не позволяет количественно определить напряженное состояние, Наконец , указанный образец дает возможность изучить картину деформации лишь в одной плоскости - плоскости сечения образца, поэтому невозможно определить тангенциальную составляющую скорости дефррмсщии, а также скручивание образца при поперечно-винтовой прокатке.
Известен образец для исследования напряженно-деформированного состояния металла в процессе обработки давлением, составленный из пластин с нанесенными на них координатными сетками в виде рисок 2}.
Недостатком образца является то,. что прочность его мала для деформирования винтовой прокаткой, в результате этого возможно применение только модельного материала, отличающегося высокой пластичностью, что не позволяет оценить напряженное состояние для реальных металлов.
Известен также образец для исследования деформированного состояния металла при винтовой прокатке, составленный из дисков с нанесенными На них координатными сетками. Диски сварены между собой 3.
Недостатком известного образца является то, что он не позволяет оценить продольную деформацию с достаточной точностью, так как выполнение образца из дисков приводит к погрешности при определении деформации.
Кроме того, точная установка дисков друг относительно друга приводит к значительным сложностям при изготовлении образца.
Однако такой образец отличается от первых двух тем, что позволяет определить тангенциальную составляющую скорости деформации, скручивание образца.
Наиболее близким к предлагаемому по технической сущности является образец, содержащий цилиндрическое тело с проволочной координатной сеткой.
Образец изготовлен из свинца и в его объеме расположены параллельно оси в строгом порядке медные проволочки, представляющие собой координатную сетку. После обработки давлением образец разрезается по диаметральным сечениям и по расположению медных проволочек в плоскостях реза определяется объемная картина распределения деформации 4 .
Недосхатком такого образца является следующее. Если при продольной прокатке образец дает нам полную и достаточно точную информацию о распределении деформаций, то при поперечно-винтовой прокатке такой образец не дает достаточной инфорМации для определения распределения деформаций и напряжений в очаге деформации. Это связано, с тем, что конфигурации ни одной из координатных линий координатной сетки при винтовой прокатке не совпадают с траекторией движений каждой точки металла, поэтому получаемые поля скростей деформации и деформаций, преставленные через одну Эйлерову и дв Лагранжевые координаты, оказываются зависимыми от времени.
Чтобы установить зависимость искомых полей скоростей деформации и деформаций от времени, необходимо провести значительное число сложных дополнительных экспериментов., которые предполагают использование нескбльких Идентичных образцов, прокатываемых с.торможением черезразные интервалы времени.
Кроме того, дополнительные эксперименты усложняют обработку результатов, поскольку приходится привлекать дополнительные формулы и гипотезы для исследования напряженно-деформированного состояния при винтовой прокатке.
Цель изобретения - упрощение обработки результатов при винтовой прокатке путем получения полей скоростей деформации и деформаций, не зависящих от времени.
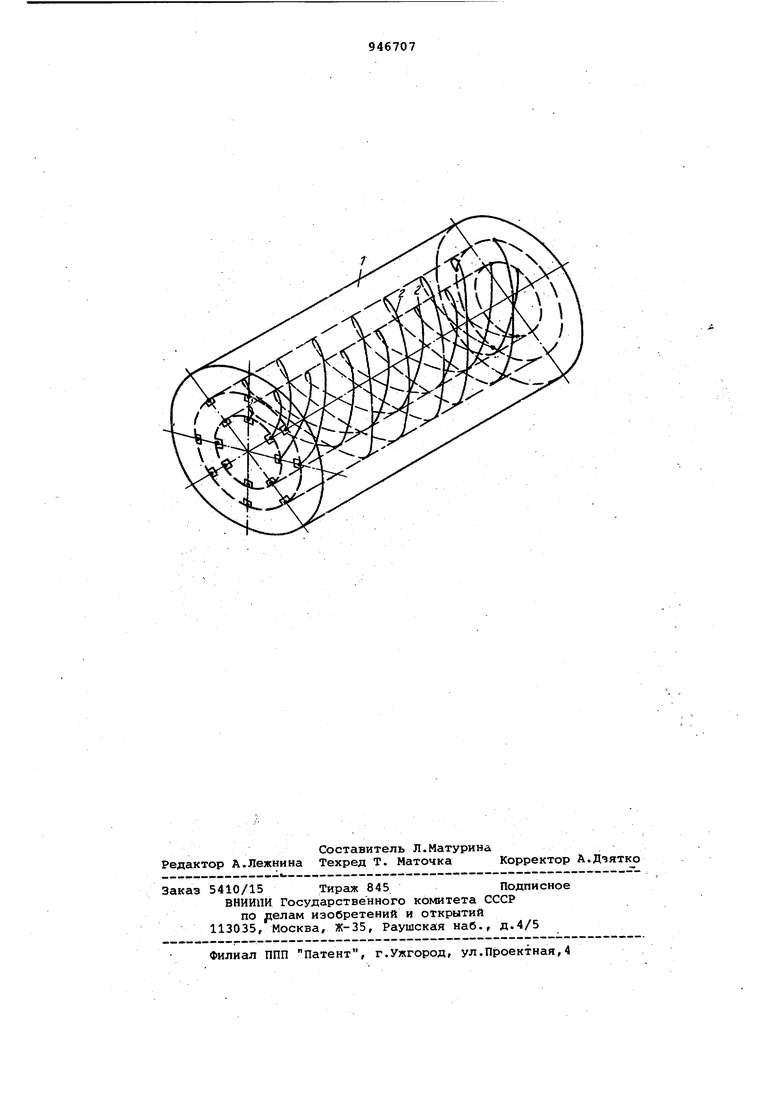
Поставленная цель достигается созданием образца, содержащего цилиндрическое тело с проволочной координатной сеткой, в котором координатная сетка выполнена в виде нескольких расположенных по винтовой линии проволочек на цилиндрических поверхностях разного радиуса с шагом, равным шагу осевой подачи.
Такой образец позволяет сократит количество экспериментов и упростит обработку результатов.
На чертеже показан образец для иследования напряженно-деформированного состояния.
Образец состоит из цилиндрического тела 1 из основного металла и прволочной координатной сетки 2.
Чтобы получить поля скоростей деформации и деформаций, не зависящие от времени, необходимо, чтобы конфигурация одной из координат координатной сетки совпадала с траекторией движения каждой точки металла. Поскольку образец при поперечно-винтовой прокатке совершает винтовое движение, то и одна из координат выполняется в виде винтовой линии с шагом, равным шагу осевой подачи заднего недеформированного конца образца за один оборот при заданных условиях прокатки. .
Координатная сетка, выполненная в виде проволочек, расположенных по ВИНТОВОЙ линии с определенным шагом в объеме образца, позволяет определить направление скорости каждой точки металла. Известно, что вехтор скорости направлен по касательной к линиям тока металла в процессе деформации. При поперечно-винтовой про катке линии тока металла располагаются по винтовой линии с шагом, равным шагу винтового перемещения заднего недеформированнного конца образ ца за один оборот. Координатная сетка, расположенная в объеме образца по винтовой линии с шагом, соответст вующим линиям тока, будет совпадать с линиями тока металла, поэтому скорость металла будет направлена по ка сательным к проволочкам, образующим пространственную координатную сетку. Определяя направление скорости перемещения каждой точки.проволочки, узнают направление скорости перемещения каждойточки металла при деформа ции. Условие несжимаемости объема вмес те с информацией о перемещении заднего жесткого недеформированного кон ца образца в процессе прокатки (скорость осевого перемещения) дают возможность определить модуль скорости каждой точки проволоки, совпадающий с модулем скорости точек металла. Зная скорость точек металла, определяют распределение скоростей дефор мaциJ и деформаций в объеме образца при поперечно-винтовой прокатке. Образец прокатывают с торможением, пос ле чего разрезают его по диаметральИым сечениям и по расположению прово локи относительно декартовой системы координат в плоскостях реза определяют напряженно-деформированное состояние образца в очаге деформации. Первоначально вычисляют вектор скорости течения металла, используя условие несжимаемости y,dS Ч, (х,, )dS. (1 Первую компоненту скорости каждой точки определяют из выражения (1) ,, V ) где dS площадь сечения проволочки перед очагом деформации; площадь сечения проволочки в очаге деформа:ции; скорость осевого перемещения заднего недеформированного конца образца, зная первую компоненту вектора скорости, нетрудно определить осталь ные две компоненты V, У,(х,., )- ; V. V, (X, , . ) Ig Для вычисления V и V частные производные - и заменяем на отношения приращения соответствующих координат проволочки, получаег-ых из эксперимента. Чтобы определить компоненты тензора скорости деформации, пользуются выражением Стокса. . dVj dxj dx где У, V Сх) (х , f . и ) - компоненты вектораскорости. Для определения изменения тензора деформации между двумя соседними сечениями для каждой линии тока справедливо выражение де-.- а .., f.- тензоры скорости дефор i мации одной линии тока в двух соседних сечениях;A-t-t время, за которое проМ 2 изошло изменение тензора деформации. Тензор деформации для одной линии тока определяется cyMMHpqBctHHeM ,-йх.г,)е .- (Хд, j,t,,. где, (),,5 тензор деформации в последующих деформированных сечениях х -дх ; ,Чь)- тензор деформации в недеформированном сечении 1) - изменение тензора деформации между двумя соседними сечениями. Применяя одну из теорий пластичности, вычисляют компоненты девиатора напряжений через компоненты тензора деформаций, в результате чего получают полную информгщию о распределении скоростей деформации, деформаций и напряжений в объеме образца при поперечно-винтовой прокатке. Образец для исследования напряженно-деформированного состояния при поперечно-винтовой прокатке может быть выполнен следукадим образом. Образец состоит из некоторого количества цилиндров, вставленных друг в друга. На поверхности каждого цилиндра сделаны несколько пазов, в частности восемь, по винтовой линии с шагом, соответствующим шагу осевой подачи заднего недеформированного конца образца за один оборот при заданных условиях прокатки (при определенном
обжатии, угле подачи и т.д.;. В пазах вставлена проволочка, представляющая, собой объемную координатную сетку И отличающаяся по цвету, от образца. Чтобы пазы в цилиндрах были размещены строго один под другим, предусмотрен штифт, расположенный на расстоянии 15 мм от заднего конца образца. Торцы образца заварены. Шаг винтовой линии или шаг осевой подачи заднего недеформированного конца образца за один оборот определится по формуле
Jb IT
Грк
tgf
К
где Do -.диаметр заднего конца образца;
К - количество валков; угол подачи; -I - определено из опытных .
Д71Я получения образца используют свинцовый цилиндр, на котором намотана проволока по винтовой линии с i заданным шагом. Свинцовая заготовка помещается в полый цилиндр и заливается свинцом. На остывшую заготовку снова наматывается проволочка по винтовой линии, с тем же заданным шагом, после чего свинцовый образец помещается в другой полый цилиндр, у которого дис1Метр больше диаметра первого цилиндра, и заливается другим слоем свинца.
Таким образом, последовательно повторяя процесс, получают образец, в объеме которого располагаются проволочки по винтовой линии с определенным шагом, представляющие собой njpoстранст-венную координатную сетку.
Образец получают путем пр.ессования, в результате получается сплошной образец, в объеме которого пространственная координатная сетка выполнена в виде проволочек, расположенных по винтовой линии. В этом случае при определении шага винтовой линии учитывают вытяжку, при прессовании.
Предлагаемый образец позволяет определить условий свариваемости
различных слоев цилиндров, составляющих образец.
Знание закономерностей объемного течения металла от различных параметров процесса винтовой прокатки
(, угла подачи, угла раскатки, калибровки валков) позволяет правильно строить технологический процесс деформации- сплошной заготовки, сокращает объем экспериментальных
исследований процесса, который получает широкое развитие для производства труднодеформируемых сплавов, цветных металлов, непрерывнолитой заготовки, биметаллов, .что и определяет Экономический эффект предлагаемого образца.
Формула изобретения Образец для исследования напряженно-деформированного состояния, со-держащий цилиндрическое тело с проволочной координатной сеткой, отличающийся тем, что, с целью упрощения обработки результатов при винтовой прокатке путем получения полей скоростей деформации и деформаций, не зависящих от времени, координатная сеТка выполнена в.виде нескольких расположенных по винтовой линии проволочек на цилиндрических
поверхностях разного радиуса с шагом, равным шагу осевой подачи.
Источники информации,
принятые во внимание при экспертизе
Л. Смирнов-Аляев Г.А. и Розенберг В.М. Теория пластической деформации металлов. Машгиз, 1956, с.327323.
2.Полухин П.И. и др. Деформации и и напряжения при обработке металлов
давлением. М., Металлургия, 1974, с.187, 209.
3.ПотаповИ,Н, и др. Исследование деформированного состояния при винтовой прокатке с помощью метода
координатных сеток. Известия ВУЗов Черная.металлургия. 1974, № 11, с.65,
4.Камйев П.В.Повышение точности измерений усилий при ковке и штамповке. - Энергомашиностроение, 1970,
№ 2, с.30-32.
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для исследования напряженно-деформированного состояния при винтовой прокатке | 1981 |
|
SU986522A1 |
| Способ исследования течения металла при прокатке и образец для его осуществления | 1989 |
|
SU1623804A1 |
| Способ определения деформаций | 1989 |
|
SU1753245A1 |
| Образец для исследования пластического течения металла при винтовой прокатке | 1983 |
|
SU1115820A1 |
| Образец для исследования напряженно-деформированного состояния при винтовой прокатке | 1980 |
|
SU868320A1 |
| Способ изготовления образца для исследования объемного течения металла | 1982 |
|
SU1035461A1 |
| Устройство для изготовления образцов с объемной координатной сеткой | 1982 |
|
SU1089464A1 |
| Устройство для изготовления образцов с объемной координатной сеткой | 1980 |
|
SU920441A1 |
| Устройство для определения структуры материала или образцов при одноосном сжатии и способ его использования | 2021 |
|
RU2755098C1 |
| Устройство для изучения напряженно-деформированного состояния при прессовании профилей | 1981 |
|
SU1052949A1 |