балки 8 соединяет ее с кронштейном 23, прикрепленным к корпусу 2, другой конец упорной балки снабжен роликом 24, установленным с возможностью вращения на конце ее. Установленный на столе 16 упор 18 имеет неподвижную рабочую поверхность.Копир 4 подпружинен при помощи пружины 25 растяжения,прикрепленной одним концом к балке 8, а другим - к вкла дьш1у 26, размещенному в расточке корпуса 2. Устройство работает следующим об
разом.
Обрабатываемую деталь 15 устанавливают и закрепляют в приспособлении 17.
Резцовую головку движением шпиндельной бабки 1 вперед подводят к торцу детали 15, после чего включают вращение шпинделя и рабочую подачу шпиндельной бабки 1 и начинают обработку.
- В начале обработки, до тех пор пока упорная балка 8 не упрется в упор 18, она поджата пружиной 10 к плоскости сх паза корпуса 2, благодаря чему копир 4, находясь в крайнем вьщвинутом влево положении, подается вперед вместе с корпусом 2. Резцедержатель 3, поджатый пружиной
вкладыш 22, поворачиваясь, скользит внутри вилки 21, а резцедержатель 3 скользит своей опорной поверхностью по рабочей поверхности копира 4, перемещаясь в пазе корпуса 2 и растачивая коническую часть отверстия в детали 15. Упорная балка 8 работает как рычаг, что разрешает изменить длину
перемещения копира (при той же дпине расточки) и, соответственно, угол наклона рабочей поверхности копира к оси его путем подбора длин плеч упорной балки 8. Это расширяет технологические возможности устройства, позволяя растачивать отверстия, образующая которых имеет круто наклоненные к оси участки. Установка
ролика 24 на одном или обоих концах 204 7 к рабочей поверхности копира 4, остается неподвижным относительно корпуса 2, резец 12 растачивает цилиндрическую часть отверстия в детали 15. После того, как упорная балка 8 подойдет к круговому элементу 19 упора 18, при дальнейшей подаче шпиндельной бабки 1 вперед корпус 2 резцовой головки вместе со всеми резцами сдвигается вперед, перемещаясь соответственно относительно копира 4. При этом резцедержатель 3 скользит своей опорной поверхностью по рабочей поверхности копира 4, перемещаясь в пазе корпуса . 2 и растачивая коническую часть отверстия в детали 15. В конце рабочей подачи резец 13 производит торцовку, а резец 14 обтачивает деталь поверху. При помощи предлагаемого устройства можна растачивать отверстия различной конфигурации, придавая соответствующую конфигурацию рабочей поверхности копира 4 (образующая растачиваемого отверстия повторяет проекцию рабочей поверхности копира на плоскость чертежа). Устройство по второму варианту работает аналогично первому вариан- ту. После взаимодействия упорной балки 8 посредством ролика 24 с поверхностью упора 18 при дальнейшей подаче шпиндельной бабки 1 упорная балка 8, поворачиваясь вокруг шарнира 9, сдвигает копир 4 относительно корпуса 2 влево, при этом
. (в зависимости от варианта выполнения устройства) упорной балки 8 целесообразна, круговой элемент 19 получается слишком громоздким или требуется уменьшить расстояние между осью вращения резцовой головки и рабочей поверхностью 16. Такая конструкция устройства позволяет обрабатывать фасонные детали
трубопроводов типа тройников, отводов и другие детали, подвергающиеся фасонной расточке, а также торцовке и обточке на узких участках, с одного прохода в автоматическом режиме, что расширяет технологические возможности устройства и позволяет, кроме , повысить производительность.
15
fS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лоскутов В.В | |||
| Сверлильные и расточные станки | |||
| M.t Машиностроение, 1981, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Резцовая головка для расточки и подрезки | 1975 |
|
SU516474A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| rt | |||
| л г - - - - | |||
