(5) ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| Инструмент для накатывания цилиндрических зубчатых колес | 1974 |
|
SU490544A1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1996 |
|
RU2095182C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| Способ накатывания профильных кругов из сверхтвердых материалов | 1990 |
|
SU1810194A1 |
| Способ получения конических резьб на цилиндрических полых изделиях накатными роликами | 1981 |
|
SU1091970A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
.1
Изобретение относится к обработке металлов давлением, а именно к ин-струментам для накатывания зубчатых профилей с осевой подачей.
Известен инструмент для накатывания зубчатых профилей, выполненный в виде зубчатого колеса, содержащего заборный и выходной конические участки и цилиндрический калибрующий участок 1.
Недостаток этого инструмента заключается в том, что профиль зубьев заборного и выходного участков выполнен по методу деления, с выводом конусного абразивного круга из каждой впадины обрабатываемого зубчатого венца. При этом возникает значительная погрешность по шагу обрабатываемого профиля, что связано, в общем, с погрешностью метода деления.
Цель изобретения - повышение точности и снижение трудоемкости изготовления инструмента.
Поставленная цель достигается тем, что в инструменте, выполненном в виде зубчатого колеса, содержащего заборный и выходной конические участки и цилиндрический калибрующиТ участок, зубья на заборном и выходном конических участках выполнены с профилем зуба червяка и шагом зубьев равном шагу зубьев на цилиндрическом калибрующем участке.
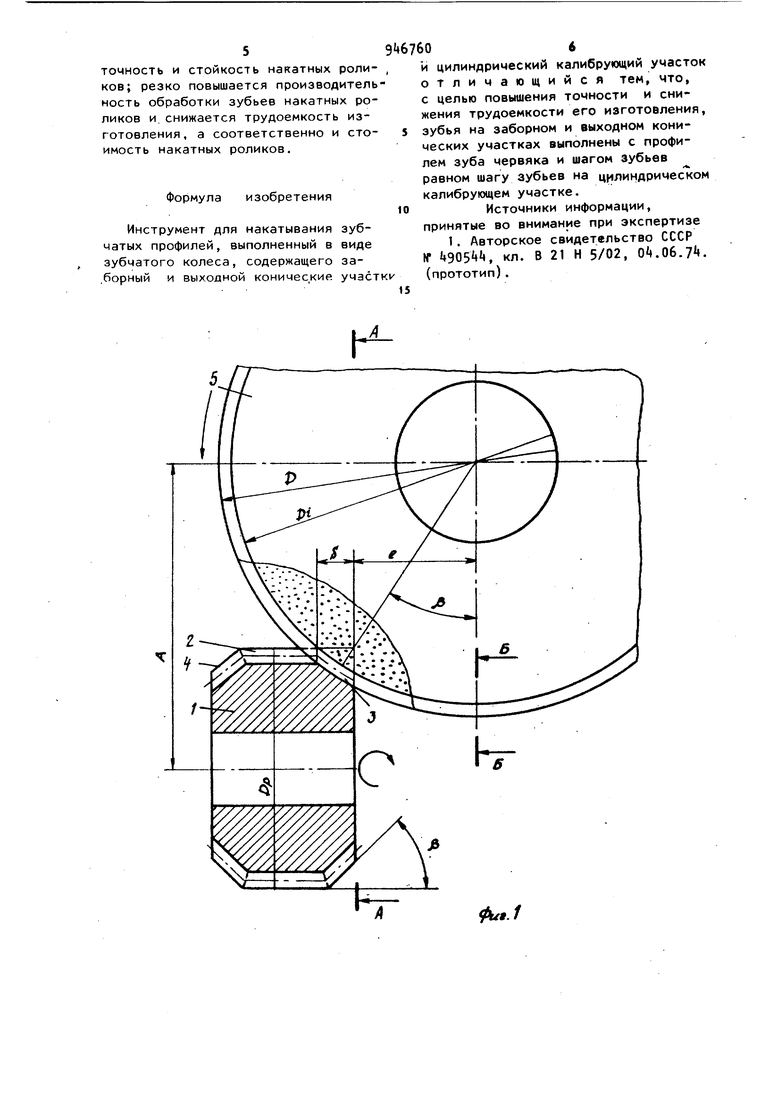
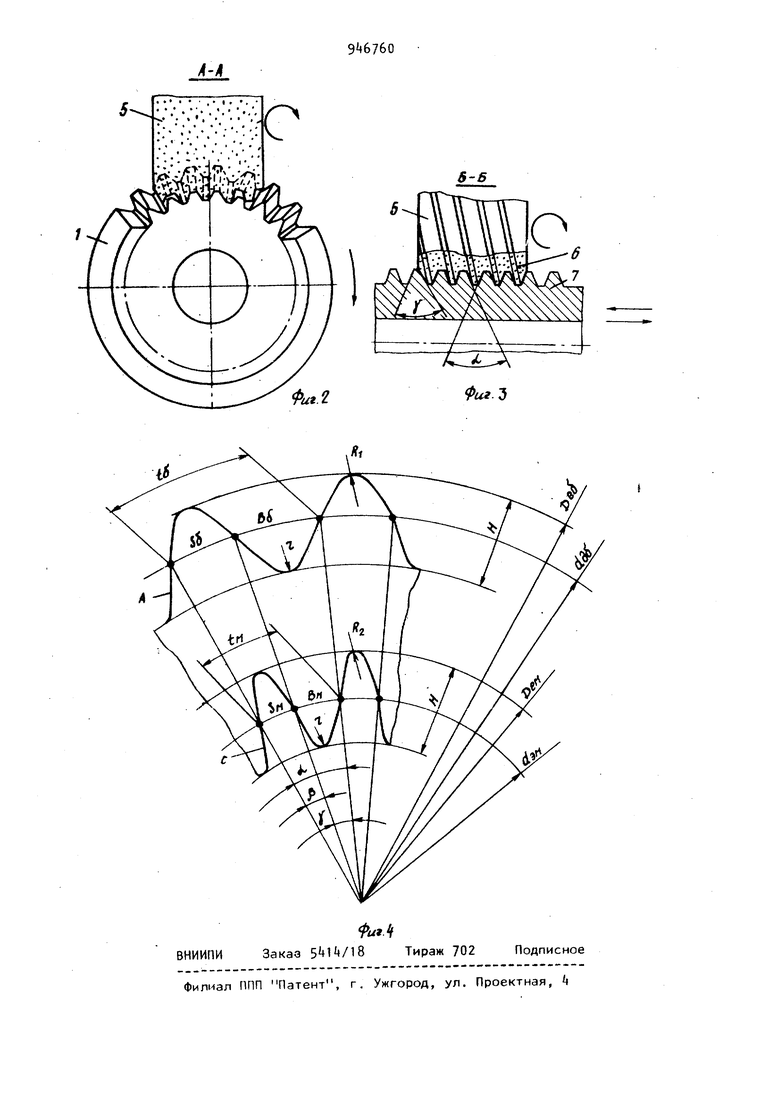
На фиг.1 изображен инструмент в момент шлифования зубьев заборного участка червячным кругом; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.15 на фиг. - представлен вид с торца ролика с обрывом.
Инструмент - накатной ролик Ь представляет собой цилиндрическое прямозубое колесо, зубья которого по длине имеют цилиндрический калибрующий участок 2, заборный 3 и выходной 4 участки. 3 Профили зубьев на калибрующем злборном и обратном участках выполнены идентичными, так как обработан одним червячным шлифовальным кругом 5,витки 6 которого спрофилированы в соответствии с требуемым профилем зубьев 7 накатного ролика, а ось вращения смещена по отношению к плоскости торцов (сначала со ст ороны заборного, а затем со стороны выходного участков) накатного ролика на величину и вдоль зуба н величину А (фиг.1) с соблюдением следующих соотношений e--iCT iviib-5); А- (Dp-t-D, CObp-Si p.), где PJ - угол конуса заборного участка (или выходного), t - расстояние между торцом накатного ролика и осью червячного шлифовального круга; А - межцентровое расстояние между осями ( перекрещибающимися ) накатного рол и червячного шлифовально круга; диаметр по впадинам червячного шлифовального круга; диаметр по выступам нака ного ролика; длина заборного или выхо ного участков накатного ролика. Зубья конусов, обработанные так образом, имеют некоторую вогнутост в плоскости симметрии каждого, одн ею вполне можно пренебречь, ввиду ,малости соотношения длины конусов 5 к диаметру абразивного круга I Устройство работает следующим образом. Вначале червячным шлифовальным кругом 5 формируется калибрующий участок 2 накатного ролика 1 (фиг. с постоянным шагом t (фиг.). За тем фиксируя положение червячного шлифовального круга в калибрующем участке накатного ролика, синхронн прекращают вращение накатного роли и червячного шлифовального кругэ. После этого червячный шлифовальный круг перемещают вдоль цилиндричес. кого калибрующего участка до положения, когда поверхность зубьев 0 аружный диаметр профиля Л,ЗррНа иг.А) совпадает с необработанной оверхностью заборного (выходного) онуса. По достижению такого полоения ролик и круг синхронно привоят во вращен ие с последующим вреанием круга в конус до положения, редставленного на фиг.1. При этом олучается изображенный на фиг.А рофиль конусов (на фиг.4 представен вид с торца ролика). Таким образом, профиль заборного или выходного конического участка без смещения переходит в цилиндрический калибрующий участок. На фиг.4 использованы следующие обозначения: профиль сечения граничного с цилиндрическим калибрующим участком накатного ролика (соответствует профилю цилиндрического калибрующего участка ; профиль зубьев на торце накатного ролика; наружный диаметр профиля А;делительный диаметр профиля А; высота зубьев; наружный диаметр профиля С; делительный диаметр профиля С ; радиус при вершине зуба профиля А; радиус при вершине зуба профиля С; радиус впадин профилей А и С; SB - шаг профиля А: Вр- толщина зуба профиля А; 9лл ширина впадины ппофиля А; толщина зуба профиля С; Oil - ширина впадины профиля С; р5 - центральный угол по шагу; центральный угол по толщине зубьев; центральный угол по ширине впадин. Форма кривой боковой поверхности зубьев заборного и выходного конических участков накатного ролика близка эвольвенте и определяется геометрией инструмента - червячного круга. В точном определении уравнения этой кривой нет необходимости, так как эти участки выполняют лишь предварительное деформирование заготовки. Все это упрощает изготовление пред лагаемого накатного ролика, по сравненению с известным он имеет следующи преимущества:существенно повышлогс я точность и стойкость накатных роликов; резко повышается производитель ность обработки зубьев накатных роликов и.снижается трудоемкость изготовления, а соответственно и стоимость накатных роликов. Формула изобретения Инструмент для накатывания зубчатых профилей, выполненный в виде зубчатого колеса, содержащего за.борный и выходной конические участ и цилиндрический калибрующий участок отличающийся тем, что, с целью повышения точности и снижения трудоемкости его изготовления, зубья на заборном и выходном конических участках выполнены с профилем зуба червяка и шагом зубьев равном шагу зубьев на цилиндричес7 ом калибрующем участке. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР (Г ЭGS, кя. В 21 Н 5/02, О .Об.7. (прототип).
