Изобретение относится к области станкостроения, а именно к суппортам резьботокарных полуавтоматов с реверсивным шпинделем, предназначенным для нарезания наружных резьб последовательно с двух сторон в обоих направлениях хода.
Известен суппорт резьботокарного полуавтомата с винтовым приводом продольной подачи, содержащий механизм поперечной подачи резца с установленными на двух валах двумя торцовыми ступенчатыми копирами, двусторонний щуп, который взаимодействует в нейтральном положении с подпружиненным фиксатором, резцедержатель с двумя дополнительными державками резцов, поворотными в плоскости, перпендикулярной к продольной подаче причем резцедержатель приводится гидроцилиндром и связан со щупом рычажной системой 1.
Целью изобретения является повышение качества обработки и надежности станка в работе.
Это достигается тем, что двусторонний щуп выполнен в виде винтовых домкратов с правой и левой резьбой, взаимодействующих с одной стороны с упорными гайками в корпусе щупа и с другой стороны с двусторонней гайкой-щестерней, приводимой реечной передачей. Часть
домкратов, расположенная между резьбовыми участками, выполнена цилиндрической с установленными на ней с возможностью пере.мещения вдоль оси червячными колесами, червяки которых снабжены шестернями, установленными с возможностью перемещения вдоль осей и взаимосвязанными через паразитную шестерню с возможностью вывода из зацепления с ней.
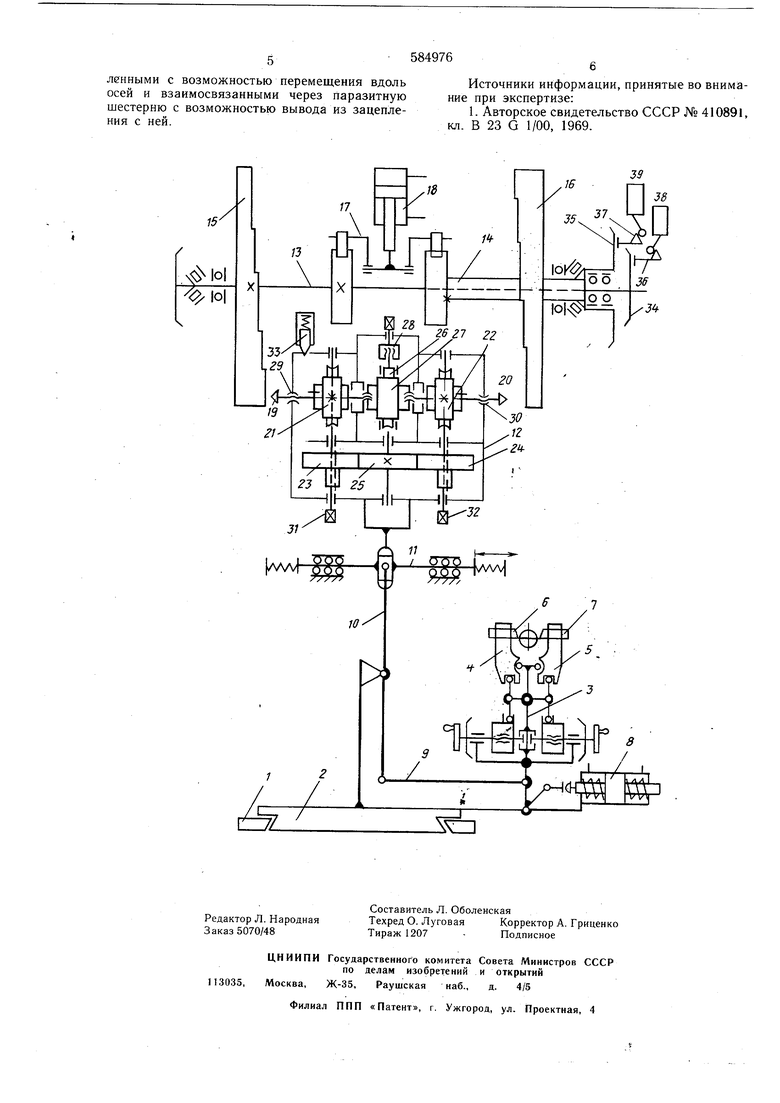
На чертеже представлена кинематическая схема предлагаемого., суппорта резьботокарного полуавтомата.
В направляющих 1 станины резьботокарного полуавтомата смонтирован корпус 2 суппорта, на котором установлен резцедержатель 3, поворотный в плоскости, перпендикулярной к продольной подаче суппорта, и снабженный 5 двумя поворотными в той же плоскости державками 4 и 5 с резцами 6 и 7.
Резцедержатель приводится гидроцилиндром 8 с двумя пружинами и соединен через тягу 9 и .рычаг 10 с механизмом подач, состоящим из ползуна 11, регулируемого щупа 12, двух валов 13 и 14 с торцовыми ступенчатыми копирами 15 и.16, двойного храпового механизма 17 и гидроцилиндра 18.
Регулируемый щуп 12 (его корпус) закреплен на ползуне 11 и содержит два винтовых домкрата 19 и 20 с правой и левой резьбой. две червячных передачи 21 и 22, зубчатую передачу, состоящую из двух шестерен 23 и 24, взаимосвязанных паразитной шестерней 25, реечную передачу 26 с двусторонней гайкойшестерней 27 с правой и левой резьбой и стопорную винтовую гайку 28. Каждый из домкратов имеет два резьбовых участка равного шага и направления, один из которых размешен в упорной гайке 29 (30), неподвижно закрепленной в корпусе щупа, а другой - в поворотной двусторонней гайкешестерне 27. Между резьбовыми участками расположен цилиндрический участок, на котором при помощи шпоночного соединения подвижно вдоль оси смонтированы червячные колеса передач 21 и 22. На червячных валах 31 и 32 указанных передач установлены при помош.и шпоночного соединения подвижно вдоль оси шестерни 23 и 24. В корпусе щупа выполнено гнездо, взаимодействующее с фиксатором 33. На валах 13 и 14 установлены барабаны управления 34 и 35, причем вал 14 выполнен полым, а вал 13 размещен внутри него. На барабанах 34 и 35 установлены упоры 36 и 37, взаимодействующие с соответствующими конечными переключателями 38 и 39. Устройство работает следующим образом. На чертеже суппорт показан в исходном положении. При этом резцы 6 и 7 не касаются обработанной детали, фиксатор 33 фиксирует щуп 12 в нейтральном положении, конечные .выключатели нажаты. При рабочем ходе суппорта с подачей давления в одну из полостей гидроцилиндра 8 поворачивается резцедержатель 3 и один из резцов, например 7, врезается в обработанную деталь, которая при этом вращается против хода часовой стрелки. Одновременно резцедержатель через тягу 9 и рычаг 10 перемещает щуп 12 до упора домкрата 20 в соответствующую ступень копира 16, которая и определяет глубину врезания резца. По завершении первого рабочего хода суппорта давление с гидроцилиндром 8 снимается и пружины возвращают резцедержатель и щуп в нейтральное положение. Одновременно вращение изделия и направление хода суппорта реверсируются. С подачей давления в другую полость гидроцилиндра 8 вступает в работу резец 6, а домкрат 19 переходит на соответствующую ступень копира 15. Затем гидроцилиндр 18 приводит храповой механизм 17, одна половина которого поворачивает копир 16 на очередную ступень, а другая подготавливается для поворота копира 15. Цикл нарезания повторяется. При первом повороте каждого из копиров освобождаются конечные переключатели 38 и 39, которые остаются свободными в течение всей обработки изделия. По завершении полного оборота каждого из копиров нажимают на конечные переключатели и обработка изделия заканчивается. Контроль исходного положения обоих копиров после обработки предыдущего изделия предотвращает поломку резцов и брак при обработке последующего изделия. При необходимости в наладке изменить глубину первоначального врезания резцов 6 и 7 изменяется вылет домкратов 19 и 20 из упорных гаек 29 и 30. Для этого стопорной гайкой 28 перемещается рейка 26 и гайка-шестерня 27. Вращением гайки-шестерни освобождаются от натяга резьбовые участки домкратов 19) 20, взаимосвязанные с ней. Затем поворотом одного из валов 31, 32 приводятся червячные передачи 21, 22. Домкраты 19, 20 поворачиваются одновременно в гайках 29, 30 и гайке-шестерне 27, изменяя свой вылет из корпуса шупа 12. При завершении процесса наладки гайку 28 поворачивают в противоположном первоначальном направлении и приводят через рейку 26 гайкушестерню 27, которая притягивает домкраты друг к другу, в результате чего выбираются зазоры в гайках 29 и 30 и надежно фиксируется положение домкратов. При необходимости может быть изменен вылет только одного домкрата. Для этого шестерня 23 и 24 выводится из зацепления с шестерней 25. При изменении вылета домкратов изменяется расстояние до ступеней копиров 15, 16, а соответственно и ход резцедержателя. В случае изменения вылетов домкратов появляется необходимость в корректировке углов резания. Для этого державки 4 и 5 выполнены поворотными в резцедержателе 3. Выполненный таким образом суппорт резьботокарного полуавтомата обеспечивает стабильную установку резца на каждом проходе, что позволяет стабилизировать процесс формообразования резьбы и качество обработанной поверхности, а выведение дополнительного барабана управления повышает надежность работы резьботокарного полуавтомата. Формула изобретения Суппорт резьботокарного полуавтомата с винтовым приводом продольной подачи, содержащий механизм поперечной подачи резца с установленными на двух валах двумя торцовыми ступенчатыми копирами, двусторонний щуп, который взаимодействует в нейтральном положении с подпружиненным фиксатором, резцедержатель с двумя дополнительными державками резцов, поворотными в плоскости, перпендикулярной к продольной подаче, причем резцедержатель приводится гидроцилиндром и связан со щупом рычажной системой, отличающийся тем, что, с целью повышения качества обработки, двусторонний щуп выполнен в виде двух винтовых домкратов с правой и левой резьбой, взаимодействующих с одной стороны с упорными гайками в корпусе щупа и с другой стороны - с двусторонней гайкой-шестерней, приводимой реечной передачей, причем часть домкратов, расположенная между резьбовыми участками, выполнена цилиндрической с установленными на ней с возможностью перемещения вдоль оси червячными колесами, червяки которых снабжены шестернями, установ5584976g
ленными с возможностью перемещения вдольИсточники информации, принятые во внимаосей и взаимосвязанными через паразитнуюние при экспертизе:
шестерню с возможностью вывода из зацепле-1. Авторское свидетельство СССР № 410891,
ния с ней.кл. В 23 G 1/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Резьботокарный полуавтомат | 1975 |
|
SU547303A1 |
| Резьботокарный полуавтомат | 1974 |
|
SU490586A1 |
| Полуавтоматический станок для механической обработки полусферических изделий из взрывчатых веществ | 1967 |
|
SU1841277A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| у::СО;ОЗНАП | 1973 |
|
SU366030A1 |
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
0 : т
