Изобретение относится к исследованиям пластического течения металла при винтовой прокатке, а именно к измерению деформаций и перемещений при пластической обработке металлов давлением.
Известен образец для исследования напряженно-деформированногосостоянияметодом координатных сеток, включающий цилиндр с двумя продольными пазами по всей его длине и жестко закрепленные в них две пластины с нанесенными с двух сторон координатными сетками 1.
Однако этот образец не позволяет определить сложное напряженно-деформированное состояние, возникающее в образце при прокатке, а позволяет оценить только конечное плоско-деформированное напряженное состояние.
Наиболее близким по технической сущности к предлагаемому является образец для исследования пластического течения при винтовой прокатке, содержащий цилиндр с выполненным в нем пазом, заполненным слоями металла. Пазы расположены по винтовой линии и в них жестко закреплены пластины с нанесенными на них с двух сторон координатными сетками, причем пазы расположены под углом 90°, а расстояние между пластинами в центре равно щагу координатной сетки. Образец используют в методе исследований с помощью координатных сеток 2.
Недостатками такого образца являются нарушение сплощности металла в области пазов, что существенно искажает достоверность полученных результатов, значительная трудоемкость изготовления паза по винтовой линии и криволинейных пластин с нанесением на них координатной сетки. Кроме того, в результате пластической деформации в косовалковом стане произойдет скручивание образца и извлечение пластин из пазов будет затруднено.
Цель изобретения - повыщение точности исследования неравномерности деформации за счет сохранения сплошности материала.
Поставленная цель достигается тем, что образец для исследования пластического течения металла при винтовой прокатке, включающий цилиндр с выполненным в нем пазом, заполненным слоями металла, в котором слои Образованы наплавленным металлом различных марок стали.
Предлагаемый образец позволит также снизить трудоемкость подготовки образцов, повысить информативность исследований и точность результатов.
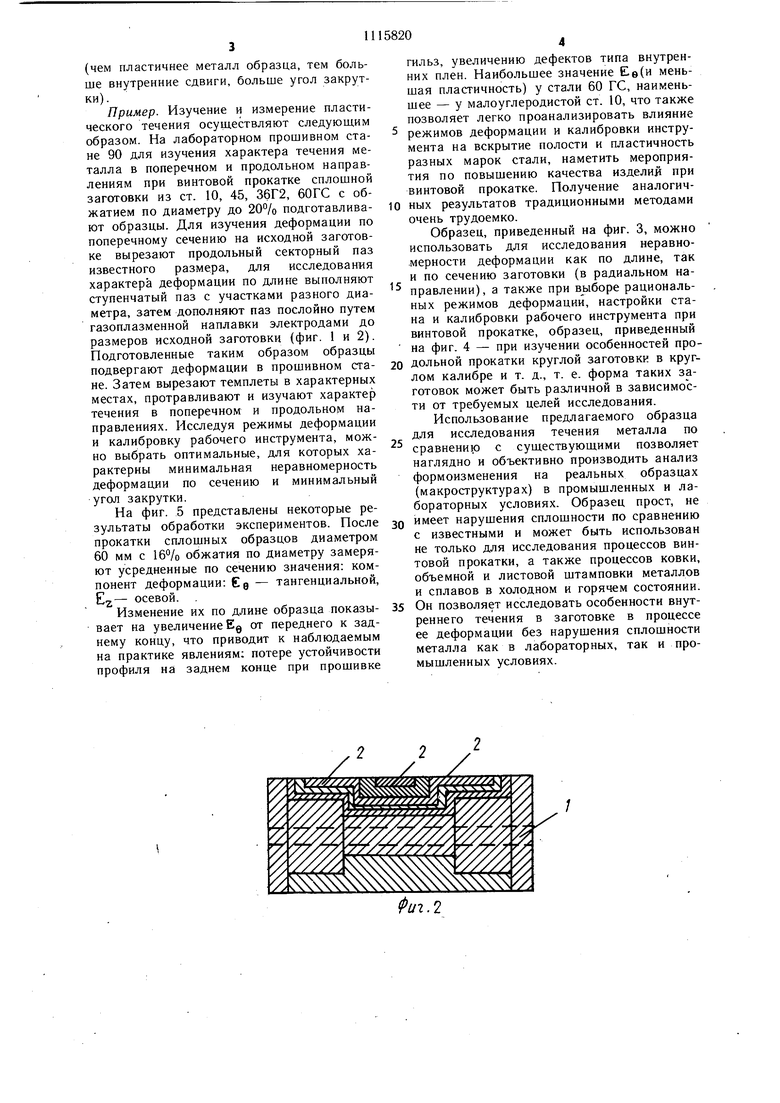
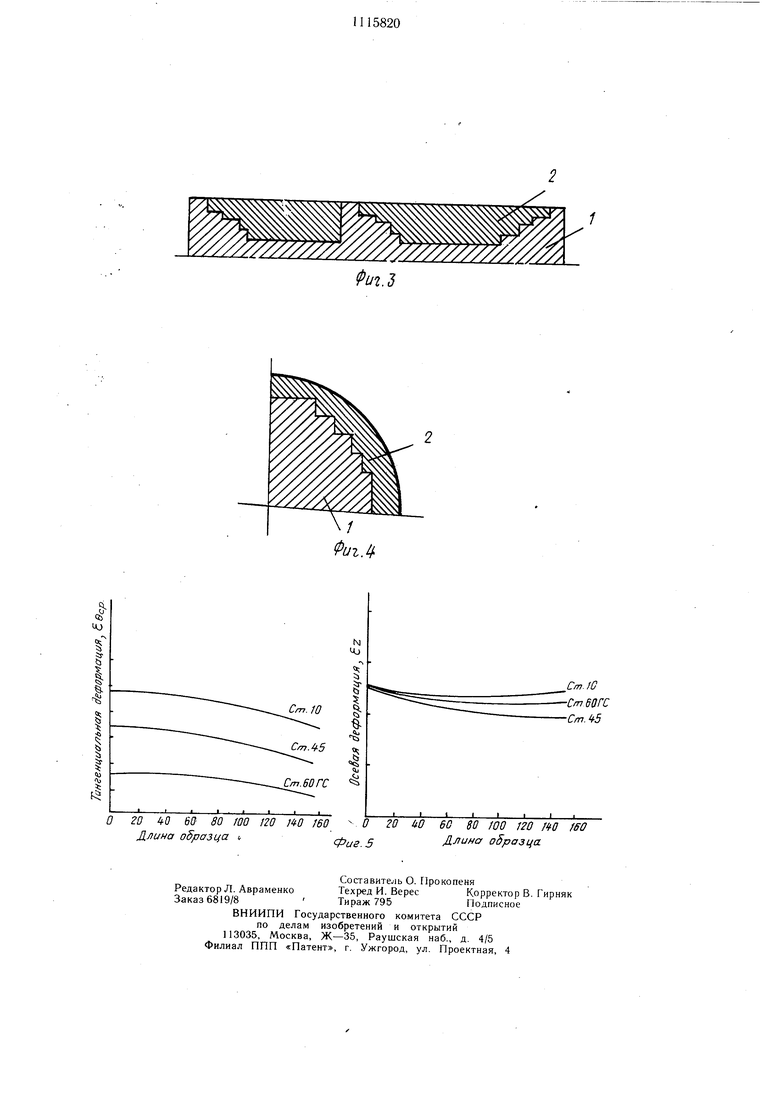
На фиг. 1 представлен образец для исследования процессов винтовой прокатки сплощных заготовок; на фиг. 2 - образец для исследования процессов винтовой прокатки сплошных и полых (пунктир) заготовок в продольном направлении; на фиг. 3 -
образец для исследования распределения деформаций и напряжения по сечению и длине переднего, заднего конца и середины заготовки при винтовой прокатке; на фиг. 4 - образец для исследования пластической деформации при продольной прокатке круглых сплошных заготовок; на фиг. 5 - представлены результаты замеров тангенциальной EQ и осевой Е 7, деформаций при прокатке сплощной заготовки диаметром
О 90 мм различных марок стали с обжатием по диаметру до 20%.
Образец для исследования пластического течения металла при винтовой прокатке состоит из цилиндра 1 с пазом 2, заполj ненным металлами с различными свойствами, отличными от свойств металла цилиндра.
Работа предлагаемого образца осуществляется следующим образом.
Прокатывают изготовленный образец.
0 Изменение формы зоны (линии) раздела основного и наплавленного металлов до и после деформации позволяет судить о характере течения металла при деформации. До и после прокатки из образца вырезают
5 темплеты, шлифуют их и протравливают. Основное требование к наплавляемому металлу и к способу его нанесения - минимальное взаимодействие с основным металлом. Этому требованию наиболее полно отвечают следующие способы: газопламен0 ная наплавка или плазменное напыление, так как в первом случае металл цилиндра практически не переходит в наплавляемый металл; во втором случае переходит до 5%, что является пределом. В противном случае граница раздела двух металлов в
исходном образце будет существенно отличаться от требуемой (заданной), а погрешность определения различных характеристик и характера формоизменения металла образца в очаге деформаций будет больше.
0 Связь неплавленного металла с материалом образца практически такая же, как и у однородной исходной заготовки. Это позволяет осуществлять исследования с те.ми же режимами деформации, что и при прокатке обычных заготовок. Способ исследо вания пластического течения с использованием предлагаемого образца по характеру из.менения границы раздела двух металлов в заготовке до и после деформации позволяет исследовать и определять распреде0 ление пластического течения по поперечному сечению (например, при изучении процессов поперечно-винтовой прокатки характер угла закрутки, см. подробнее ниже); распределение деформаций по высоте, т. е. неравномерность деформации и влияние на
5 это калибровки инструмента и режимов прокатки; влияние характеристик металла на внутреннее пластическое течение, например, при поперечно-винтовой прокатке
(чем пластичнее металл образца, тем больше внутренние сдвиги, больше угол закрутки).
Пример. Изучение и измерение пластического течения осуществляют следуюш,им образом. На лабораторном прошивном стане 90 для изучения характера течения металла в поперечном и продольном направлениям при винтовой прокатке сплошной заготовки из ст. 10, 45, 36Г2, 60ГС с обжатием по диаметру до 20% подготавливают образцы. Для изучения деформации по поперечному сечению на исходной заготовке вырезают продольный секторный паз известного размера, для исследования характера деформации по длине выполняют ступенчатый паз с участками разного диаметра, затем дополняют паз послойно путем газоплазменной наплавки электродами до размеров исходной заготовки (фиг. 1 и 2). Подготовленные таким образом образцы подвергают деформации в прошивном стане. Затем вырезают темплеты в характерных местах, протравливают и изучают характер течения в поперечном и продольном направлениях. Исследуя режимы деформации и калибровку рабочего инструмента, можно выбрать оптимальные, для которых характерны минимальная неравномерность деформации по сечению и минимальный угол закрутки.
На фиг. 5 представлены некоторые результаты обработки экспериментов. После прокатки сплошных образцов диаметром 60 мм с 1б°/о обжатия по диаметру замеряют усредненные по сечению значения: компонент деформации: Eg - тангенциальной, осевой. ,
Изменение их по длине образца показывает на увеличение Eg от переднего к заднему концу, что приводит к наблюдаемым на практике явлениям; потере устойчивости профиля на заднем конце при прошивке
гильз, увеличению дефектов типа внутренних плен. Наибольшее значение в(и меньшая пластичность) у стали 60 ГС, наименьшее - у малоуглеродистой ст. 10, что также позволяет легко проанализировать влияние
режимов деформации и калибровки инструмента на вскрытие полости и пластичность разных марок стали, наметить мероприятия по повышению качества изделий при винтовой прокатке. Получение аналогичных результатов традиционными методами очень трудоемко.
Образец, приведенный на фиг. 3, можно использовать для исследования неравномерности деформации как по длине, так и по сечению заготовки (в радиальном направлении), а также при Bj)i6ope рациональных режимов деформации, настройки стана и калибровки рабочего инструмента при винтовой прокатке, образец, приведенный на фиг. 4 - при изучении особенностей продольной прокатки круглой заготовки в круглом калибре и т. д., т. е. форма таких заготовок может быть различной в зависимости от требуемых целей исследования.
Использование предлагаемого образца для исследования течения металла по
сравнению с существующими позволяет наглядно и объективно производить анализ формоизменения на реальных образцах (макроструктурах) в промышленных и лабораторных условиях. Образец прост, не
имеет нарушения сплошности по сравнению с известными и может быть использован не только для исследования процессов винтовой прокатки, а также процессов ковки, объемной и листовой штамповки металлов и сплавов в холодном и горячем состоянии.
Он позволяет исследовать особенности внутреннего течения в заготовке в процессе ее деформации без нарушения сплошности металла как в лабораторных, так и промышленных условиях.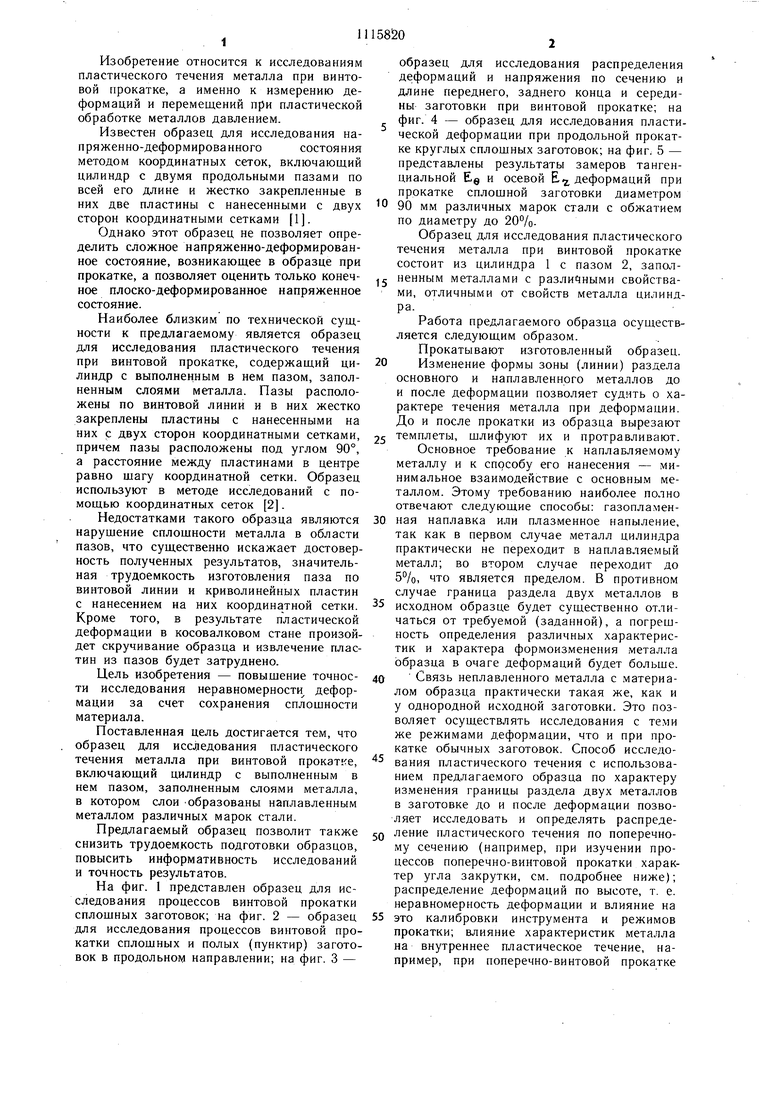
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПРОШИВКИ В КОСОВАЛКОВОМ СТАНЕ | 1991 |
|
RU2029641C1 |
| Способ определения деформации по толщине стальных раскатов методом количественной металлографии | 2023 |
|
RU2813496C1 |
| Образец для исследования напряженно-деформированного состояния | 1981 |
|
SU946707A1 |
| Образец для исследования перемещений металла после деформации | 1987 |
|
SU1470369A1 |
| Образец для исследования напряженно-деформированного состояния при винтовой прокатке | 1981 |
|
SU986522A1 |
| Образец для исследования пластического течения металла при винтовой прокатке | 1985 |
|
SU1258528A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| Способ производства прокатного валка | 1986 |
|
SU1400683A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК 10ГН2МФА И 08Х18Н10Т ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ, МЕХАНИЧЕСКИ ОБРАБОТАННЫХ, БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2567420C2 |
| Способ изготовления горячекатанных биметаллических труб | 1978 |
|
SU704691A1 |
ОБРАЗЕЦ ДЛЯ ИССЛЕДОВАНИЯ ПЛАСТИЧЕСКОГО ТЕЧЕНИЯ МЕТАЛЛА ПРИ ВИНТОВОЙ ПРОКАТКЕ, содержащий цилиндр с выполненным в нем пазом, заполненным слоями металла, отличающийся тем, что, с целью повышения точности исследования неравномерности деформации за счет сохранения сплошности материала, слои образованы наплавленным металлом различных марок стали. ел 00 го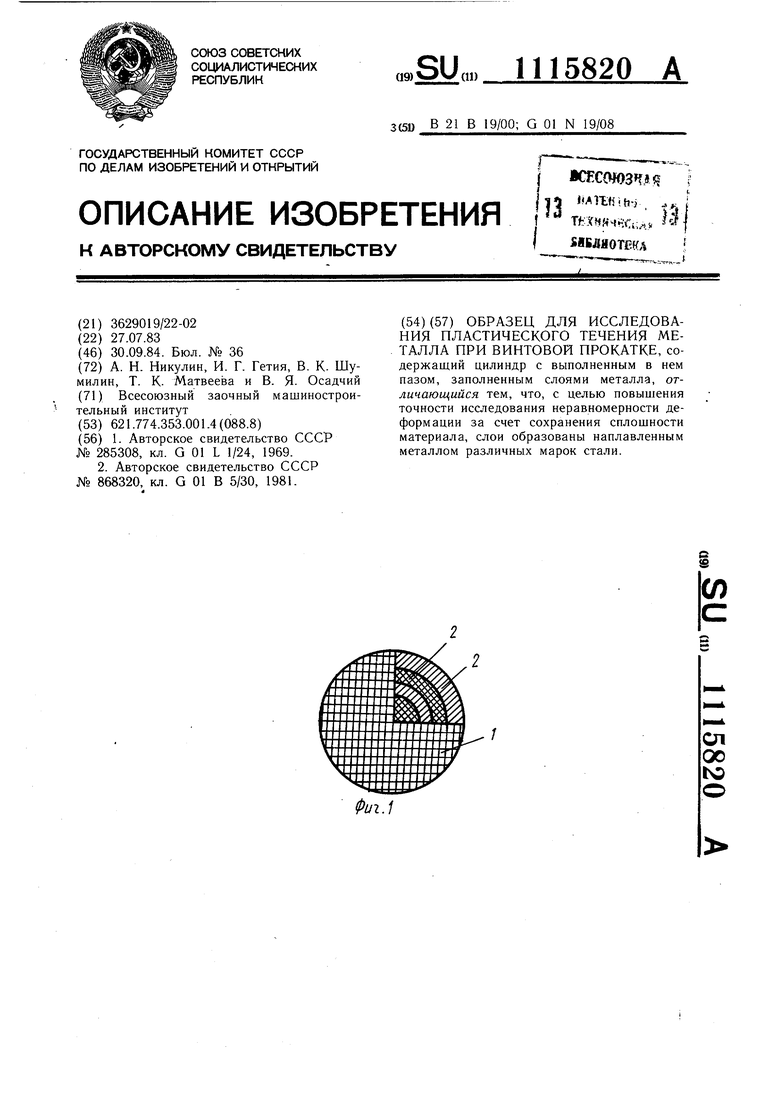
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ПОЛЯРИЗАЦИОННО- ОПТИЧЕСКИМ МЕТОДОМ КОНТАКТНЫХ НАПРЯЖЕНИЙ | 0 |
|
SU285308A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Образец для исследования напряженно-деформированного состояния при винтовой прокатке | 1980 |
|
SU868320A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
