Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении змеевиков .
По основному евт.св. №844100 известен способ изготовления змеевиков, состоящий из операций предварительного нагрева рабочей среды до температуры, не превышающей температуру плавления металла змеевика, закрепления около оправки и последующей навивки трубы на оправку путем приложения усилия гибки к концу трубы, причем для приложения усилия гибки к концу трубы используют рабочую среду, которую перемещают в процессе гибки внутри трубы и выпускают из свободного конца трубы под прямым углом к оситрубы С Однако качество конечной продукции/ т.е. змеевика, изготовленного этим способо недостаточно высокое.
Цель изобретения - повышение качества изделий.
Для достижения указанной цели в способе перед гибкой нагретую рабочую среду подают в трубу, нагревают материал трубы до температуры, не превышающей температуры плавления, а после гибки внутоеннюю полость ТРУбы заполняют охлаждающим ёеществом.
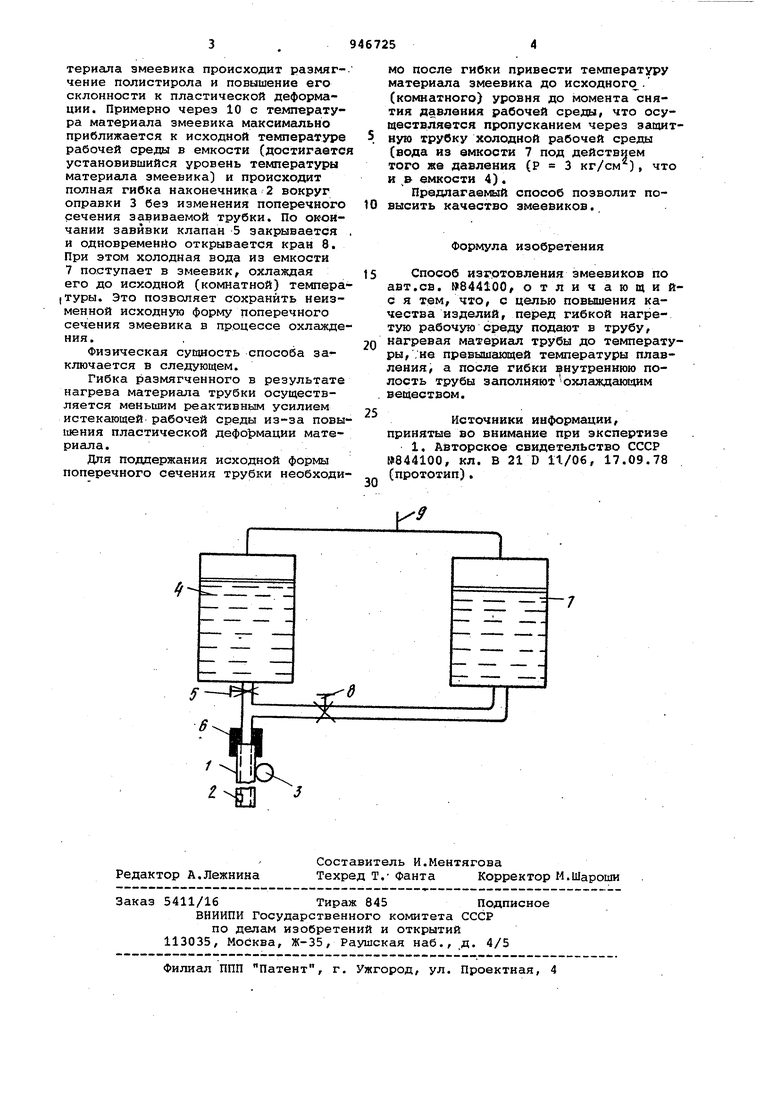
На чертеже схематично изображена схема для осуществления предлагаемого способа.
Пример. Для изготовления змеевика берут трубку 0 9 при внутреннем ф7 из ударопрочного полистирола марки УПС-0505, а в качестве
10 рабочей среды - воду при TeNmepaType t , и давлении Р 3 кг/ей . Полистирол названной марки имеет температуру размягчения по Вику в жидкой среде t .
15
Гибку змеевика из указанного материала осуществляют по схеме, состоящей из завиваемой трубки 1, наконечника 2, направленного в противоположную сторону от оправки 3, ем20кости 4 с горячей ВОДОЙ, клапана 5, соединительной трубки 6, емкости 7 с холодной водой, крана 8, магистрали 9 регулирования давления в емкостях 4 и 7.
25
При открытом клапане 5 и закрытом кране 8 осуществляется прогрев материала змеевика в результате истечения горячей воды из наконечника 2 в атмосферу, преимущественно в виде
30 влажного пара. По мере прогрева материала змеевика происходит размягчение полистирола и повышение его склонности к пластической деформации. Примерно через 10 с температура материала змеевика максимально приближается к исходной температуре рабочей среды в емкости (достигается установившийся уровень температуры материала змеевика) и происходит полная гибка наконечника 2 вокруг оправки 3 без изменения поперечного речения завиваемой трубки. По окончании завивки клапан 5 закрывается и одновременно открывается кран 8. При этом холодная вода из емкости 7 поступает в змеевик, охлаждая его до исходной (комнатной) темпера(Туры. Это позволяет сохранить неизменной исходную форму поперечного сечения змеевика в процессе охлаждения.
Физическая сущность спосое5а заключается в следующем.
Гибка размягченного в результате нагрева материала трубки осуществляется меньшим реактивным усилием истекающей рабочей среды из-за повышения пластической дeфot мaции материала.
Для поддержания исходной формы поперечного сечения трубки необходиМО после гибки привести температуру материала змеевика до исходного. (комнатного) уровня до момента снятия давления рабочей среды, что осуществляется пропусканием через защитную трубку холодной рабочей среды (вода из емкости 7 под действием того же давления (Р 3 кг/см), что и & емкости 4).
Предлагаемый способ позволит повысить качество змеевиков..
Формула изобретения
Способ изготовления змеевиков по авт.св. 844100, отличающийс я тем, что, с целью повышения качества изделий, перед гибкой нагретую рабочую среду подают в трубу, нагревая материал трубы до температуры, ;не превышающей температуры плавления, а после гибки внутреннюю полость трубы заполняк)Т охлаждающим веществом.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР №844100, кл. В 21 D It/Об, 17.09.78 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления змеевиков | 1979 |
|
SU844100A2 |
| Устройство для изготовления змеевиков | 1977 |
|
SU634815A1 |
| Устройство для изготовления змеевиков | 1979 |
|
SU940920A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| СПОСОБ СТАШЕВСКОГО И.И. СТРОИТЕЛЬСТВА ДОМА | 2008 |
|
RU2371556C1 |
| СПОСОБ ГИБКИ ЗМЕЕВИКОВ | 1991 |
|
RU2014926C1 |
| Печь для изготовления отливок | 1990 |
|
SU1770427A1 |
| СПОСОБ РАБОТЫ ДВИГАТЕЛЯ С ВНЕШНИМ ПОДВОДОМ ТЕПЛОТЫ И ДВИГАТЕЛЬ С ВНЕШНИМ ПОДВОДОМ ТЕПЛОТЫ | 1992 |
|
RU2050442C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| ХОЛОДИЛЬНЫЙ КОНТУР | 2009 |
|
RU2526139C2 |
