Изобретение относится к области производства сварочных материалов и может быть использовано в различных областях промышленности для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса.
Одной из марок электродов, используемых для указанной цели в соответствующих отраслях промышленности, являются электрод марки ЭА-981/15 для сварки разнородных высокопрочных сталей («Электроды для дуговой сварки сталей и никелевых сплавов», И.А. Закс, изд. СПб: «WELCOME», 1996 г., стр. 342, 343.), состоящий из стержня - проволоки марки ЭИ-981 (Св-09Х16Н25М6АФ) и электродного покрытия, содержащего в масс. %:
По результатам проведенного поиска, наиболее близким к заявляемому электроду по назначению и составу компонентов покрытия является электрод марки ЭА-868/20 (Патент № RU 2268128), принимаемый за прототип, состоящий из стержня - проволоки марки ЭП-868 (Св-10Х19Н23Г2М5ФАТ) и электродного покрытия, содержащего в масс. %:
Основным недостатком этих электродов является недостаточно высокие прочностные характеристики получаемого металла шва, повышенная склонность к порообразованию и горячим трещинам в корневых проходах и межкристаллитной коррозии.
Техническим результатом изобретения является создание электрода для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса, обеспечивающего более высокие прочностные свойства металла шва, низкую склонность к образованию горячих трещин и высокую стойкость к межкристаллитной коррозии при сварке высокопрочных сталей.
Технический результат достигается тем, что электрод марки ЭА-2594 состоит из металлического стержня - проволоки марки Св-03Х25Н10М3ГАДВ и электродного покрытия, содержащего мрамор, плавиковый шпат, кварцевый песок, ферротитан, ферросилиций, марганец металлический, жидкое стекло натриевое. Согласно изобретения покрытие электрода содержит компоненты при следующем их соотношении, масс. %:
Данное соотношение компонентов в электродном покрытии и легированном стержне из проволоки марки Св-03Х25Н10М3ГАДВ позволяет получить электроды, обеспечивающие: высокую стабильность горения дуги, стойкость к горячим трещинам, как при сварке перлитных, так и аустенитно-ферритных сталей, низкую склонность к межкристаллитной коррозии и высокие прочностные свойства металла шва.
Повышение стойкости к межкристаллитной коррозии объясняется снижением содержания углерода в наплавленном металле, а также легированием металла шва азотом, хромом и молибденом.
Повышенная стойкость к образованию горячих трещин объясняется наличием ферритной фазы в наплавленном металле.
Легирование металла шва вольфрамом и азотом позволяет получить высокие прочностные характеристики металла шва с пределом текучести не менее 600 МПа и прочности не менее 800 МПа. Получаемые высокие прочностные характеристики металла шва позволяют снизить расход сварочных электродов, в сравнении с электродами марки ЭА-868/20, на 10-15%.
Высокая стабильность горения дуги достигается за счет легирования металла стержня иттрием.
Был проведен комплекс лабораторных и опытно-промышленных работ по изготовлению, испытанию и практическому опробованию электродов для сварки высокопрочных сталей перлитного и аустенитно-ферритного классов. Изготовление металлического сердечника включало выплавку слитков из стали марки 03Х25Н10МЗГАДВ, химический состав приведен в таблице 1, из которых путем ковки с последующей прокаткой и волочением получен металлический стержень ∅ 4,0 мм.
Электроды были изготовлены в опытном производстве на установке для производства покрытых электродов швейцарской фирмы «Oerlikon».
Опытные образцы электродов испытывались на высокопрочных низколегированных и аустенитно-ферритных сталях. Сварку производили на постоянном токе обратной полярности без предварительного подогрева. Режимы сварки были следующими: Iсв.=140-160А, Uд=22-26 В, положение шва нижнее. Межпроходная температура составляла не более 100°С.
Визуальный осмотр и радиографический контроль металла шва показал отсутствие недопустимых дефектов: трещин, непроваров, прожогов, крупных неметаллических включений.
Из металла сварных швов, полученного при использовании электродов предлагаемого и известного составов, изготовлены и испытаны образцы для определения химического состава и механических свойств.
Химический состав покрытий предлагаемого и известного сварочного электрода представлены в таблице 2. Данные сравнительных испытаний механических свойств представлены в таблице 3. Технико-экономическая эффективность от использования предлагаемого изобретения выразится в повышении надежности и долговечности изделий, сваренных данными электродами, за счет повышения прочности металла сварного шва и уменьшения склонности металла к образованию горячих трещин.
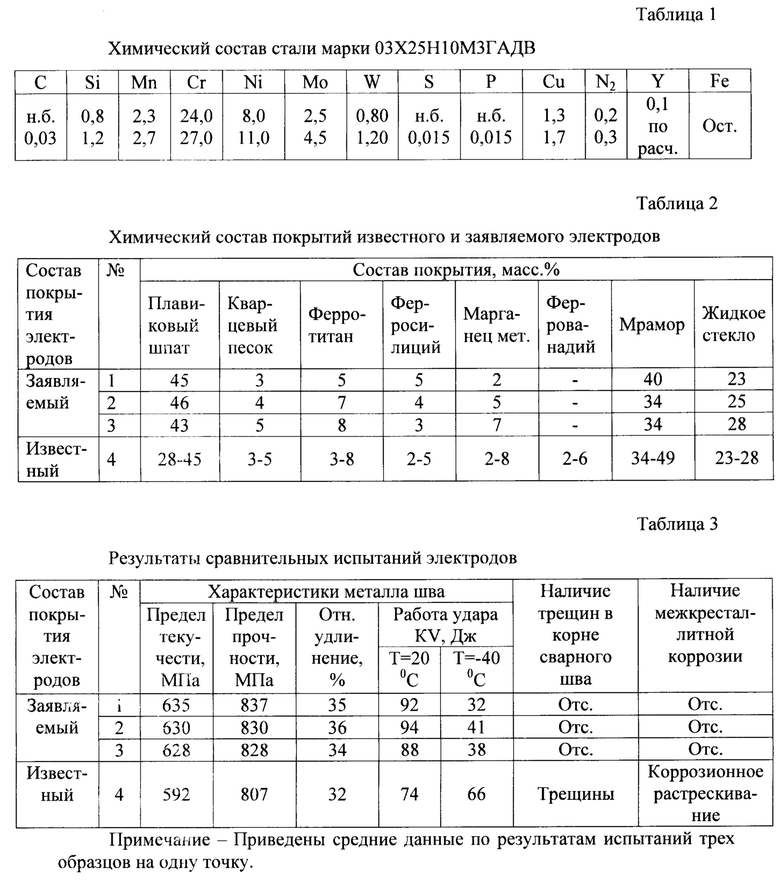
Полученные результаты сравнительных испытаний показывают, что заявляемый состав, по сравнению с известным, обеспечивает получение сварных швов с более высокими прочностными характеристиками, низкой склонностью к образованию горячих и коррозионных трещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД МАРКИ ЭА-868/20 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ ПЕРЛИТНОГО И АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2268128C1 |
| СРЕДНЕЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2007 |
|
RU2349434C2 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2005 |
|
RU2302327C2 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД МАРКИ 48XH-7 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2268129C1 |
| Агломерированный флюс 48АФ-72 | 2019 |
|
RU2727137C1 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ДУПЛЕКСНЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2428290C1 |
| Состав электродного покрытия | 1980 |
|
SU961909A1 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
Электрод предназначен для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса и может быть использован для сварки без предварительного подогрева. Электрод содержит стержень из проволоки марки Св-03Х25Н10М3ГАДВ и покрытие, включающее компоненты в следующем соотношении, мас.%: мрамор 34,0-40,0, плавиковый шпат 43,0-46,0, кварцевый песок 3,0-5,0, ферротитан 5,0-8,0, ферросилиций 3,0-5,0, марганец металлический 2,0-7,0, а также жидкое стекло натриевое 23,0-28,0 (сверх массы сухой смеси компонентов покрытия). Техническим результатом является обеспечение электродом при высокой технологичности процесса сварки высокие показатели прочности металла шва. 3 табл.
Электрод для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса, состоящий из металлического стержня и покрытия, содержащего мрамор, плавиковый шпат, кварцевый песок, ферротитан, ферросилиций, марганец металлический и жидкое стекло, отличающийся тем, что металлический стержень выполнен из стали марки 03Х25Н10М3ГАДВ, а покрытие содержит компоненты в следующем соотношении, мас.%:
| ЭЛЕКТРОД МАРКИ ЭА-868/20 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ ПЕРЛИТНОГО И АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2268128C1 |
| ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ СВАРКИ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2006 |
|
RU2319590C2 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
| Способ обработки поверхности электродов термионных приборов | 1930 |
|
SU20220A1 |
| CN 101342659 A, 16.02.2011 | |||
| CN 101913034 A, 15.12.2010. | |||

