1
Известен инструмент для накатывания цилиндрических зубчатых колес, содержащий заборный и обратный конусы и калибрующий участок, причем профиль зубьев на конусах выполнен в виде плоской или эвольвентной поверхностей, изготовление которых требует больших затрат труда.
С целью снижения трудоемкости изготовления заборного и обратного конусов в предлагаемом инструменте профиль зубьев на этих участках выполнен в виде огибающей поверхности последовательных положений прямого кругового конуса в его движении обкатки относительно инструмента.
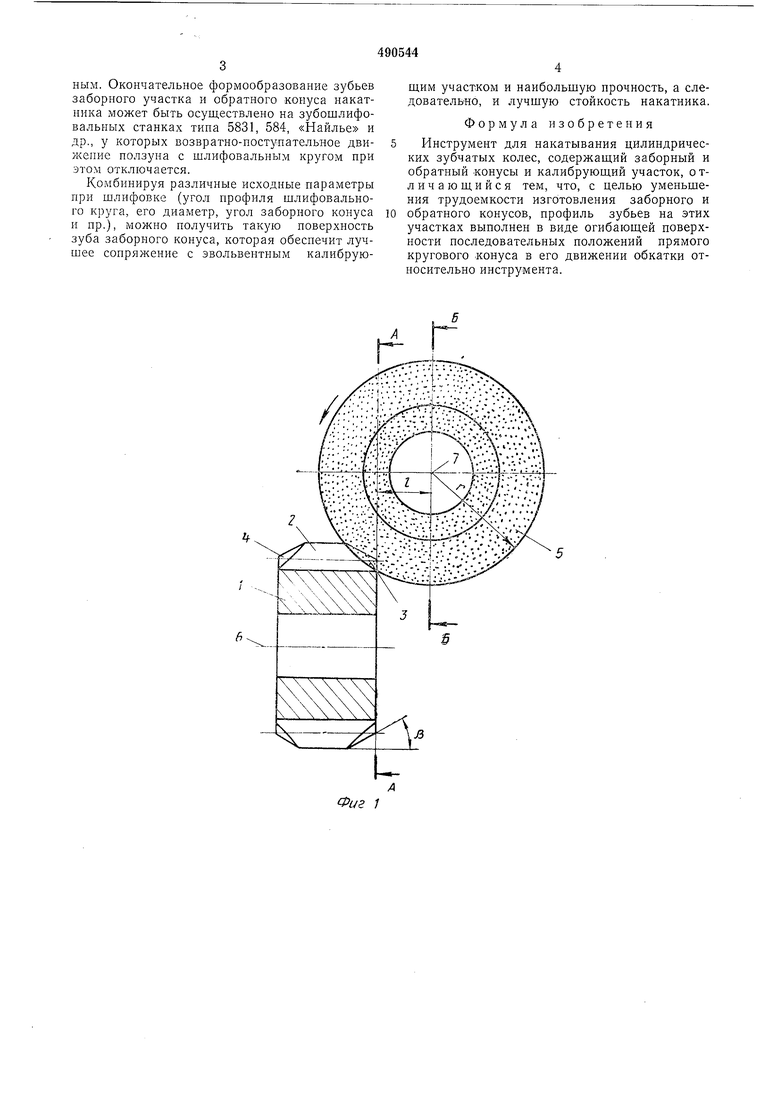
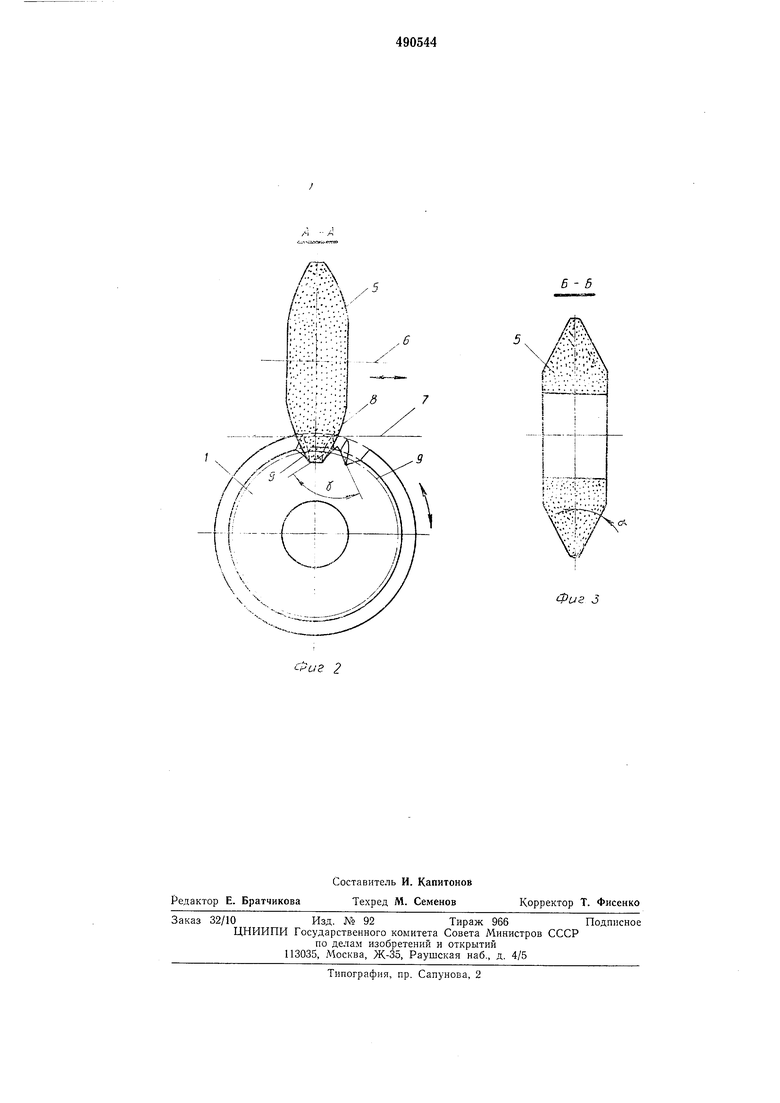
На фиг. 1 изображен предложенный инструмент в момент шлифования зуба заборного участка конусным кругом; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Инструмент (накатник) представляет собой цилиндрическое прямозубое или косозубое колесо 1, зубья которого по длине имеют калибрующий участок 2, заборный 3 и обратный 4 конусы. Боковые стороны зубьев на калибрующем участке представляют собой эвольвентные поверхности, а на заборном и обратном конусах боковые стороны зубьев являются огибающими поверхностями прямого кругового конуса в виде конусного шлифовального круга 5. При этом ось шлифовального круга 6
смещена по отношению к торцу накатника и вдоль зуба на некоторую величину
р,
где г - радиус щлифовального круга,
Р - угол конуса заборного участка (или
обратного конуса).
Если этот шлифовальный круг связать с воображаемой рейкой 7 (фиг. 2), то в результате ее обкатки будет образована предлагаемая боковая поверхность зубьев заборного и обратного конусов. Торцовый профиль зуба такой рейки очерчен по гиперболе Ь, которая образуется путем пересечения конической поверхности шлифовального круга 5 плоскостью, перпендикулярной оси накатника, причем эта плоскость не проходит через ось круга 6. Торцовые профили 9 зубьев накатника на указанных участках являются огибающими плоскими кривыми гиперболы 8.
Изменяя полоидную окружность, по которой перекатывается без скольжения средняя линия рейки 7, можно получить зубья с разными углами давления по вершинам, т. е. изменять в широких пределах угол клина у, величина которого существенно влияет на стойкость накатника. Указанное изменение достигается путем соответствующей настройки цепи обкатки станка, причем угол профиля шлифовального круга ос (фиг. 3) остается неизменным. Окончательное формообразование зубьев заборного участка и обратного конуса накатника может быть осуществлено на зубошлифовальных станках типа 5831, 584, «Найлье и др., у которых возвратно-поступательное движение ползуна с шлифовальным кругом при этом отключается.
Комбинируя различные исходные параметры при шлифовке (угол профиля шлифовального круга, его диаметр, угол заборного конуса и пр.), можно получить такую поверхность зуба заборного конуса, которая обеспечит лучшее сопряжение с эвольвептным калибрующим участком и наибольшую прочность, а следовательно, и лучшую стойкость накатника.
Формула изобретения
Инструмент для накатывания цилиндрических зубчатых колес, содержаш,ий заборный и обратный конусы и калибруюш.ий участок, о тличаюш,ийся тем, что, с целью уменьшения трудоемкости изготовления заборного и обратного конусов, профиль зубьев на этих участках выполнен в виде огибающей поверхности последовательных положений прямого кругового .конуса в его движении обкатки относительно инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатник для обработки цилиндрических зубчатых колес | 1980 |
|
SU912367A1 |
| Инструмент для накатывания зубчатых профилей | 1979 |
|
SU946760A1 |
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| Способ накатывания зубчатых профилей | 1989 |
|
SU1706770A1 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| Инструмент для накатки цилиндрических зубчатых колес | 1977 |
|
SU680796A1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1355387A1 |
if
Фиг 7
б - 5
Фиг J
2
