Предметом изобретения является способ иаилавки и сварки цветных металлов и их силавов под флюcOiM, преимущественно ,1ля тех случаев, когда необходимо избежать или существенно уменьипггь выгорание составляющих силава в ироцессе наплавки.
Известные способы наплавки, например с помощью электрической дуги, не могут быть применены для наплавки таких сплавов, как латунь, вследствие неизбежного нри этом выгорания и испарения цин ка, что вызывается чрезмерпон температурой источника нагрева.
Описываемый пиже способ позволяет устранить этот недостаток тем, что процесс наплавки ведется при отсутствии сварочной дуги, а в качестве источника нагрева основного и наплавляемого металлов применен угольный контактный электрод, нагреваемый проходящим через него электрическим током. Изменением величины тока в электроде можно регулировать температуру нагрева в широких пределах,
Наплавляемый металл в виде присадочной проволоки подается через центральное продольное отверстие угольпого электрода к месту нагрева. Электрод перемещается относительно наплавляемого изделия, имея скользящий электрический контакт с последним непосредственно пли через расплавленный флюс.
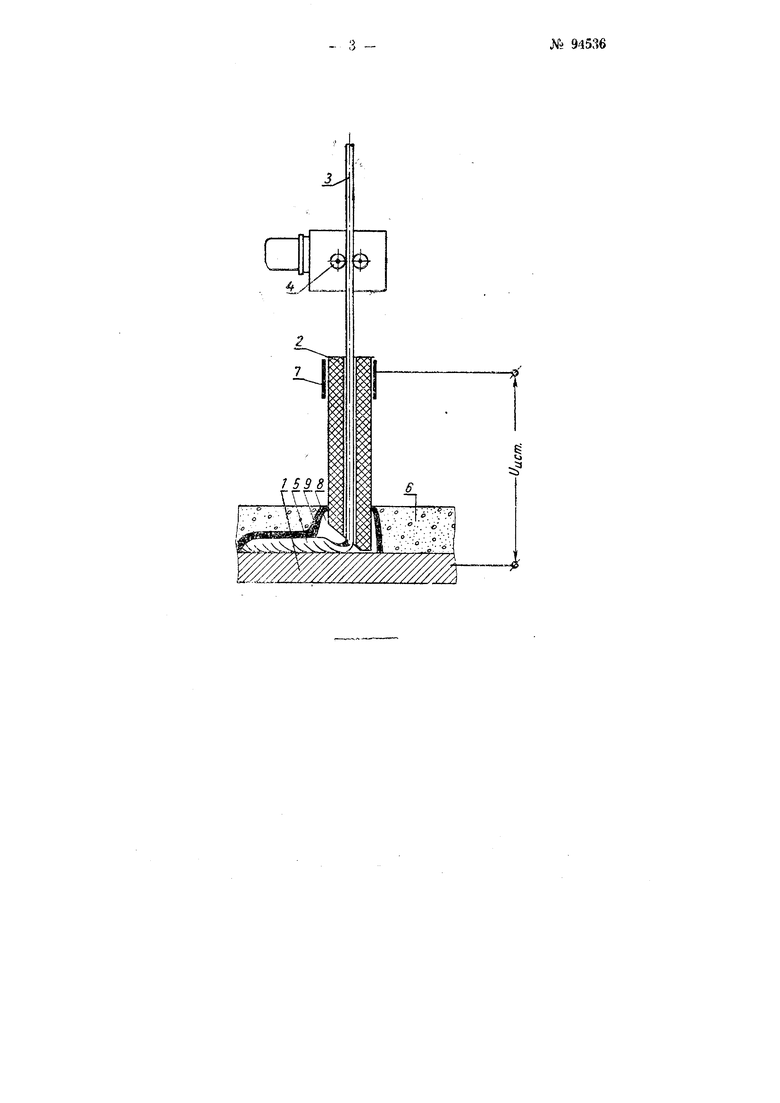
На чертеже изображена схема, поясняющая процесс наплавки описываемым способом.
Наплавляемое изделие I и угольный электрод 2 ирисоедппены к источпику электрической энергии постоянпого или неременного тока соответству1(щ;его напряжения. Присадочная проволока 3 с помощью роликов 4 подается через центральное продольное отверстие электрода к месту наплавки. Наплавляемый металл 5 покрыт слоем флюса 6 соответствуюп;его состава п грануляции. Расплавление присадочной проволоки происходит вследствие нагрева угольного электрода электрическим током, проходящим на участке между концом
электрода, контактирующим с изделием, и токоподводом 7. Нагрев и расплавление наплавляемой поверхности осуществляется за счет тепла, выделяющегося в месте контакта электрода с изделием. Жидкий шлак 8 и шлаковая корка 9 предохраняют наплавленный металл от воздействия атмосферы.
ОписаннымCrtocoCJoM может нроизйоди гься сварка цветных сплавов с незначительной :глубиной проплавлен11я- основного металла.
И р дм ёт изобретения СпЛобнаплавки и сварки цветных металлов и их сплавов по методу сопротивления при помощи угольного электрода с подачей присадочной проволоки к месту соприкосновения электрода с наплавляемым изделие.м и с проведением процесса наплавки под слоем флюса, отличающийся тем, что. с целью использования выделяющегося в электроде тепла, применяют стержневой электрод с продольным отверстием, через которое подают присадочную проволоку для предварительного подогрева последней в процессе.ее подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| СПОСОБЫ И УСТРОЙСТВО СВАРКИ, ИСПОЛЬЗУЮЩИЕ ЭЛЕКТРОДЫ С КОАКСИАЛЬНОЙ ПОДАЧЕЙ ПИТАНИЯ | 2017 |
|
RU2744885C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| Способ сварки и наплавки плавлением | 1987 |
|
SU1797543A3 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ МЕТАЛЛА С РЕГУЛИРОВАНИЕМ ТЕПЛОВЛОЖЕНИЯ | 2022 |
|
RU2804862C1 |
| Способ получения сплава переменного химического состава | 1990 |
|
SU1779503A1 |
| НАПЛАВОЧНАЯ ГОЛОВКА | 2012 |
|
RU2494843C1 |