(54) УСТРОЙСТВО ДЛЯ ВИБРОАБРАЗИВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| МОДИФИЦИРОВАННЫЙ ПЛАНАРНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ), БАТАРЕЯ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2367065C1 |
| Устройство для виброэлектрохимической обработки деталей | 1980 |
|
SU973272A1 |
| Устройство для вибрационной обработки | 1982 |
|
SU1046073A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки | 2019 |
|
RU2710092C1 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| Сжатая с боков кассета для использования в качестве электрододержателя в электрохимическом элементе, способ ее изготовления и электрохимический элемент | 1990 |
|
SU1838848A3 |
Изобретение относится к виброабразивной электрохимической обработке и может быть использовано для отделки деталей в различных отраслях машиностроения.
Известно устройство для виброабразивной электрохимической обработки, содержашее ка,меру, футерованную диэлектрическим материалом и снабженную электродами, привод с упругой муфтой, вибратор с пружинными опорами, раму, кожух, бак с электролитом и источник питания 1.
К недостаткам указанного устройства следует отнести низкую производительность и неравномерный съем с обрабатываЬмых поверхностей деталей вследствие того, что конфигурация камеры не обеспечивает траектории движения обрабатываемых деталей в направлении к электродам.
Цель изобретения является повышение производительности обработки при одновременном улучшении равномерности съема.
Указанная цель достигается тем, что футеровка камеры выполнена в виде гофрированной обечайки, на вершинах и впадинах гофр которой соответственно установлены катоды и аноды, причем угол наклона d. сторон гофры к аноду выполнен в пределах 30 -89° 59:
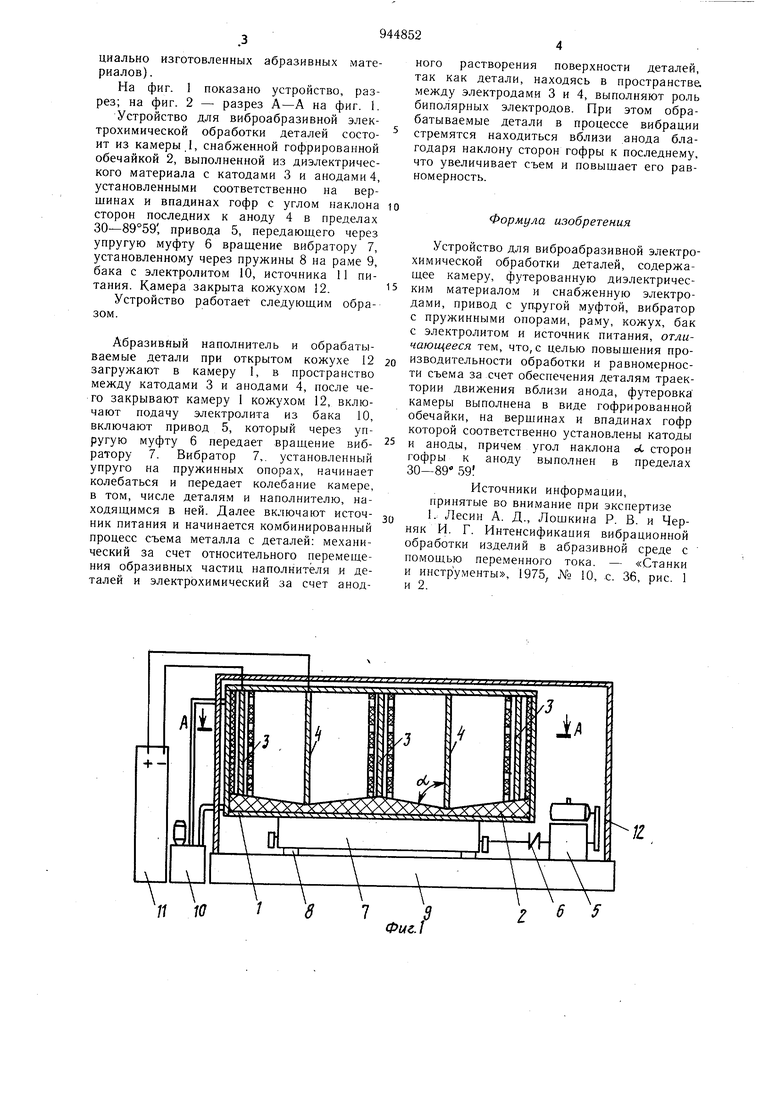
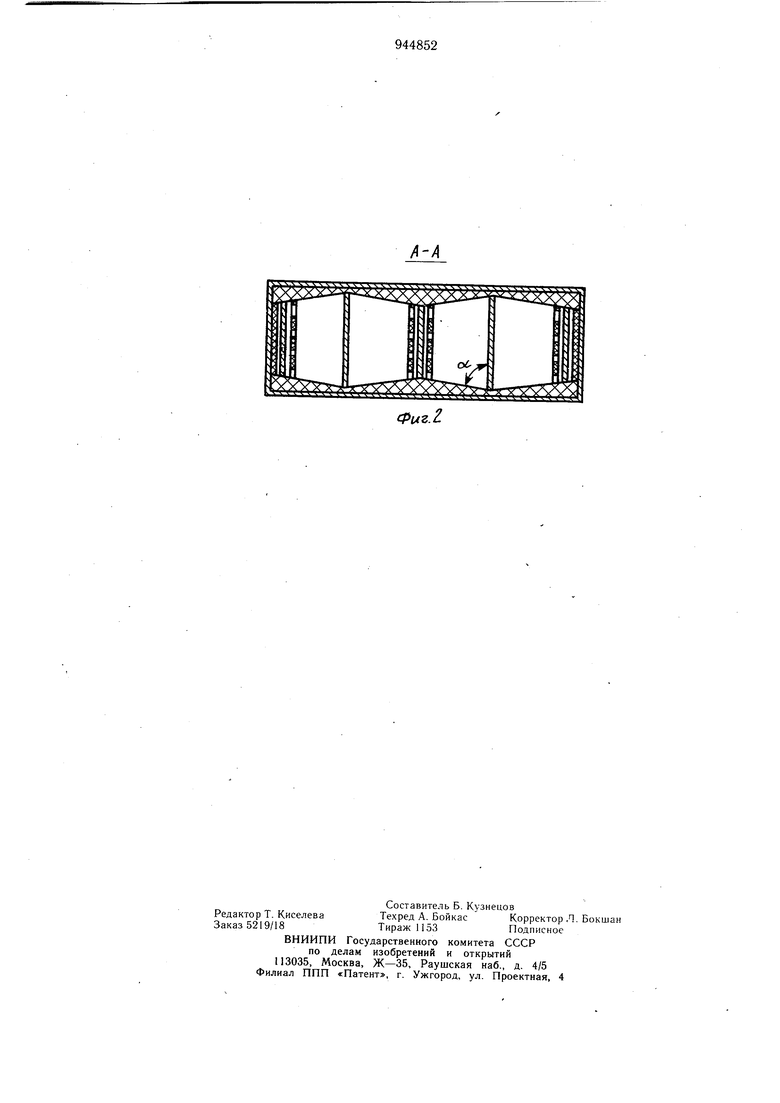
Наличие угла наклона at сторон гофры к аноду и расположение анодов во впадине гофры, а катодов на вершине гофры обеспечивают деталям такую траекторию движению, при которой они будут иметь тенденцию находиться вблизи анода, что позволяет повысить производительность процесса и улучшить равномерность обработки деталей. Величина угла at зависит от веса детали, ее размеров, грануляции. Величина угла оС зависит от веса детали, ее размеров, грануляции абразивного материала и величины камеры. Так, например, при о. 30° обрабатываются очень мелкие детали с массой до нескольких грамм и абразивным наполнителем в виде шлифзерна, при угле oi 89°59 обрабатываются различные типы деталей, простой и сложной конфигурации различного веса с использованием в виде наполнителя как шлифзерна, так и гранулированного абразивного материала (в виде боя шлифовальных кругов, природного камня, специально изготовленных абразивных материалов). На фиг. 1 показано устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1. Устройство для виброабразивной электрохимической обработки деталей состоит из камеры.I, снабженной гофрированной обечайкой 2, выполненной из диэлектрического материала с катодами 3 и анодами 4, установленными соответственно на вершинах и впадинах гофр с углом наклона сторон последних к аноду 4 в пределах 30-89°59 привода 5, передающего через упругую муфту 6 вращение вибратору 7, установленному через пружины 8 на раме 9, бака с электролитом 10, источника 11 питания. Камера закрыта кожухом 12. Устройство работает следующим образом. Абразивный наполнитель и обрабатываемые детали при открытом кожухе 12 загружают в камеру 1, в пространство между катодами 3 и анодами 4, после чего закрывают камеру 1 кожухом 12, включают подачу электролита из бака 10, включают привод 5, который через упругую муфту 6 передает вращение вибратору 7. Вибратор 7,. установленный упруго на пружинных опорах, начинает колебаться и передает колебание камере, в том, числе деталям и наполнителю, находящимся в ней. Далее включают источник питания и начинается комбинированный процесс съема металла с деталей: механический за счет относительного перемещения образивных частиц наполнителя и деталей и электрохимический за счет анодного растворения поверхности деталей, так как детали, находясь в пространстве, .между электродами 3 и 4, выполняют роль биполярных электродов. При этом обрабатываемые детали в процессе вибрации стремятся находиться вблизи анода благодаря наклону сторон гофры к последнему, что увеличивает съем и повыщает его равномерность. Формула изобретения Устройство для виброабразивной электрохимической обработки деталей, содержащее камеру, футерованную диэлектрическим материалом и снабженную электродами, привод с уп.ругой муфтой, вибратор с пружинными опорами, раму, кожух, бак с электролитом и источник питания, отличающееся тем, что, с целью повышения производительности обработки и равномерности съема за счет обеспечения деталям траектории движения вблизи анода, футеровка камеры выполнена в виде гофрированной обечайки, на вершинах и впадинах гофр которой соответственно установлены катоды и аноды, причем угол наклона оС. сторон гофры к аноду выполнен в пределах 30-89 59 Источники информации, принятые во внимание при экспертизе 1. Лесин А. Д., Лощкина Р. В. и Черняк И. Г. Интенсификация вибрационной обработки изделий в абразивной среде с помощью переменного тока. - «Станки и инструменты, 1975 № 10, .с. 36, рис. 1 и 2.
