(5А) СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод марки ЭА-2594 для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса | 2022 |
|
RU2796581C1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД МАРКИ 48XH-7 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2268129C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИИ X80 | 2008 |
|
RU2387525C2 |
| Двухслойное электродное покрытие | 1982 |
|
SU1057220A1 |
| Состав электродного покрытия | 1980 |
|
SU925601A1 |
| Состав электродного покрытия | 1987 |
|
SU1516284A1 |
| Сварочный электрод | 1985 |
|
SU1355415A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИИ К60, Х70 | 2008 |
|
RU2383419C1 |
| ЭЛЕКТРОД МАРКИ ЭА-868/20 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ ПЕРЛИТНОГО И АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2268128C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2497647C1 |
Изобретение относится к сварке а именно к сварочным материалам, частности к сварочному электроду. Известно электродное покрыти е содержащее следующие компоненты, ве мрамор 38 Плавиковый шпатi Двуокись титана4,3 Ферромарганецk Ферротитан3 Ферросилиций2 Феррониобий4,5 Однако применение 1звестного э трода для сварки стали 08Х 25П5С ет неудовлетворительную коррозион стойкость сварных соединений. Наиболее близким по составу яв ется электродное покрытие С2, со тоящее из следующих компонентов, вес.: Мрамор10-35 Графит0,5-3,5 Хром15-45 Марганец7-35 Плавиковый шпатОстальное Однако применение известного электрода при сварке стали марки 08Х25Г15С не обеспечивает достаточной Пластичности и вязкости. Цель изобретения - повышение качества металла шва за счет снижения склонности к трещинообразованию. Поставленная цель достигается тем, что состав электродного покрытия, содержащий мрамор, плавиковый шпат, марганец и хром содержит алюминий при следующем соотношении компонентов, вес.%: Мрамор Плавиковый шпат Марганец Алюминий Мрамор Остальное
39«
Предложенный состав покрытия обес печивает улучшение механических свойств, что приводит к изменению фазового состава металла шва. Таким образом, рациональный состав металла шва обеспечивает получение сварных соединений не склонных к образованию горячих и холодных трещин, с хорошим сочетанием прочностных свойств, пластичностью, вязкостью и удовлетворительной коррозионной стойкостью.
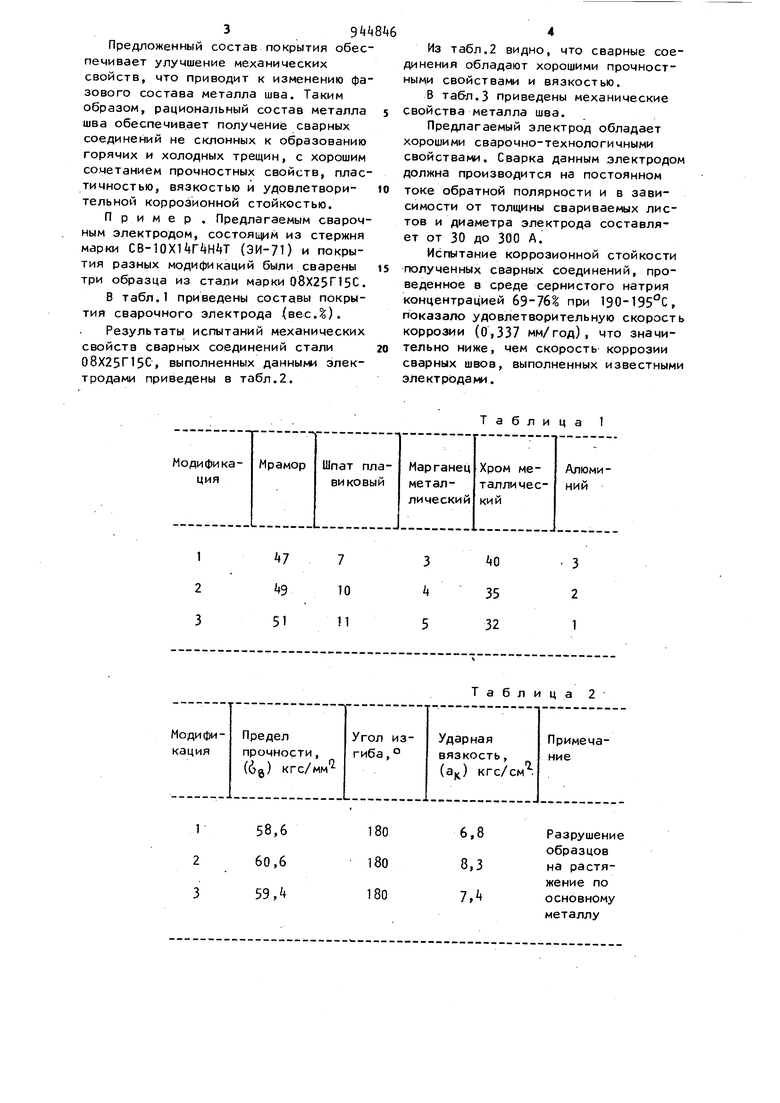
Пример, Предлагаемым сварочным электродом, состоящим из стержня марки СВ-10Х14Г4Н Т {ЭИ-71) и покрытия разных модификаций были сварены три образца из стали марки 08Х25Г15С.
В табл.1 приведены составы покрытия сварочного электрода (вес.|).
Результаты испытаний механических свойств сварных соединений стали
08Х25Г15С. выполненных данными электродами приведены в табл.2.
158,6
260,6
359,4
Из табл.2 видно, что сварные соединения обладают хорошими прочностными свойствами и вязкостью.
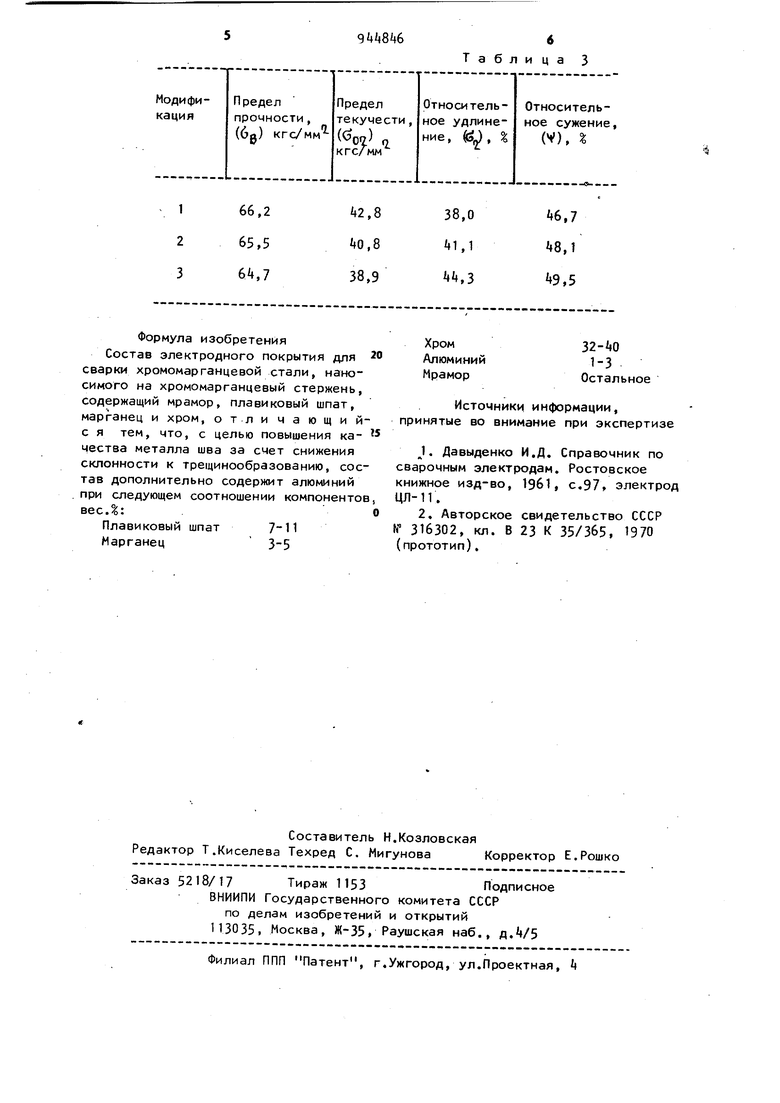
В табл.3 приведены механические свойства металла шва.
Предлагаемый электрод обладает хорошими сварочно-технологичными свойствами. Сварка данным электродом должна производится на постоянном токе обратной полярности и в зависимости от толщины свариваемых листов и диаметра электрода составляет от 30 до 300 А.
Испытание коррозионной стойкости полученных сварных соединений, проведенное в среде сернистого натрия концентрацией 69-76 при ТЭО-ТЭБ С, показало удовлетворительную скорост коррозии (0,337 мм/год), что значительно ниже, чем скорость коррозии сварных швов, выполненных известным электродами.
Таблица 1
Таблица 2
6,8
Разрушение образцов 8,3 на растяжение по
7,4 основному металлу
симого на хромомарганцевыи стержень, содержащий мрамор, плавиковый шпат, марганец и хром, отличающийс я тем, что, с целью повышения ка- чества металла шва за счет снижения склонности к трещинообразованию, состав дополнительно содержит алюминий при следующем соотношении компонентов) весД:О
Плавиковый шпат
Марганец3-5
Таблица 3
Источники информации, принятые во внимание при экспертизе
J. Давыденко И,Д. Справочник по сварочным электродам. Ростовское книжное изд-во, 1961, с.97, электрод ЦЛ-11.
