Известны станки для армирования нижнего конца уточного патрона металлической обоймой, состоящей из кольца и шайбы.
Описываемый станок повышает производительность труда, а также улучшает качество уточных патронов за счет того, что он имеет механизмы керновки, закатки, бункер для колец и патронов, бункер для шайб, а также механизм подачи патронов и колец от бункера к механизмам закатки и керновки.
.Механизм керновки выполнен в виде четырех подвнжносмонтированных в радиальных пазах подвижного диска кернов, совершающих возвратно-поступательное движение посредством роликов и пазового эксцентрика от кулачкового вала станка.
Л еханизм закатки выполнен в виде врагдаюпдейся и переставкой вдоль оси полого шпинделя отправк ; и закаточного ролика, управляемого посредство.м рычага от эксцентрика кулачкового вала станка.
Ме.ханизм для подачн патронов и колец от бункера к механизмам керновки и закатки выполнен в виде смонтированного под бункером и совершающего возвратно-поступательное движение посредством тяги и рычагов от эксцентрика кулачкового вала ползуна, несущего две пары захватов, последовательно расположенных по ход движения патронов.
Бункер для шайб установлен над оправкой механизма закатки и выполнен в виде подвижной и неподвижной кассет, снабженных шарнирпы.ми и подпружиненными губками, служащими отсекателями для подачи шайб по одной из кассеты на оправку.
Бункер для патронов снабжен ворошителем и отделением для колец.
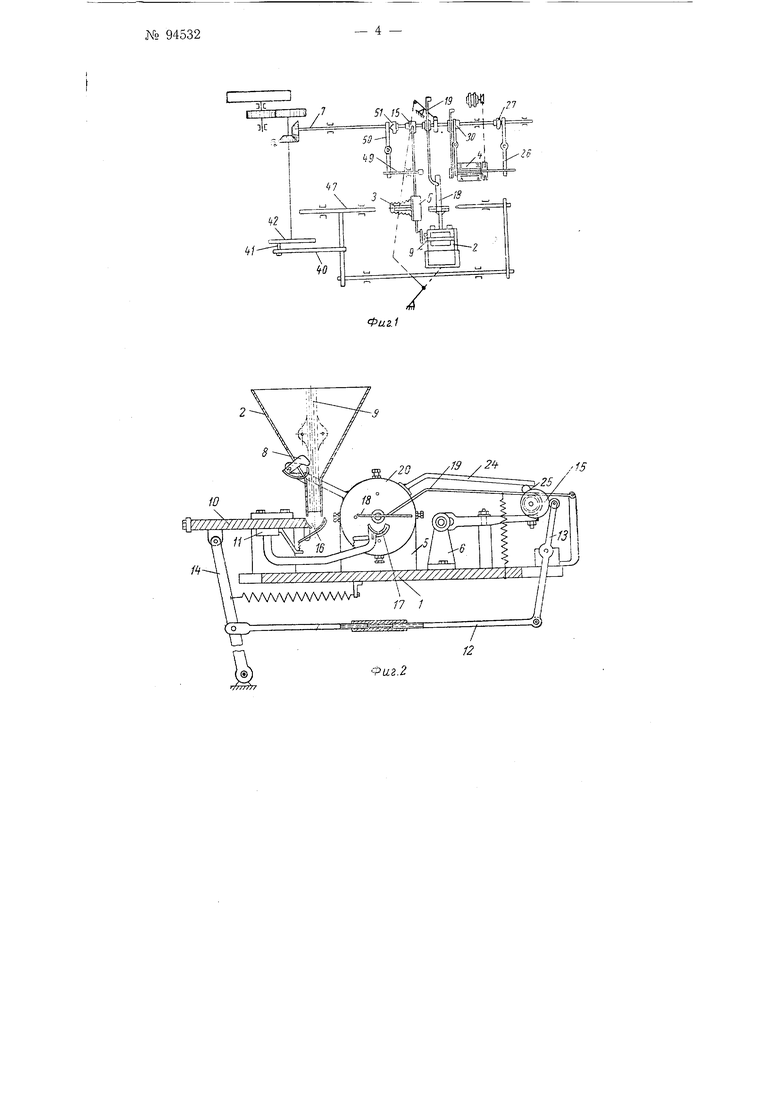
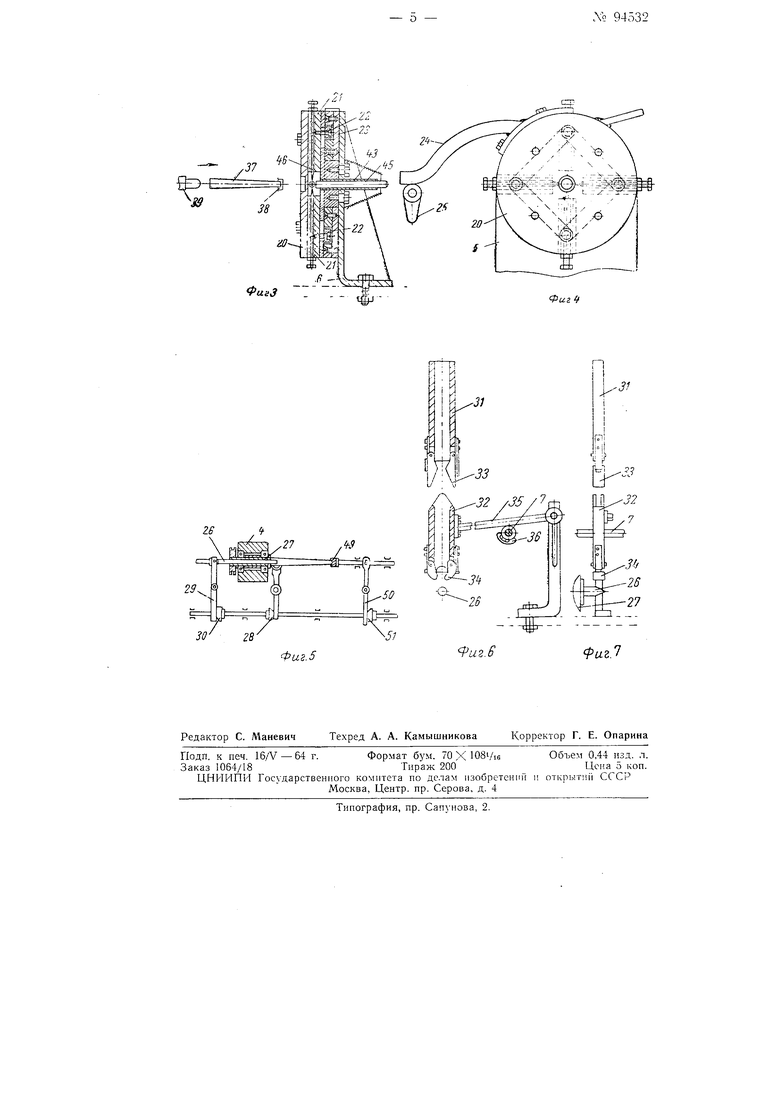
На фиг. 1 изображена кипематическая схе.ма станка; на фиг. 2 - поперечный разрез; на фиг. 3 - механизм керновки в разрезе; на фиг. 4 - вид механизма керновки с торца; на фиг. 5-вид механизма закат№ 94532
ки в плане; на фиг. 6- вид бункера для шайб в разрезе; на фиг. 7- вид бункера для шайб сбрку.
Станок состоит из основания / бункера 2 для натронов, механизма керновки 3 и механизма закатки 4, смонтированных на основании / с помош,ыо кронштейнов 5 и 6.
Параллельно ме.ханизму керновки смонтирован кулачковый вал 7, управляюш,ий работой статна. Бункер 2 снабжен ворошителем 8 и кассетой 9 для колец, смонтированной на одной из торцовых стенок бункера. Под бункером 2 смонтирован нолзун 10 механизма иодачи патронов и колец. Ползун 10 совершает возвратно-поступательное перемеш;ение в направляюп;их кронштейнах // посредством тяги 12 и рычагов 13 и / от эксцентрика 15 кулачкового вала станка и несет две пары захватов
16и 17, передающих патроны и кольца последовательно от бункера к механизму керновки и от механизма керновки к механизму закатки. Захват /6 перемещает патроны и кольца от бункера к механизму керновки, а захват 17 от механизма керновки к механизму закатки. Во время передачи патроны прижимаются к захватам планкой 18, укрепленной на рычаге 19, управляемом эксцентриком 15, кулачкового вала.
Механизм керновки выполнен в виде смонтированного на кронщтейне 5 неподвижного диска 20, песун;его четыре ползуна 21, совершающих радиальное возвратно-поступательное перемещение в пазах носредством роликов 22 от пазового эксцентрика 23, смонтированного па неподвижном диске и приводимого в возвратно-вращательное движение посредством рычага 24 от эксцентрика 25 кулачкового вала станка.
Механизм закатки выполнен в виде вращающейся оправки 26, переставной вдоль оси полого гнпинделя 27, смонтированного на кронштейне б и приводимом во вращение от привода станка, и имеет закаточный ролик 28, установленный на рычаге 29, управляемом от эксцентрика 30 кулачкового вала станка.
Оправка смонтирована в щпцпделе подвижно и перемещается в нем вдоль.
Для но.аачи щайб к механизму закатки станок снабжен бункером, установленным над оправкой механизма закатки, и выполцен в виде неподвижной 31 и подвижной 32 кассет. Кассеты снабжены щарнирными и подпружиненными губка.ми 33 и 34, передающими шайбы от неподвижной кассеты к оправке 26 посредством рычага 35 и эксцентрика 36 кулачкового вала станка.
Работа станка заключается в следующем.
Патрон 37 из бункера 2 и кольцо 38 из кассеты 9 захватом 16 подаются к механизму керновки за каждый ход ползупа 10. После установки патрона и кольца на ось механизма керновки толкатель 39, совершаюгций возвратно-поступательное движение от шатупно-кривошипного механизма 40, 41 и 42, подает их в гнездо 43 механизма керновкн. Одновременно с ycTanoBKoii патрона в механизм керновки на нижний конец патрона надевается кольцо 38, располагаемое в выточке ненодвилспого диска 20. Входя в гнездо патрон выталкивает из него подпружиненный выталкиватель 45.
Установленные в механизм керновки кольцо и патрон подвергаются кернению путем сдвигания ползунов 21 к центру посредством поворота пазового эксцентрика 23 от эксцентрика 25 кулачкового вала станка. Кернение осуществляется кернами 46, установленными в ползунах. Глубина кернения регулируется нерестамовкой керна в ползуне посредством резьбового соединения. После кернения патрон выталкивается на захват
17посредством выталкивателя 45 и штока 47, приводимого в возвратнопоступательное твижепие от шятуино-кривошиппого механизма 40. 4} и 42.
От .механизма керновки захват 17 передает патрон в механизм закатки. В механизме закатки патрон уетапавливается на оправку.
Раньше чем будет установлен патрон на оправку, па оеь оправки подается шайба из кассеты 32, после чего оправка выдвигается из полого шпинделя и патрон подвижны.м центром 49 поджимается к горну шпинделя посредством рычага 50 от эксцептрика 51.
После установки Hiaiuibi и патрона на онравк} вступ; ет г работу ролик (на чертеже не показан), которьп производит закатку и зак;)епление Н1айбы на кольце. Автоматизация работы 1еханнзма закатки осуществляется от эксцентрика 30 кулачкового вала станка.
После закатки шайбы патроп снимается с оправки также авто.матически и операп.ия посадки обоймы на патрон считается законченной. Цикл работы стайка повторяется.
П р е .1 м е т изо б р е т е и и я
1.Стаиок для армирования нижнего конца уточного патрона металлической обоймой, состоящей из кольца и , отличающийся тем, что оп выполнен в виде механиз.ма керновки, механизма закатки, бункеры для патроиов и колец, бункеры для Hiaim и механизма подачи колец и патропов от бупкера к механизмам кериовки и закатки.
2.Форма выполнения станка по п. 1, о т л н ч а ю щ а я с я тем, что механизм керновки выполнен в виде четырех подвижно смонтироваппых в радиаль 1ых пазах пеподвижпого диска кернов, совершающих возвратно-поступательное движение посредством роликов и пазового эксцентрика от кулачкового вала станка.
3.Форма выполнения станка по п. I, отличающаяся тем, что механизм закатки выполнен в виде вращающейся и переставной вдоль оси полого щпинделя оправки и закаточпого ролика, управляемого посредством рычага от эксцептрика кулачкового вала станка.
4.Форма выполнения станка по п. 1, отличающаяся тем, что механизм для подачи патронов и колец от бункера к механизмам керповки и закатки выполпен в виде смонтированного под бункером и совершающего возвратпо-поступательное движение посредством тяги и рычагов от эксцентрика кулачкового вала ползуна, несущего две пары захватов, последовательно расположенных по ходу движения патронов.
5.Форма выполнения станка по п. 1, отличающаяся тем, что бункер для шайб установлен над оправкой механизма закатки и выполпеи в виде подвижной и неподвижной кассет, снабженных шарнирными и подпружиненными губками, служащими отсекателями для нодачи щайб по одной из кассеты на оправку.
6.Форма выполнения станка по п. 1, отличающаяся тем, что бункер для патронов снабжен ворошителем и отделением для колец.
ff1
0
Мг
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для армирования металлическими кольцами патронов для основной пряжи | 1955 |
|
SU103332A1 |
| Устройство для армирования металлическими кольцами основных бумажных патронов | 1957 |
|
SU113703A1 |
| Станок для печатания фабричной марки, например, на меховых шкурках | 1957 |
|
SU114174A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| Станок для армирования уточных патронов | 1957 |
|
SU108763A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ КОНСТАНТАНОВОЙ ПРОВОЛОКИ СКОБОК И ВСТАВКИ ИХ В АСБЕСТОВЫЕ КОРОБКИ ТЕРМОБЛОКОВ | 1956 |
|
SU108681A1 |
| Станок для запрессовки игл в шпаруточные кольца | 1961 |
|
SU150063A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Станок для сверления контровочных отверстий в гайках | 1979 |
|
SU870001A1 |
| Станок для армирования патронов металлическими кольцами | 1959 |
|
SU126739A1 |
Фиг.2
30
