(54) СОСТАВ ЭЛЕКТГОДНОГО ПОКРЫТИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухслойное электродное покрытие | 1982 |
|
SU1057220A1 |
| Состав электродного покрытия | 1981 |
|
SU996049A1 |
| Состав электродного покрытия | 1987 |
|
SU1516284A1 |
| Состав электродного покрытия | 1977 |
|
SU721297A1 |
| Состав электродного покрытия | 1980 |
|
SU927463A1 |
| Состав электродного покрытия | 1980 |
|
SU925602A1 |
| Состав шихты порошковой проволоки | 1981 |
|
SU975291A1 |
| Состав электродного покрытия | 1982 |
|
SU1050837A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2497647C1 |
| Состав электродного покрытия | 1978 |
|
SU766796A1 |
1
Изобретение относится к области сварки, в частности к составу электродного покрытия, применяемого преимущественно для сварки никелевых сплавов. Известны различные электродные покрытия, например состав 1, содержащий следующие компоненты, вес.%:
35-38
Мрамор 40-44
Плавиков и шпат 8-10 Ферросилиций 7-9 Ферротитан 1,5-2 Хлористый калий 1-1,5 Бентонет
Однако металл шва, полученный с помощью известного электрода, обладает недостаточной жаростойкостью.
Наиболее близким по составу к изобретению является электродное покрытие 2, содержащее следующие компоненты, вес.%: Мрамор10
Плавиковый шпат25
Марганец5
Молибден60
Известный электрод имеет хорошую технологичность и обеспечивает жаропрошость шва
при сварке никелевых сплавов, однако, наплавленный металл шва подвержен коррозионному разрушению при работе в хлорсодержащих агрессивных средах.
Сварные конструкции из никелевого сплава ХН60М6 отдельного производства целлюлозно-бумажных комбинатов (хпорэжектор, трубопроводы и т.д.) в процессе эксплуатации разрушаются вследствие общей и избирательной коррозии металла шва. Технологическое обо10рудование работает в среде влажного хлора различной концентрации.
.Целью изобретения являласьразработка электродного покрытия, обеспечивающего высокую стойкость против общей и избиратель15ной коррозии наплавленного металла в хлорсодержащих средах, в частности во влажном хлоре.
Поставленная цель достигается тем, что поЯкрытие, содержащее мрамор, плавиковый шпат марганец, молибден дополнительно содержит алюмоиттрий, поташ, никель и алюминий, при следующем соотноигеиии компонентов, вес// : 3 Мрамор 16 1« Плавиковый ишат 25-35 . Марганец 2-4 Молибден 26 30 Никель 6-8 Алюмоиттри 1 2,5 4-7 Алюминий 8-10 Введение в покрытие до 8% никеля повы шает коррозионную стойкость и улучшает механические свойства металла шва. Алюмоиттрий (1-2,5% в покрытии) спо.собствует повышеиию пластичности и прочности сварного шва за счет дегазации метал сварочной ванны, снижению содержания кис лорода и азота и связывания их в нитриды оксиды и сульфиды. Иттрий (0,03-0,07% в неЪлавленном металле) повышает коррозион ную стойкость в хлорсодержащих средах и улучшает механические свойства сварных со динений. Поташ введен в покрытие для стабилизации горения дуги за счет легкоионизирующн ся паров калия. Дополнительное впедение алюминия (8-1 в электродное покрытие не влияет на урове
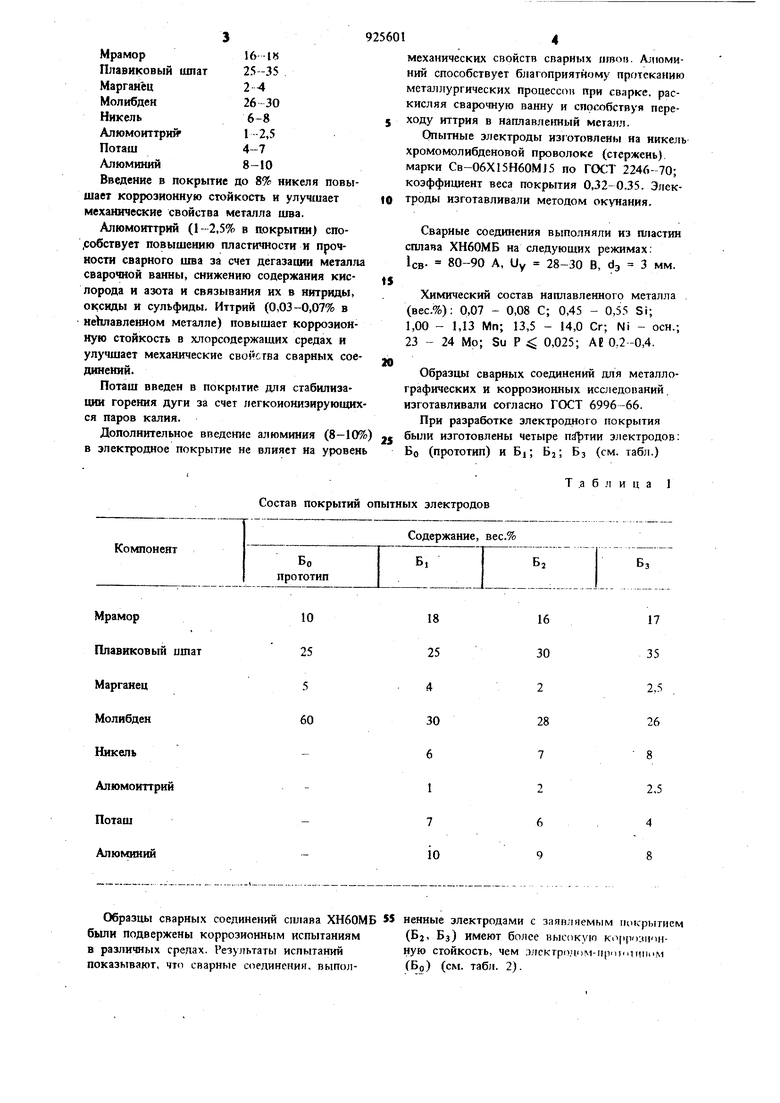
Состав покрытий опытных электродов
10
ат
25
5
60
Образцы сварных соединений сш1ава ХН60МВ 55 ненные электродами с заяпляемым покрытием были подвержены коррозионным испытаниям(Bj, БЗ) имеют более выссжую KO|)(V):iii nв различных средах. Результаты испытанийную стойкость, чем л.тсктро.иом-прпшцию.м
показывают, что сварные соединенин. выпол- о) ( . 2).
Т .а б л и ц а 1
17
16
35
30
2,5
2 28
26
8
7
2,5
2
4
6 9 механических свойств сварных швов. Адюминий способствует благоприятному протеканию металлургических процессп при сварке, раскисляя сварочную ванну и способствуя переходу иттрия в наплавленный металл. Опытные электроды изготовлены на никель хромомолибденовой проволоке (стержень) марки CB-06X15H60MJ5 по ГОС;Т 2246-70; коэффициент веса покрытия 0,32-0,35. Электроды изготавливали методом окунания. Сварные соединения выполняли из пластин сплава ХН60МБ на следующих режимах; ICB- 80-90 А, Uy 28-30 В, dj 3 мм. Химический состав наплавленного металла (вес.%): 0,07 - 0,08 С; 0,45 - 0,55 Si; 1,00 - 1,13 Мп; 13,5 - 14,0 Сг; Ni - осн.; 23 - 24 Мо; Su Р ; 0,025; АЕ 0,2-0,4. Образцы сварных соединений для металлографических и коррозионных исследопаний изготавливали согласно ГОСТ 6996-66. При разработке электродного покрытия были изготовлены четыре пфтии электродов: БО (прототип) и BI; Bj; Вз (см. табл.)
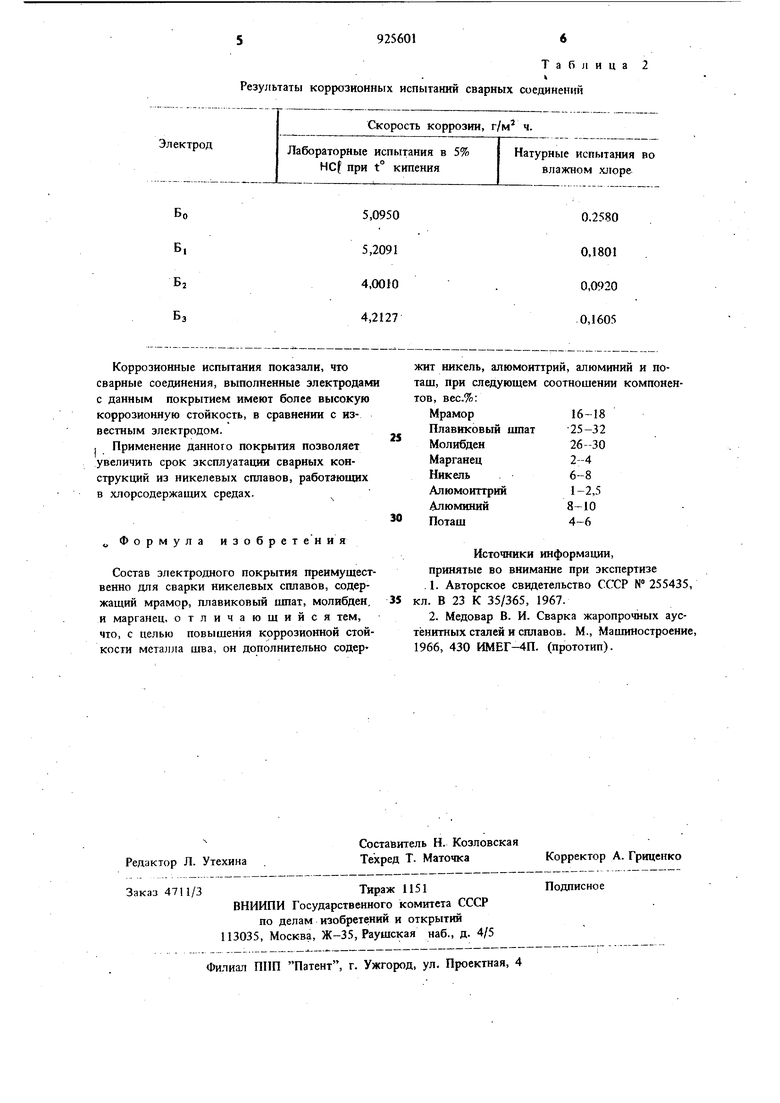
Результаты коррозионных испытаний сварных соединений Электрод Лабораторные испытания в 5% HCf при t° кипения
Коррозионные испытания показали, что сварные соединения, выполненные электродами с данным покрытием имеют более высокую коррозионную стойкость, в сравнении с известным электродом.
, Применение данного покрытия позволяет увеличить срок эксплуатации сварных конструкций из никелевых сплавов, работающих в хлорсодержащих средах.
„ Формула изобретения
Состав электродного покрытия преимущественно для сварки никелевых сплавов, содержащий мрамор, плавиковый шпат, молибден, и марганец, отличающийся тем, что, с целью повышения коррозионной стойкости металла шва, он дополнительно содеръ
Скорость коррозии, г/м ч. 5,0950 5,2091 4,0010 4,2127
жит никель, алюмоиттрий, алюминий и потащ, при следующемсоотношении компонентов, вес.%:
Мрамор16-18
Плавиковый шпат25-32
Молибден26-30
Марганец2-4
Никель6-8
Алюмоиттрий1-2,5
Алюминий8-10
Поташ4-6
Источники информации, принятые во внимание при экспертизе . 1. Авторское свидетельство СССР № 255435, кл. В 23 К 35/365, 1967.
