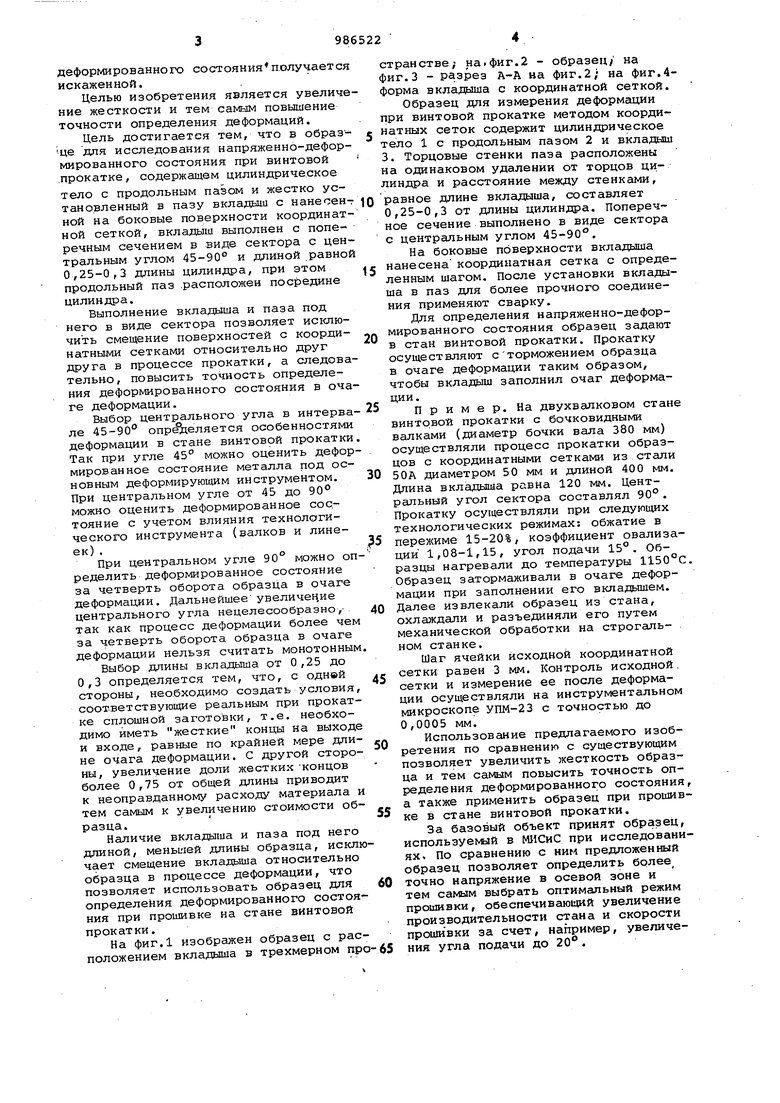
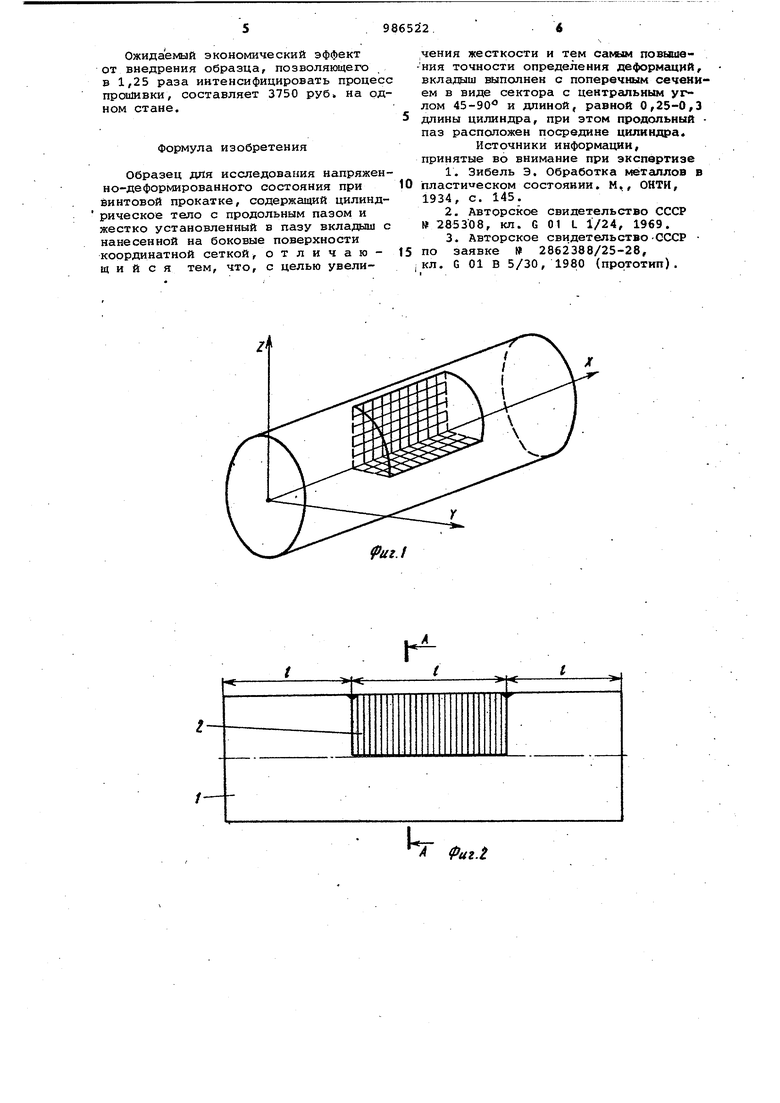
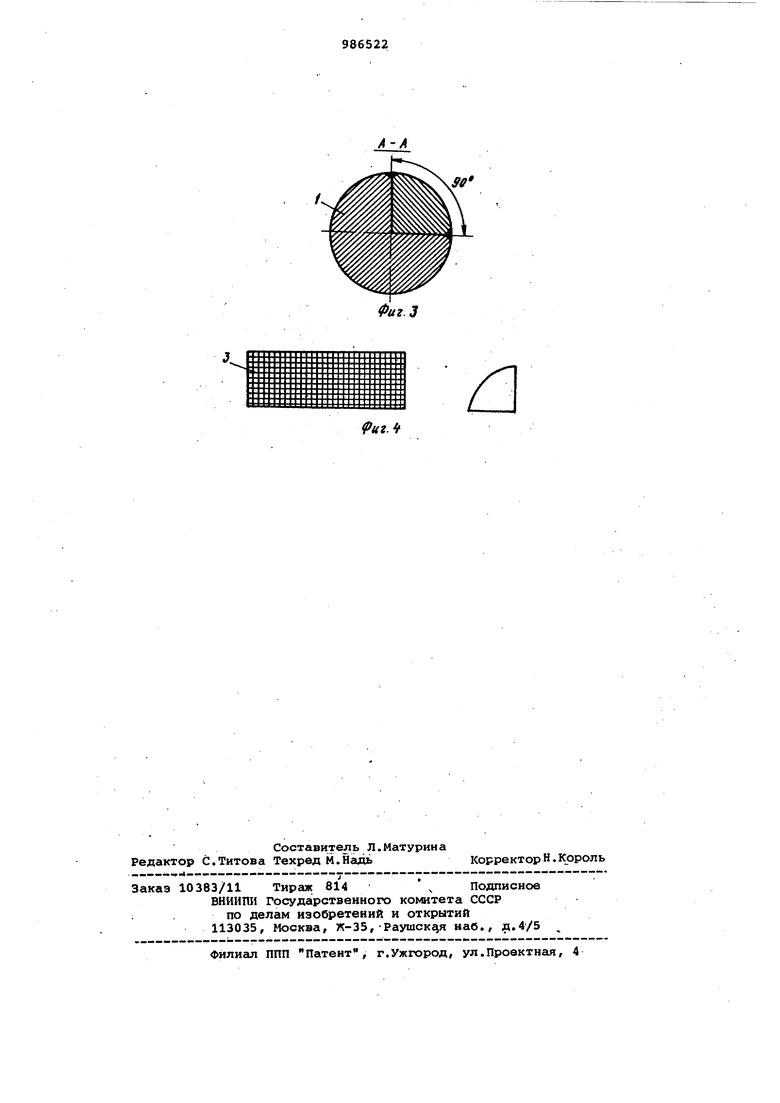
деформированного состояния получаетс искаженной. Целью изобретения является увелич ние жесткости и тем самым повышение точности определения деформаций. Цель достигается тем, что в образ це для исследования напряженно-дефор мированного состояния при винтовой прокатке, содержащем цилиндрическое тело с продольным пазом и жестко установленный в пазу вкладыш с нанесен ной на боковые поверхности координат ной сеткой, вкладыш выполнен с поперечным сечением в виде сектора с цен тральным углом 45-90° и длиной равно 0,25-0,3 длины цилиндра, при этом продольный паз .расположен посредине цилиндра. Выполнение вкладыша и паза под него в виде сектора позволяет исключить смещение поверхностей с координатными сетками относительно друг друга в процессе прокатки, а следова тельно, повысить точность определения деформированного состояния в оча ге деформации. Выбор центрального угла в интерва ле 45-90° опр&еляется особенностями деформации в стане винтовой прокатки Так при угле 45° можно оценить дефор мированное состояние металла под основным деформирующим инструментом. При центральном угле от 45 до 90° можно оценить деформированное состояние с учетом влияния технологического инструмента (валков и линеек) , При центральном угле 90° можно оп ределить деформированное состояние за четверть оборота образца в очаге деформации. Дальнейшее увеличение центрального угла нецелесообразно,так как процесс деформации более чем за четверть оборота образца в очаге деформации нельзя считать монотонным Выбор длины вкладыша от 0,25 до 0,3 определяется тем, что, с однвй стороны, необходимо создать условия, соответствующие реальным при прокатке сплошной заготовки, т.е. необходимо иметь жесткие концы на выходе и входе, равные по крайней мере длине очага деформации. С другой стороны, увеличение доли жестких концов более 0,75 от общей длины приводит к неоправданному расходу материала и тем самым к увеличению стоимости образца. Наличие вкладыша и паза под него длиной, меньшей длины образца, исклю чает смещение вкладыша относительно образца в процессе деформации, что позволяет использовать образец для определения деформированного состояния при прошивке на стане винтовой прокатки. На фиг.1 изображен образец с расположением вкладыша в трехмерном про странстве; на,фиг.2 - образец/ на фиг.З - разрез А-А на фиг.2; на фиг.4форма вкладыша с координатной сеткой. Образец для измерения деформации при винтовой прокатке методом координатных сеток содержит цилиндрическое тело 1 с продольным пазом 2 и вкладыш 3. Торцовые стенки паза расположены на одинаковом удалении от торцов цииндра и расстояние между стенками, равное длине вкладыша, составляет 0,25-0,3 от длины цилиндра. Поперечное сечение выполнено в виде сектора с центральным углом 45-90°. На боковые поверхности вклгщыша нанесена координатная сетка с определенным шагом. После установки вкладыша в паз для более прочного соединения применяют сварку. Для определения напряженно-деформированного состояния образец задают в стан винтовой прокатки. Прокатку осуществляют сторможением образца в очаге деформации таким образом, чтобы вкладыш заполнил очаг деформации. Пример. На двухвалковом стане винтовой прокатки с бочковидными валками (диаметр бочки вала 380 мм) осуществляли процесс прокатки образцов с координатными сетками из стали 50А диаметром 50 мм и длиной 400 мм. Длина вкладыша равна 120 мм. Центральный угол сектора составлял 90°. Прокатку осуществляли при следующих технологических режимах: обжатие в пережиме 15-20%, коэффициент овализации 1,08-1,15, угол подачи 15°, Образцы нагревали до температуры 1150°С, Образец затормаживали в очаге деформации при заполнении его вкладышем. Далее извлекали образец из стана, охлаждали и разъединяли его путем механической обработки на строгальном станке. Шаг ячейки исходной координатной сетки равен 3 мм. Контроль исходной, сетки и измерение ее после деформации осуществляли на инструментальном микроскопе УПМ-23 с точностью до 0,0005 мм. Использование предлагаемого изобретения по сравнению с существующим позволяет увеличить жесткость образца и тем самым повысить точность определения деформированного состояния, а также применить образец при прошивке в стане винтовой прокатки. За базовый объект принят образец, используег ый в МИСиС при исследованиях. По сравнению с ним предложенный образец позволяет определить более точно напряжение в осевой зоне и тем самым выбрать оп.тимальный режим прошивки, обеспечивающий увеличение производительности стана и скорости ПРСЯ1ШВКИ за счет, например, увеличения угла подачи до 20. Ожидаемый экономический эффект от внедрения образца, позволякядего в 1,25 раза интенсифицировать проце прошивки, составляет 3750 руб. на о ном стане. Формула изобретения Образец дйя исследования напряже но-деформированного состояния при винтовой прокатке, содержащий цилин рическое тело с продольным пазом и жестко установленный в пазу вкладыш нанесенной на боковые поверхности координатной сеткой, отличаю щийся тем, что, с целью увеличения жесткости и тем самым повышвния точности определения деформаций, вкладыш выполнен с поперечным сечением в виде сектора с центральным углом 45-90 и длиной, равной 0,25-0,3 длины цилиндра, при этом продольный паз расположен посредине цилиндра. Источники информации, принятые во внимание при экспертизе 1.Зибель Э. Обработка металлов в пластическом состоянии. М,, ОНТИ, 1934, с. 145. 2.Авторское свидетельство СССР № 285308, кл. G 01 L 1/24, 1969. 3.Авторское свидетельство-ССХР по заявке 2862388/25-28, кл. G 01 В 5/30, 1980 (прототип).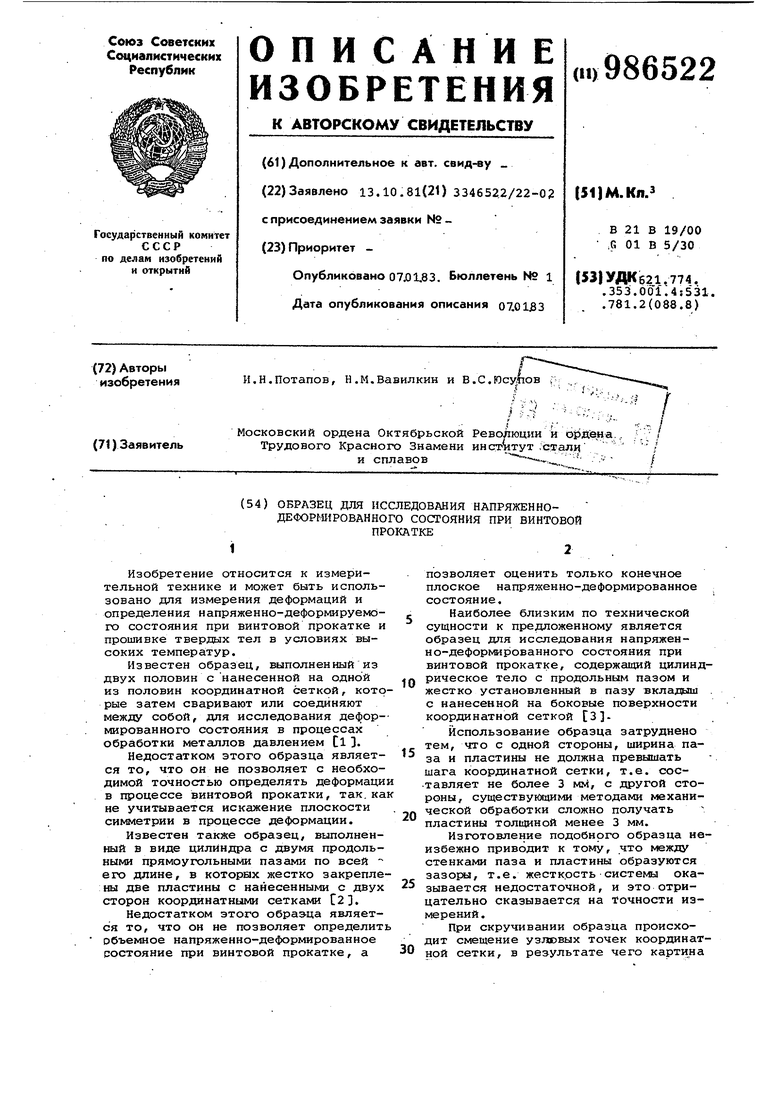
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для исследования напряженно-деформированного состояния | 1981 |
|
SU946707A1 |
| Образец для исследования пластического течения металла при винтовой прокатке | 1983 |
|
SU1115820A1 |
| Образец для исследования напряженно-деформированного состояния при винтовой прокатке | 1980 |
|
SU868320A1 |
| Способ определения коэффициента трения при винтовой прокатке | 1985 |
|
SU1236350A1 |
| Заготовка для винтовой прошивки | 1983 |
|
SU1131568A1 |
| Способ винтовой прошивки | 1984 |
|
SU1194521A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU908435A1 |
| Сборный направляющий инструмент косовалкового стана | 1978 |
|
SU778832A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| Способ изготовления образца для исследования объемного течения металла | 1982 |
|
SU1035461A1 |
L
Фиг.г
Л
