(54) РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| МНОГОРЯДНАЯ РАСКАТКА | 1995 |
|
RU2095226C1 |
| Многороликовая раскатка для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU647101A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2317885C1 |
| ЖЕСТКАЯ МНОГОШАРИКОВАЯ РАСКАТКА | 2010 |
|
RU2456149C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |
| СПОСОБ ОБРАБОТКИ НА СТАНКАХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317887C1 |
| КОМБИНИРОВАННОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2319595C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325261C2 |
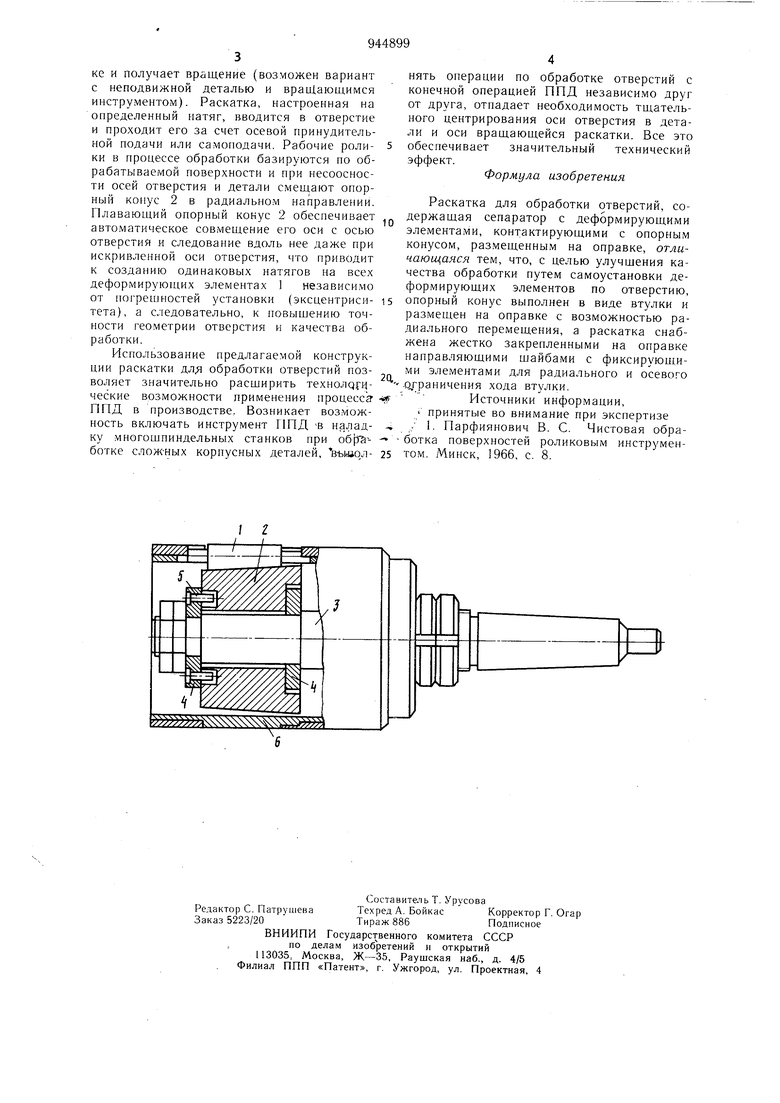
Изобретение относится к металлообработке, а именно к обработке изделий методом поверхностного пластического деформирования. Известна раскатка для обработки отверстий, содержащая оправку с опорным конусом и сепаратор с деформируюш,ими элементами 1. Недостатком данной раскатки является невозможность обработки отверстия при несовпадении оси вращения детали и рас катки, из-за наличия опорного конуса пониженной жесткости , что ведет квозникновению недопустимых колебаний натяга по окружности обрабатываемой детали. Цель изобретения - расщирение технологических возможностей раскатки. Поставленная цель достигается тем, что в раскатке для обработки отверстий, содержащей деформирующие элементы, оправку с опорным конусом и сепаратор; опорный конус установлен на оправке в направляющих шайбах, жестко закрепленных на оправке, с возможностью радиального перемещения и удерживается от вращения относительно оправки. На чертеже изображена раскатка, общий вид. Раскатка содержит деформирующие элементы 1, опирающиеся на плавающий конус 2, т. е. имеющий возможность перемещаться относительно оправки 3 в направляющих шайбах 4, жестко закрепленных на оправке. В одну из направляющих шайб вмонтированы четыре пальца 5, удерживающих опорный конус от вращения относительно оправки в процессе обработки. Зазоры между диаметрами посадочного места оправки для опорного конуса и внутренним диаметром опорного конуса, а также диаметрами пальцев и отверстий, в которые они входят, согласованы так, что это позволяет свободно перемещаться опорному конусу вместе с деформирующими элементами относительно оправки в сепараторе 6. Величина зазоров выбирается исходя из погрещностей базирования и установки, также класса точности обрабатываемого отверстия. Раскатка работает следующим образом. Деталь с уже обработанным под раскатывание отверстием укрепляется на станке и получает вращение (возможен вариант с неподвижной деталью и вращающимся инструментОдм). Раскатка, настроенная на определенный натяг, вводится в отверстие и проходит его за счет осевой принудительной подачи или самоподачи. Рабочие роли- 5 ки в процессе обработки базируются по обрабатываемой поверхности и при несоосности осей отверстия и детали смещают опорный конус 2 в радиальном направлении. Плавающий опорный конус 2 обеспечивает авто.матическое совмещение его оси с осью отверстия и следование вдоль нее даже при искривленной оси отверстия, что приводит к созданию одинаковых натягов на всех деформирующих элементах 1 независимо от ногрещностей установки (эксцентриси- is тета), а следовательно, к повышению точности геометрии отверстия и качества обработки. Использование предлагаемой конструкции раскатки для обработки отверстий позволяет значительно расширить технолдгцческие возможности применения процесса -«г ППД в производстве. Возникает воз.можность включать инструмент ППД В налад- -i ку многощпиНдельных станков при o6j5«i-ботке сложных корпусных деталей, въшо/п- 25 нять операции по обработке отверстий с конечной операцией ППД независимо друг от друга, отпадает необходимость тщательного центрирования оси отверстия в детали и оси вращающейся раскатки. Все это обеспечивает значительный технический эффект. Формула изобретения Раскатка для обработки отверстий, содержащая сепаратор с деформирующими элементами, контактирующими с опорным конусом, раз.мещенным на оправке, отличающаяся тем, что, с целью улучщения качества обработки путем самоустановки деформирующих элементов по отверстию. опорный конус выполнен в виде втулки и размещен на оправке с возможностью радиального перемещения, а раскатка снабжена жестко закрепленными на оправке направляющими щайбами с фиксирующими элементами для радиального и осевого -ограничения хода втулки, Источники информации, принятые во внимание при экспертизе / 1. Парфиянович В. С. Чистовая обработка поверхностей роликовым инструментом. Минск, 1966, с. 8.
Ш
