4 4ib
4i
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении дверных петель из листового материала.
Цель изобретения - разрешение технологических возможностей путем использования заготовок толщиной около 2,5 мм„
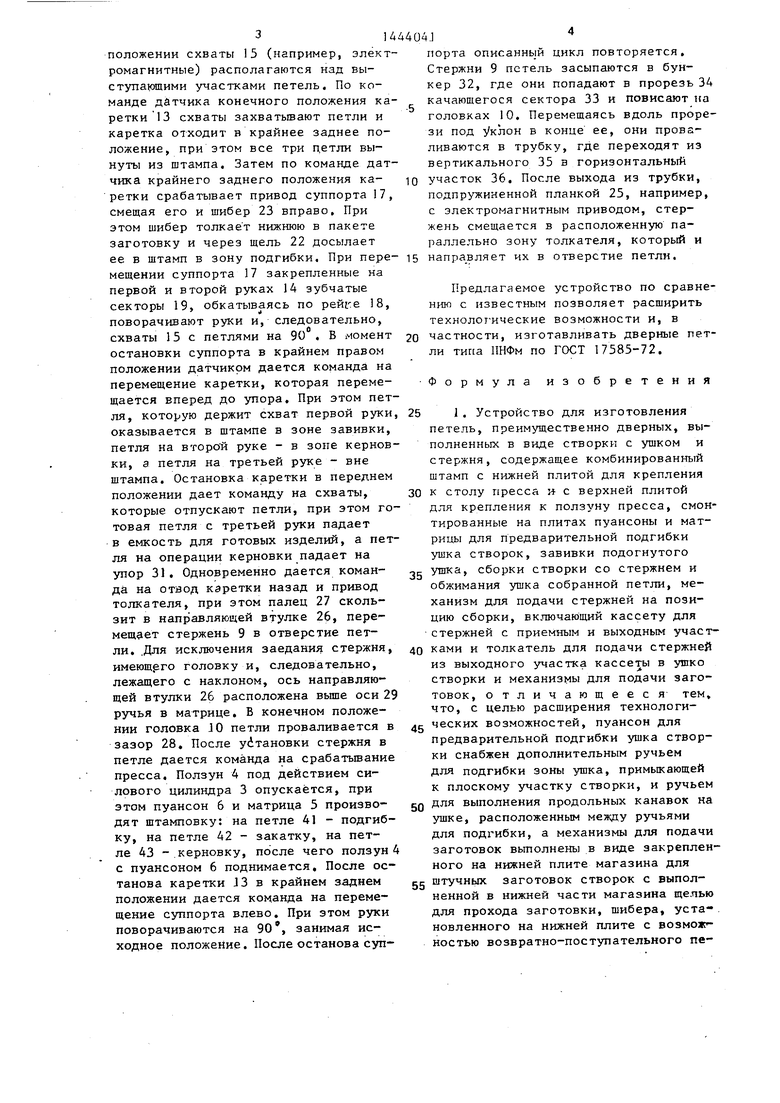
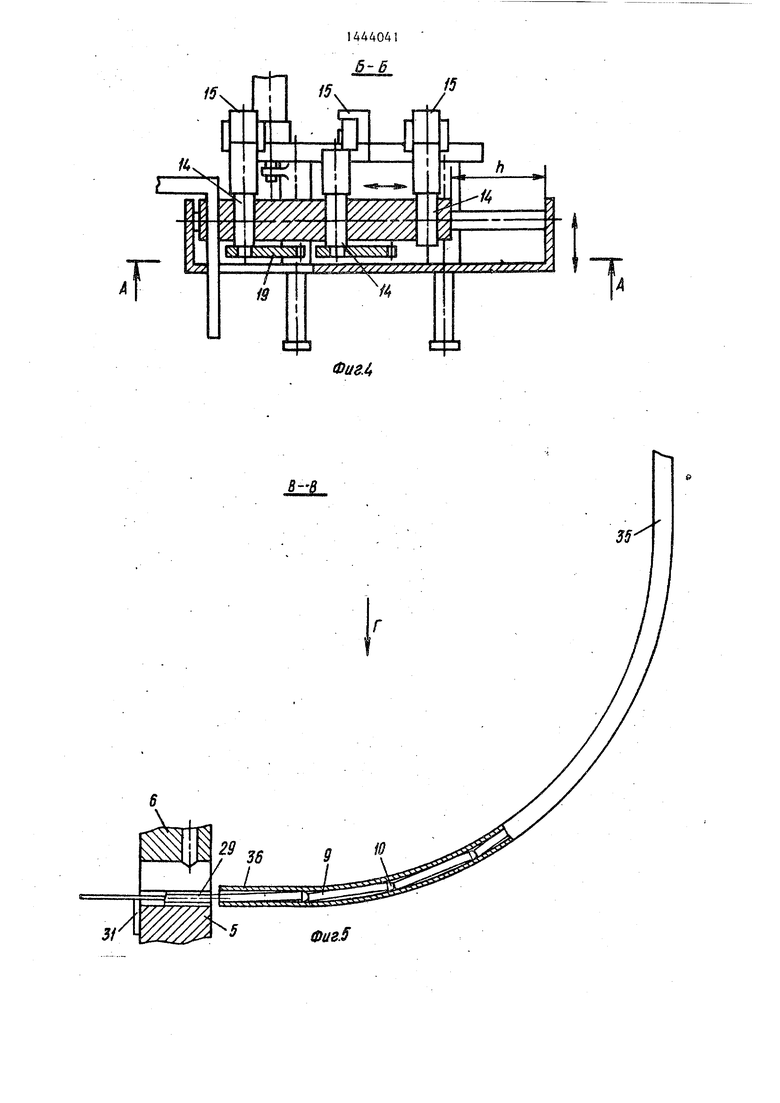
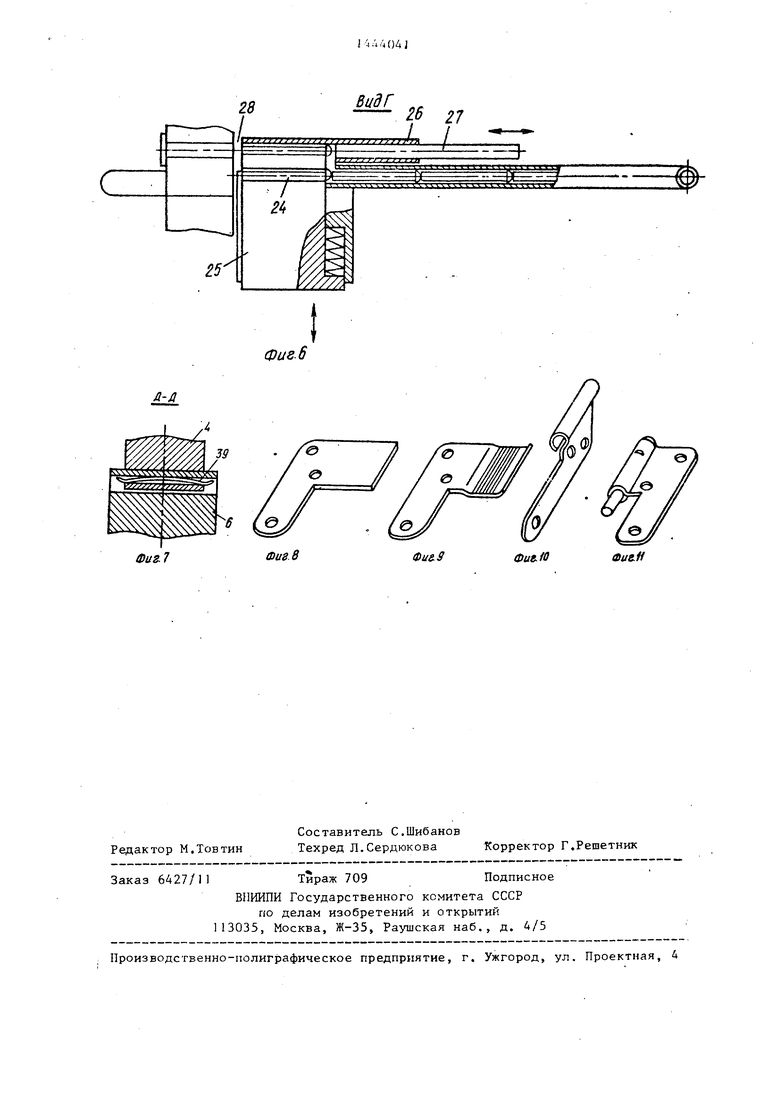
На фиг.1 показано устройство без манипулятора, вид спереди; на фиг,2 - о то же, вид сбоку; на фиг,3 - манипулятор, разрез; на фиг.4 - разрез Б-Б на фиГоЗ; на фиг.5 - разрез В-В на фиг.I; на фиг.6 - вид Г на фиг,5; на фиг„7 - разрез Д-Д на фиг . 2 ;на фиг .8-за готов- 15 ка петли; на фиг . 9 - петля после подгиб- ки| на фиг.10 - петля после закатки; на фиг.11 - петля в сборе со стержнем.
Устройство содержит станину j, нижнюю плиту 2, закрепленный на станине 20 силовой цилиндр 3, ползун 4, установлен- ньш на Нижней плите комбинированный штамп для подгибки, завивки и обжима керновкой, состоящей из матриц 5 и пуансонов 6, снабженный направляющи- 25 ми, механизмы 7 для подачи заготовок, механизм 8 для подачи стержней 9, имеющих головки JO и манипулятор 1J, состоящий из корпуса 12, каретки 13, рук J4, установленных на руках схва- ,30 тов J5, и механизма 16 ротации рук. Манипулятор снабжен суппортом 17, установленным на каретке манипулятора с возможностью Еозвратно-поступа- .тельного перемещения, в направлениИ9 35 перпендикулярном направлению перемещения каретки 13, а руки .14 размещены на суппорте с возможностью поворота вокруг оси. Механизм ротации выполнен в виде закрепленной на каретке рей- 40 ки J8 и установленного на руке Зубчатого сектора J9, находящегося в зацеплении с рейкой. Корпус манипулятора закреплен на нижней плите. Механизм для подачи створок выполнен в виде закрепленного на станине магазина 20 для размещения в нем пакета заготовок 21 петель, имеющего снизу щель 22 по толщине заготовки, и шибера 23, установленного на станине 1 с ,,. возможностью возвратно-поступательного перемещения для взаимодействия с нижней в пакете заготовкой петли и с суппортом 17. Механизм 8 для подачи стержней представляет собой горизон- тальный лоток 24 для размещения стержней петель, подпру киненную планку 25, установленную с возможностью возврат- НС-поступательного перемещения для
взаимодействия со стержнем 9 петли, и толкатель, состоящий из направляющей втулки 26 и размещенного в ней с возможн остью возвратно-поступательного перемещения пальца 27, взаимодействующего с головкой 10 стержня, при этом между направляющей втулкой 26 и торцом матрицы имеется зазор 28 для размещения головки 0 стержня, а ось пальца 27 расположена выше оси 29 ручья в матрице для размещения ушка петли на величину, равную половине разности между диаметром головки 10 и диаметром стержня 9 петли, причем схват 15 смещен относительно оси поворота руки 14 на величину а, равную 0,1-0,3 хода L суппорта 17, пуансон рабочей поверхности подгибки имеет зубчатую нарезку 30, на матрице 5 закреплен упор 3 для взаимодействия с петлей высотой, равной толщине заготовки петли. Меха - низм для подачи стержней снабжен бункером 32 для загрузки стержней петель, качающимся сектором 33 с прорезью 34 для забора стержней и кассетой в виде трубки с вертикальным 35 и горизонтальным 36 участками и плавным- переходом между ними. Направляющие штампа выполнены в виде сквозной прорези 37 в пуансоне 6 и выступа 38 в матрице 5, расположенного в прорези пуансона, Штамп снабжен листовыми рессорами 39. Пуансон 6 закреплен на верхней плите, связанной с ползуном 4, в пазах 40, перпендикулярных сквозной прорези 37, при этом листовые рессоры 39 размещены в пазах 40 с возможностью взаимодействия с nvaH- соном и верхней плитой. В штампе обрабатываются петли 41, 42 и 43 соответственно после операций подгибки, закатки и керновки в сборе со стержней.
Автомат работает следующим образом.
В магазин 20 вручную или автоматически от вырубного штампа поступают заготовки 21 петель, где размещаются Пгзкетом. В штампе между матрицей 5 и пуансоном 6 в.сегда имеются три обрабатываемые детали 41,42 и 43. После штамповки ползун 4 поднимается, освобождая отштампованные детали. Затем от датчика верхнего положения ползуна 4 дается команда на привод каретки 13, которая движется в направлении к штампу до упора. В этом
положении схваты 15 (например, электромагнитные) располагаются над выступающими участками петель. По команде датчика конечного положения каретки 13 схваты захватьшают петли и каретка отходит в крайнее заднее положение, при этом все три детли вынуты из штампа. Затем по команде датчика крайнего заднего положения каретки срабатывает привод суппорта 17, смещая его и шибер 23 вправо. При этом шибер толкае т нижнюю в пакете заготовку и через щель 22 досылает
ее в штамп в зону подгибки. При пере мещении суппорта 17 закрепленные на первой и второй руках 14 зубчатые секторы 19, обкатываясь по 18,
направляет их
порта описанный цикл повторяется. Стержни 9 петель засыпаются в бункер 32, где они попадают в прорезь 34 качающегося сектора 33 и повисают на головках 10, Перемещаясь вдоль прорези под УКЛОН в конце ее, они проваливаются в трубку, где переходят из вертикального 35 в горизонтальный участок 36, После выхода из трубки, подпружиненной планкой 25, например, с электромагнитным приводом, стержень смещается в расположенную параллельно зону толкателя, который и в отверстие петли.
направляет их
Предлагаемое устройство по сравнению с известным позволяет расширить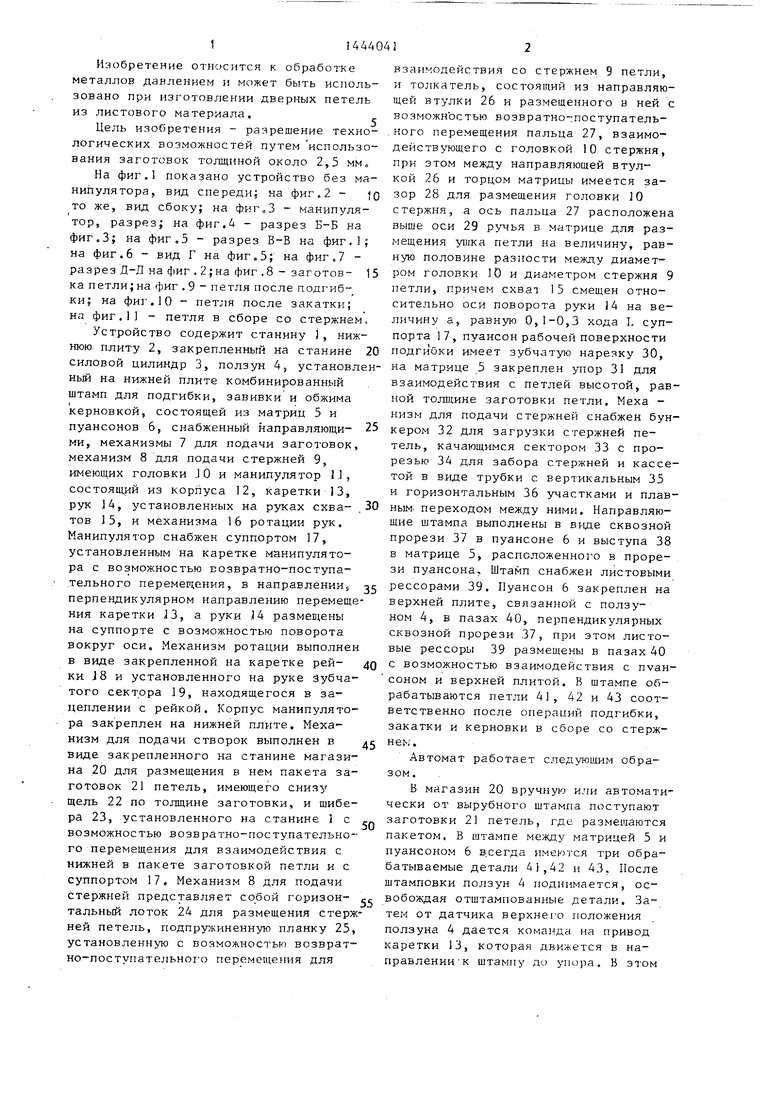
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство для сборки петель | 1990 |
|
SU1731573A1 |
| Штамп для изготовления петель | 1977 |
|
SU721197A1 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Способ изготовления петель | 1990 |
|
SU1801693A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении дверных петель из листового материала. Цель изобретения - расширение технологических возможностей. Устройство содержит комбинирсванньш штамп с пуансонами и матрицами для предварительной подгибки ушка створок, завивки подогнутого ушка, сборки створки со стержнем и обжимания ушка собранной петли, Механизмы для подачи заготовок включают магазин для штучных заготовок, шибер и трехрукий манипулятор. Схват первой руки пере- кладьшает заготовку с позиции подгибки на позицию завивки, схват второй руки - с позиции завивки на позицию сборки и обжимки, а схват третьей руки переносит деталь в емкость для готовых изделий. Механизм для подачи стержней на позицию сборки имеет бункер, из которого заборный качающийся сектор пода-сг ет их в трубчатую изогнутую кассету из выходного участка. Из последнего под действием толкателя стержни попадают в штамп для сборки. 2 з.п.ф-лы, П ил. «Л
поворачивают руки и, следовательно, схваты 15 с петлями на 90 . В момент остановки суппорта в крайнем правом положении датчиком дается команда на перемещение каретки, которая перемещается вперед до упора. При этом петля, которую держит схват первой руки оказывается в штампе в зоне завивки, петля на BTOpoli руке - в зоне кернов ки, а петля на третьей руке - вне штампа. Остановка каретки в переднем положении дает команду на схваты, которые отпускают петли, при этом готовая петля с третьей руки падает в емкость для готовых изделий, а петля на операции керновки падает на упор 31, Одновременно дается команда на отвод каретки назад и привод толкателя, при этом палец 27 скользит в направляющей втулке 26, перемещает стержень 9 в отверстие петли, .Для исключения заедания стержня, имеющего головку и, следовательно, лежащего с наклоном, ось направляющей втулки 26 расположена выше оси 29 ручья в матрице, В конечном положении головка JO петли проваливается в зазор 28, После убтановки стержня в петле дается команда на срабатьшание пресса. Ползун 4 под действием силового цилиндра 3 опускается, при этом пуансон 6 и матрица 5 производят штамповку: на петле 41 - подгибку, на петле 42 - закатку, на петле 43 -.керновку, после чего ползун 4 с пуансоном 6 поднимается. После останова каретки J3 в крайнем заднем положении дается команда на перемещение суппорта влево. При этом руки поворачиваются на 90, занимая исходное положение. После останова суптехнолот ические возможности и, в 20 частности, изготавливать дверные петли типа ППФм по ГОСТ 17585-72.
Формула изобретения
к столу пресса и с верхней плитой для крепления к ползуну пресса, смонтированные на плитах пуансоны и матрицы для предварительной подгибки ушка створок, завивки подогнутого
ушка, сборки створки со стержнем и обжимания ушка собранной петли, механизм для подачи стержней на позицию сборки, включающий кассету для стержней с приемным и выходным участками и толкатель для подачи стержней из выходного участка кассеты в ушко створки и механизмы для подачи заготовок, отличающееся тем что, с целью расширения технологических возможностей, пуансон для
Предварительной подгибки ушка створки снабжен дополнительным ручьем для подгибки зоны ушка, примыкающей к плоскому участку створки, и ручьем
для выполнения продольных канавок на ушке, расположенным между ручьями для подгибки, а механизмы для подачи заготовок вьтолнены в виде закрепленного на нижней плите магазина для
штучньгх заготовок створок с выполненной в нижней части магазина щелью для прохода заготовки, шибера, уста- . новленного на нижней плите с возмозг- ностью возвратно-поступательного пефае. i
Фив. г 2
А-А
15
/4
v
tL
X,
kZ
Ш.
vyssap R
IS
Фи84
J/
//г
15
Щ
14
t
Фиг. 6
д-д
Фиг.
Фиг 8
Фи&З
Фиг.(0
Фи&.И
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
