1
(21)4361004/23-27
(22)11.11.87
(46) 23.10.89.ВЮЛ. № 39
(71)Московский опытный сварочный завод
(72)Ч.К.Казиев
(53)621.791.04(088.8)
(56)Авторское свидетельство СССР Н 1073051, кл. В 23 К 35/365,
08.. 12.82.
Авторское свидетельство СССР Н 543477, кл. В 23 К 35/365,28,03.77.
Авторское свидетельство СССР 335892, кл. В 23 К 35/365, 06.10.70.
(54)СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ
(57)Изобретение относится к ручной электродуговой сварке преимущественно жаростойких высоколегированных хромо- никелевых сталей и сплавов аустенит- ного класса, в том числе эксплуатируемых в средах с углеродным потенциалом 0,8-1,1% С. Цель изобретения повышение эксплуатационных свойств сварного оборудования в условиях длительного воздействия рабочих сред с углеродным потенциалом 0,8-1,1% С при 1190-1280 К за счет сохранения высокого уровня вязкости металла шва при длительной эксплуатации, повышения его коррозионной стойкости и снижения склонности к образованию горячих трещин при сварке. В состав покрытия-, содержащего,мае.%: мрамор 40-47 плавиковый шпат 28-38 хром металлический 3-9 марганец металлический 9-15j введены алюминий-ванадиевая лигатура, обеспечивающая сохранение вязкости металла шва при дли- g тельной эксплуатации,2-7 и никель- иттриевая лигатура 0,5-4,0.Последняя /Л повышает стойкость против образования горячих трещин при сварке. Покрытие также содержит пластификаторы, мас,%; .1,5-3,01 поташ 0,5-1,0. 2 табл. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| Состав электродного покрытия | 1981 |
|
SU948591A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1991 |
|
RU2009823C1 |
| Электрод для ручной дуговой сварки | 1988 |
|
SU1549706A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2408451C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| Состав электродного покрытия | 1982 |
|
SU1074691A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2595077C2 |
Изобретение относится к ручной электродуговой сварке преимущественно жаростойких высоколегированных хромоникелевых сталей и сплавов аустенитного класса, в том числе эксплуатируемых в средах с углеродным потенциалом 0,8-1,1% С. Цель изобретения - повышение эксплуатационных свойств сварного оборудования в условиях длительного воздействия рабочих сред с углеродным потенциалом 0,8-1,1 С при 1190-1280 К за счет сохранения высокого уровня вязкости металла шва при длительной эксплуатации, повышения его коррозионной стойкости, и снижения склонности к образованию горячих трещин при сварке. В состав покрытия, содержащего, мас.%: мрамор 40-47, плавиковый шпат 28-38, хром металлический 3-9, марганец металлический 9-15, введены алюминий - ванадиевая лигатура, обеспечивающая сохранение вязкости металла шва при длительной эксплуатации, 2-7 никель-иттриевая лигатура 0,5-4,0. Последняя повышает стойкость против образования горячих трещин при сварке. Покрытие также содержит пластификаторы, мас.%: слюда 1,5-3,0 и поташ 0,5-1,0. 2 табл.
Изобретение относится к ручной электродуговой сварке, преимущественно жаростойких высоколегированных хро моникелевых сталей и сплавов аустенит ного класса, а том числе эксплуатируемых в средах с углеродным потенциа лом 0,8 - 1,1% С.
Целью изобретения является повышение эксплуатационных свойств сварного оборудования в условиях длительного воздействия рабочих сред с углеродным потенциалом 0,8-1,1%С при 1190-1280 К за счет сохранения высокого уровня вязкости металла шва при длительной
сл
Од
ю
00
эксплуатации и повышения его коррозионной стойкости, снижения склонности к образованию горячих трещин при сварке.
Введение в состав покрытия 2-7 мае.% алюминий-ванадиевой лигатуры позволяет получить устойчивую аустенитно-фёррит- ную микроструктуру наплавленного металла с равномерно распределенными дисперсными внутризё ренными карбидами, оптимальную с точки зрения сохранения вязкости металла шва при длительной эксплуатации и активных средах.Кроме того, алюминий-ванадиевая
лигатура выполняет функции раскисли- теля.
Введение 0,5- мас.% никель-иттри- евой лигатуры обеспечивает стойкость швов против высокотемпературной коррозии в углеродсодержащих средах. Одновременно введение никель-иттрие- вой лигатуры повышает стойкость металла шва против образования горячих трещин.
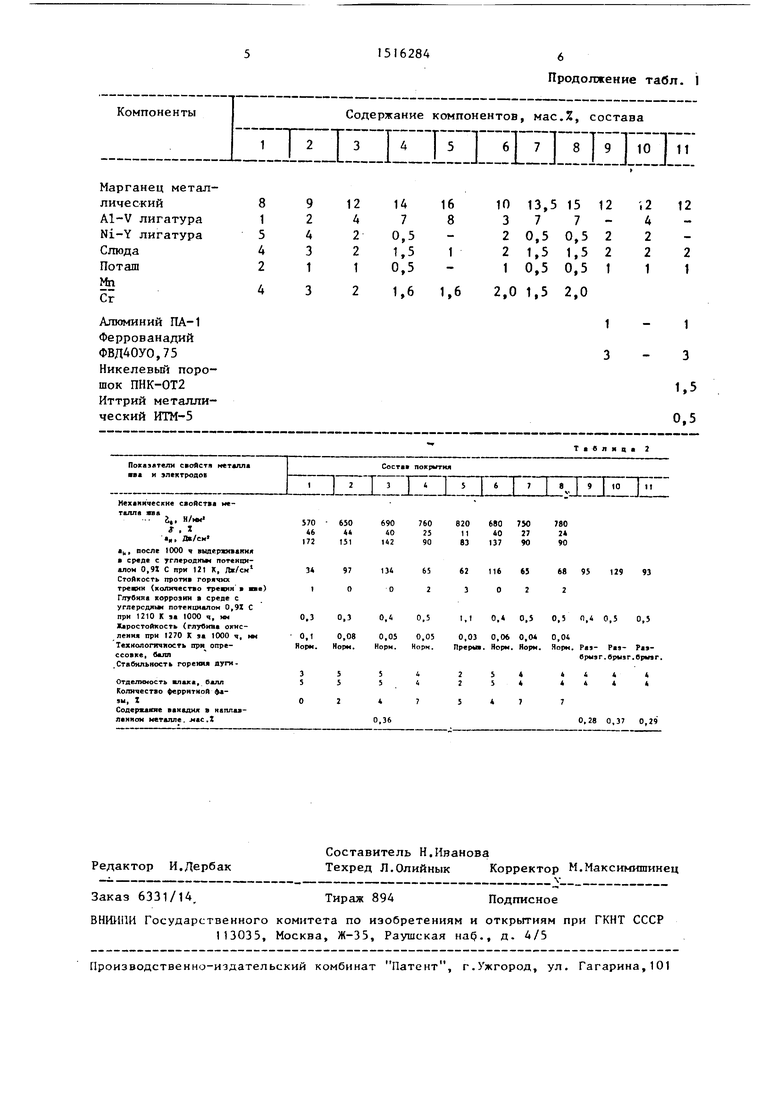
При использовании лигатур в электродных покрытиях наплавленный металл более однороден по легирующим элементам и по структуре, а кроме того, улучшается отделимость шлака, снижается разбрызгивание при сварке (табл.2Jсоставы 3,9,10 и 11).
Слюда (1,5-3 мас.%) и поташ (0,5-1 мас,%) введены в покрытие как пластификаторы, облегчающие перемешивание шихты и опрессовку электродов. Кроме того, поташ является стабилизатором дуги.
Одновременное введение 3-9 мас.% хрома и 9-15 мас.% марганца в покрытие обеспечивает необходимую жаростойкость сварного шва, оптимальное сочетание прочности и пластичности металла шва.
Соблюдение соотношения содержаний марганца и хрома Мп/Сг 3 позволяе при использовании в качестве электродного стержня проволоки поддерживать постоянный фазовый состав металла шва:аустенит + (2-7) мас.% феррита.
Содержание в покрытии газо- и шла кообразующих компонентов - мрамора - и плавикового шпата устанавливают исходя из сварочно-технологических свойств электродов.
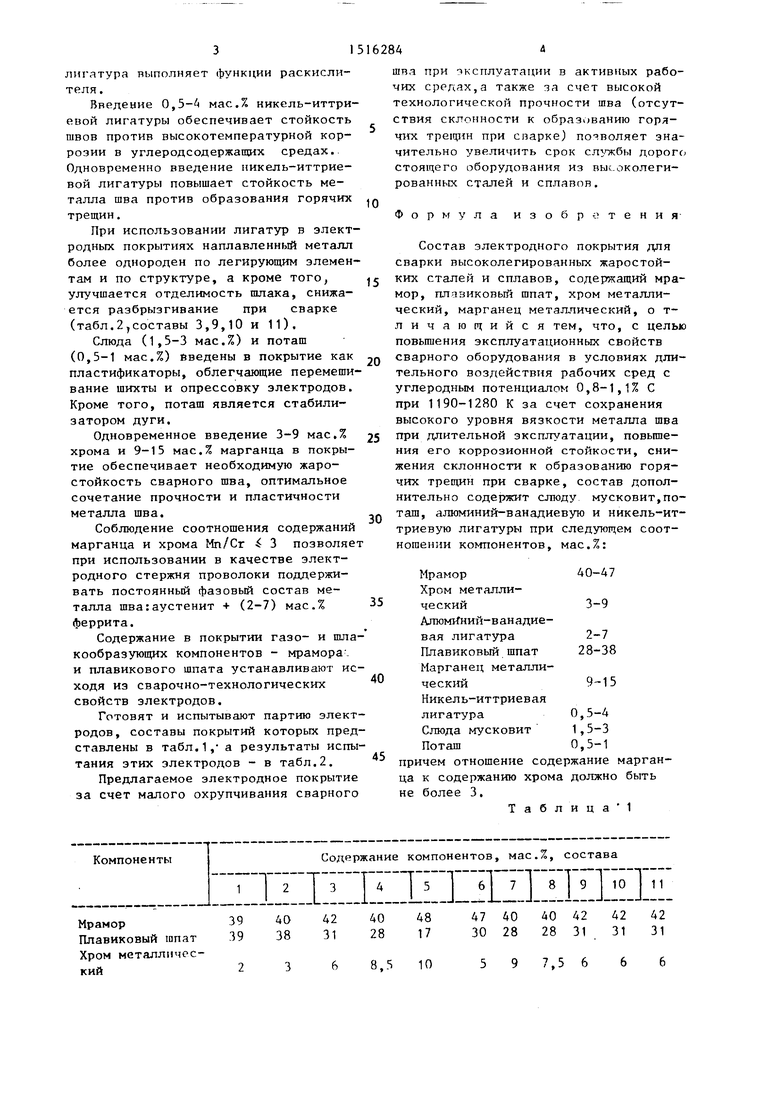
Готовят и испытывают партию электродов, составы покрытий которых представлены в табл.1, а результаты испытания этих электродов - в табл.2.
Предлагаемое электродное покрытие за счет малого охрупчивания сварного
Хром металлический
5
0
5
0
5
0
5
шва при эксплуатации в активных рабочих средах,а также за счет высокой технологической прочности шва (отсутствия склонности к образованию горл- Ч1ГХ трещин при сварке) позволяет значительно увеличить срок дорого стоящего оборудования из высоколегированных сталей и сплавов.
Формула изобретения
Состав электродного покрытия для сварки высоколегированных жаростойких сталей и сплавов, содержащий мрамор, плавиковый шпат, хром металлический, марганец металлический, о т- личаюгцийся тем, что, с целью повьш1ения эксплуатационных свойств сварного оборудования в условиях длительного воздействия рабочих сред с углеродным потенциалом 0,8-1,1% С при 1190-1280 К за счет сохранения высокого уровня вязкости металла шва при длительной эксплуатации, повьш1е- ния его коррозионной стойкости, снижения склонности к образованию горячих трещин при сварке, состав дополнительно содержит слюду мусковит,поташ, алюминий-ванадиевую и никель-ит- триевую лигатуры при следующем соотношении компонентов, мас.%:
Мрамор40-47 Хром металлический3-9Алюм ний-ванадие- вая лигатура2-7 Плавиковый шпат28-38 Марганец металлический9-15Никель-иттриевая лигатура0,5-4 Слюда мусковит1 5-3 Поташ0,5-1 причем отношение содержание марганца к содержанию хромадолжно быть не более 3.
Т а б ли ц а 1
10
7,5 6
Редактор И.Дербак
Составитель Н.Иванова
Техред Л.Олийнык Корректор М.Максимишинец
Заказ 6331/14
Тираж 894
ВНИИИИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская на,, д. 4/5
« ,,., ...«... , -..- - --« -- -. - - - - -.-..
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Продолжение табл. 1
Подписное
