(54) СИСТЕМА УПРАВЛЕНИЯ ПОТОЧНОЙ ЛИНИЕЙ КОНТАКТНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ МНОГОТРАНСФОРМАТОРНОЙ СВАРОЧНОЙ МАШИНЫ И СХЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2131340C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1997 |
|
RU2129481C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
| Устройство для измерения и контроля действующего значения сварочного тока | 1991 |
|
SU1787090A3 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
| Поточная линия контактной сварки узлов вагона | 1980 |
|
SU899298A2 |
| Устройство для защитного отключения электросварочного аппарата | 1990 |
|
SU1719170A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
1
Изобретение относится к контактной сварке и 1 1ожет быть использовано при автоматизации управления и контроля процесса контактной сварки поточных линий, в частности линий точечной сварки узлов грузовых цельнометаллических вагонов, сое- 5 тоящих из нескольких независимых по управлению потоков, на которых установлены машины для контактной сварки.
Известны системы управления поточной линией контактной сварки, содержащие си- ,д ловые коммутационные устройства, устройства автоматического отключения сварочных машин, программные устройства, пульты управления, датчики положения механизмов 1 и 2,.
Недостатками данных систем являются 15 низкое качество сварки деталей, имеющих переменную толщину, отсутствие информации о положении транспортируемых изделий, что не позволяет организовать управление процессом сварки.2о
Известно также устройство для контактной сварки, включающее блок измерения углов включения и выключения управляемых вентилей, выходы которых через вычислительные блоки связаны с элементами индикации 3.
Недостатком устройства является отсутствие в не.м возможности проведения активного контроля прсс;есса сварки.
Наиб.олее близкой к предлагаемой является система управления поточной линией контактной сварки, содержащая несколько автономных по управлению потоков, объединенных транспортирующими устройствами, сварочные машины, микроэлектронно-вычитательные машины со своими устройствами связи, контроллеры сварочного тока, элементы индикации места и причин сбоев 4.
Недостатком.известного устройства является невысокая производительность и отсутствие воспроизводимости качества сварных соединений./
Цель изобретения - повышение производительности поточной линии и повышение ее экономичности.
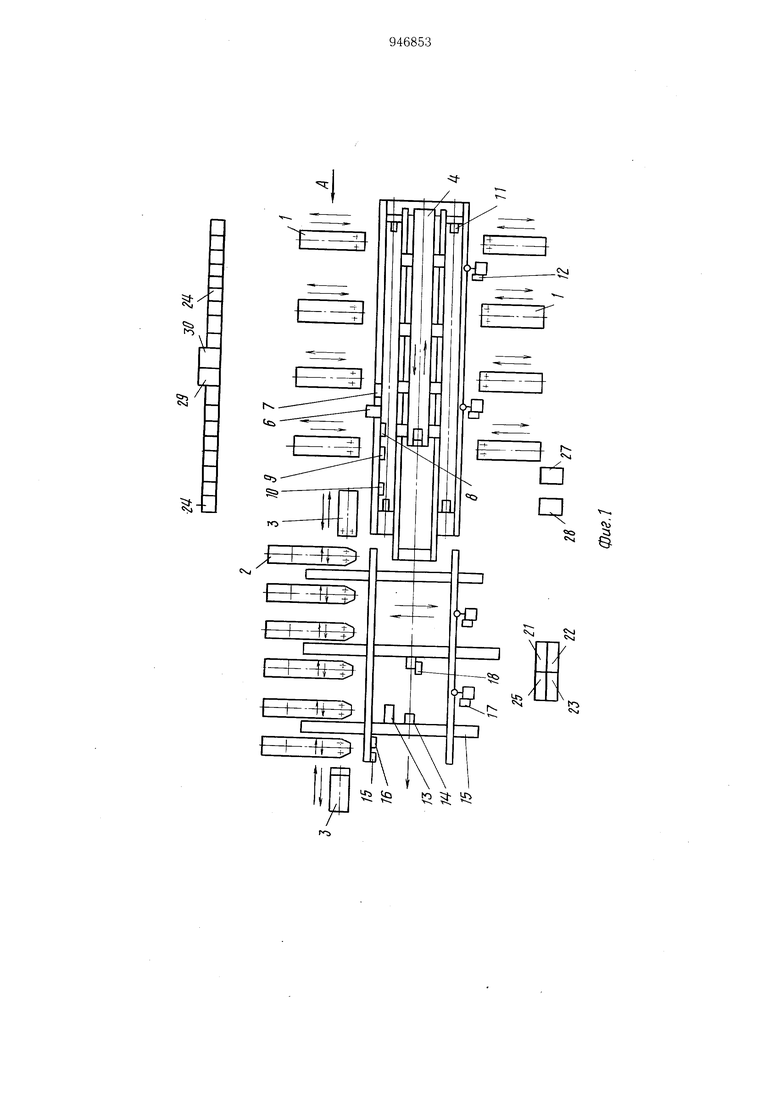
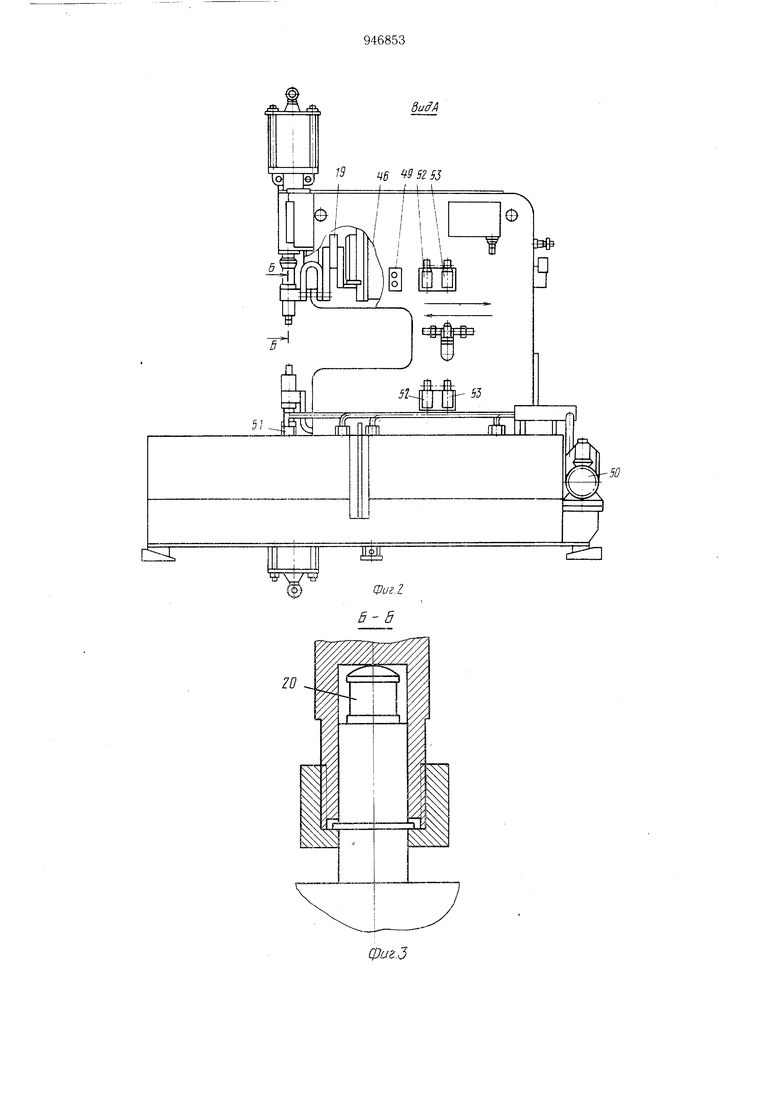
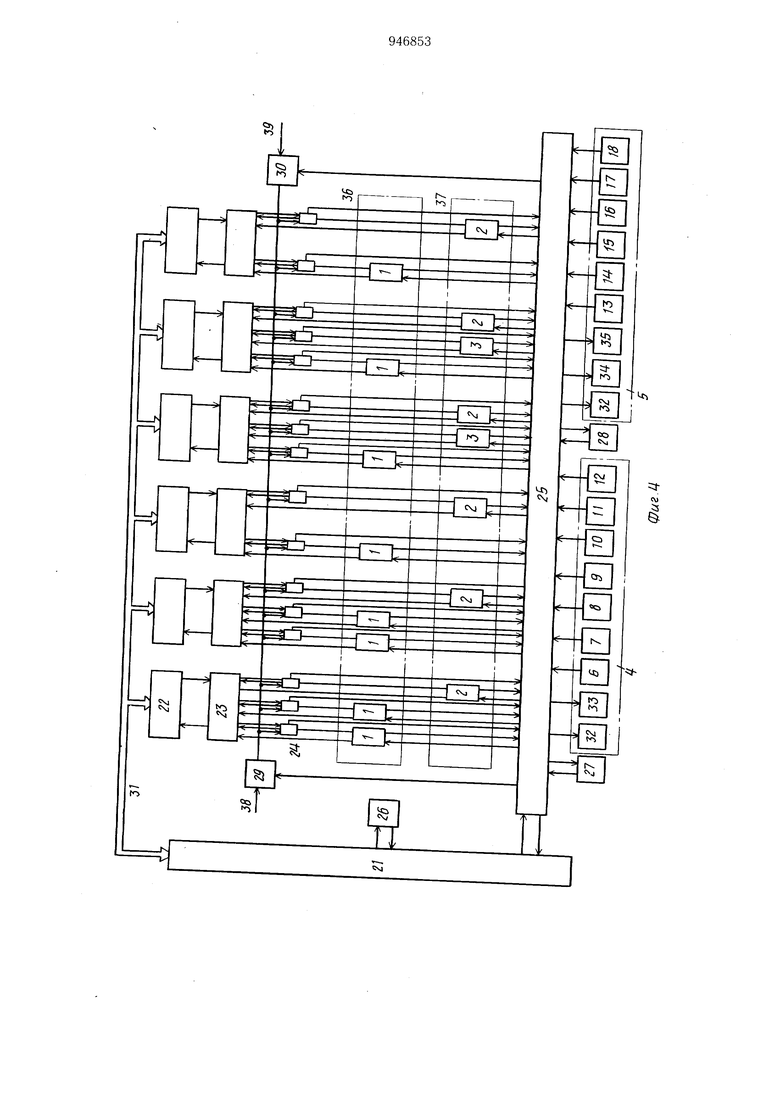
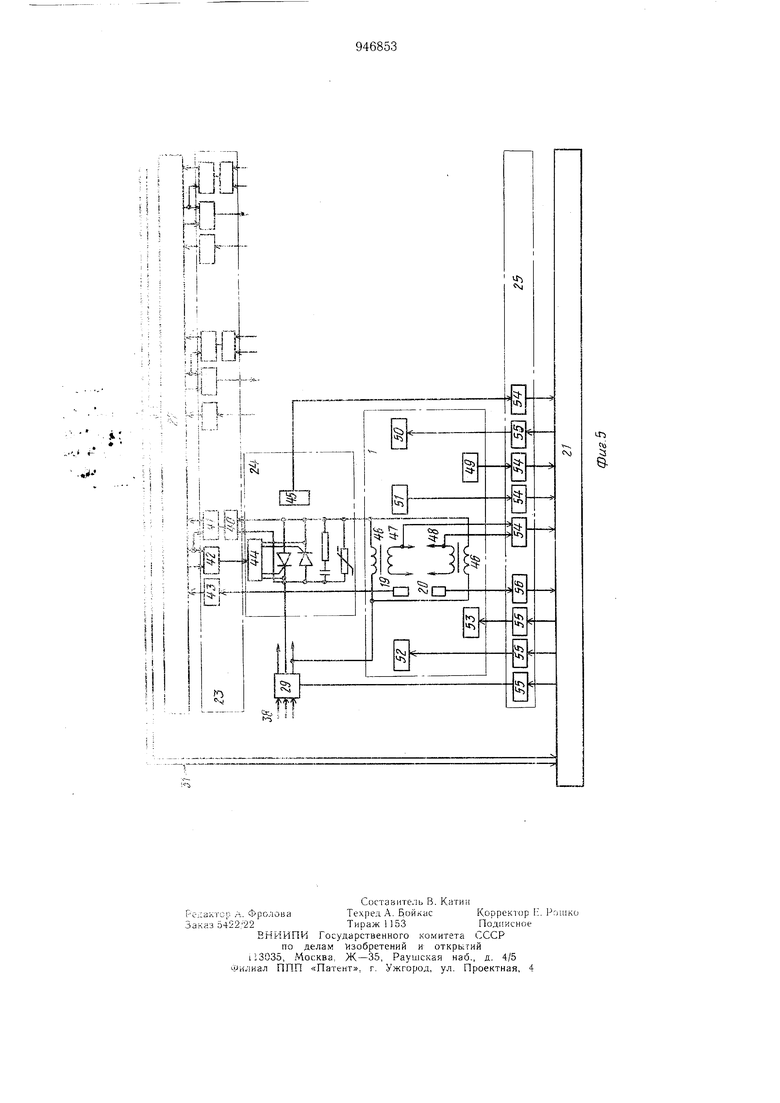
Поставленная цель достигается те.м, что в систему управления поточной линией контактной сварки, содержащую несколько автономных по управлению потоков, объединенных транспортирующини устройствами, сварочные машины, микро-электронно-вычислительные машины со своими устройствами связи, контроллеры сварочного тока, элементы индикации места и причин сбоев, введен программно-управляемый коммутатор, включенный между соответствующими сварочными машинами и контроллерами сварочного тока, при этом контроллеры сварочного тока соединены со входами микро-ЭВМ. На фиг. 1 изображена поточная линия контактной сварки боковых стен грузовых полувагонов с расположение. датчиков и устройств системы управления, в плане; на фиг. 2 - вид по стрелке А на фиг. 1 (расположение датчика тока на сварочной маП1ине); на фиг. 3 - разрез Б-Б на фиг. 2 (расположение датчика усилия сжатия электрода); на фиг. 4 - структурная схема системы управления линией; на фиг. 5 - структурная схема связи контроллера и микро-ЭВМ с тиристорным контактором сварочной .машиной и устройством автоматического отключения. Линия состоит из двух автономных по управлению потоков. На первом потоке установлены подвижные двухточечные машины 1 для контактной сварки, на втором потоке- поворотные вокруг своей оси двухточечные мaпJины 2 для контактной сварки и подвижные двухточечные машины 3, аналогичные машина.м 1. Машины каждого потока объединены транспортируюшими устройства.ми 4 и 5, осуществляющими продольное передвижение изделия на первом потоке и. в поперечном направлении на втором потоке. Связь .между потоками также осуществляется транспортируюшими устройства.ми 4 и 5. На транспортирующем устройстве 4 первого потока размещены кодовый датчик 6 положения транспортирующего устройства; датчик 7 устройства регулирования начала отсчета кодового датчика 6, датчики 8- 10 наличия изделия на транспортирующем устройстве; датчики 11 устройства контроля положения нижних электродов сварочных мап1ин 1; датчики 12 устройства, ориентируюшего изделие на нервом потоке в поперечном направлении относительно оси линии. На транспортирующем устройстве 5 второго потока размещены кодовый датчик 13 положения транспортирующего устройства, датчик 14 устройства регулирования начала отсчета кодового датчика 13, датчики 15 и 16 наличия изделия на транспортирующем устройстве; датчик 17 устройства, ориентирующего изделие на втором потоке в поперечном направлении отпосительно оси линии; датчик 18 устройства, ориентирующего изделие на втором потоке в продольном направлении относительно, оси линии. На каждой сварочной машине в сварочном контуре установлено по одному датчику 19 тина пояса Роговского (фиг. 2), а в каждом электрододержателё-установлен датчик 20 усилия сжатия электрода (фиг. 3). Система управления поточной линией (фиг. 4) также содержит с микро-ЭВМ 21, контроллеры 22 сварочного тока, элементы 23 связи контроллеров с объектами управления; тиристорные контакторы 24, устройство 25 связи микро-ЭВМ с объектами управления, устройство 26 индикации места и причины сбоя, пульт 27 управления первым потоком, пульт 28 управления вторым потоком, устройства 29 и 30 автоматического отключения сварочных машин от питающей сети, магистральный канал 31 связи микро-ЭВМ и контроллеров 22; исполнительные устройства 32 приводов передвижения транспортирующих устройств; исполнительное устройство 33 устройства, ориентирующего изделие на перво.м потоке в поперечном направлении; исполнительные устройства 34 и 35 устройств, ориентируюш.их изделие на втором потоке соответственно в поперечном и продольном направлениях. На структурной схеме показано также распределение 36 и 37 сварочных машин первого и второго потоков по контроллерам 22 сварочного тока и трехфазные силовые вводы 38 и 39. Элементы 23 связи контроллеров 22 с объектами управления (фиг. 5) содержат блоки 40 трансформаторов, блоки 41 контроля угла проводимости тиристоров, блоки 42 импульсов управления, блоки 43 согласования уровня сигналов датчиков 19 тока сварочных .машин. Тиристорные контакторы 24 содержат блоки 44 формирования импульсов управления тиристорами, блоки 45 термозащиты. Каждая сварочная машина содержит, кроме датчика 19 тока и датчиков 20 усилия сжатия электродов два сварочных трансформатора 46 с переключателя.ми ступеней (не показаны), соединенные с верхней 47 и нижней 48 частями вторичного контура пульт 49 автономного управления сваркой исполнительное устройство 50 механизма передвижения подвижных сварочных машин 1 и 3 или механизма поворота поворотных сварочных машин 2 (фиг. 1), датчики 51 положения механизмов, исполнительное устройство 52 привода установочного пере.мещения электродов, исполнительное устройство 53 привода сжатия электродов. Устройство 25 связи микро-ЭВ.М 21 с объектами управления включает блоки 54 нормализации сигналов, блоки 55 усиления сигналов и блоки 56 формирования сигналов. Система управления поточной линией работает следующим образом.
С пультов 27 и 28 управления потоками 4 и 5 задается один из трех режимов работы для каждого потока: автоматический, ручной или автономный. В автоматическом режиме работы по командам с нультов 27 и 28 управления и микро-ЭВМ 21 в соответстВИИ с заданными.заранее и введенными в память алгоритмами работы потоков управляет через устройство 25 связи исполнительными устройствами 32 приводов перемещения транспортирующих устройств 4 и 5, исполнительными устройствами 33-35 устройств ориентации изделий на потоках в поперечном и продольном направлениях, исполнительными устройствами 50 механизмов передвижения сварочных машин 1 и 3, исполнительными устройствами 52 и 53 приводов установочного перемещения и сжатия электродов сварочных машин 1-3.
Команды на изменение скорости транспортирующих устройств 4 и 5 и их останов, включение или отключение устройств ориентации, включение или отключение установочного хода электродов, включение или пропуск сварки отдельными сварочными машинами, выбор заранее заданной программы режима сварки в зависимости от изменения профиля, свариваемых деталей по толщине и изменения комбинации точек шунтирования формируются микро-ЭВМ в функции положения транспортирующих устройств потоков по информации, снимаемой с кодовых датчиков 6 и 13 положения соответствующих транспортирующих .устройств 4 и 5. Заранее заданные для любой пары свариваемых точек каждой сварочной машины программы нагрева (характер изменения действующего значения -сварочного тока, его величина и длительности прохождения) поступают из микро-ЭВМ 21 по магистральному каналу 31 связи в контроллеры 22 сварочного тока, которые представляют собой специализированные микро-ЭВМ. Канал 31 связи предназначен для управления работой шести контроллеров, и обмена управляющей, контрольной и служебной информацией между микро-ЭВМ и контрол.лерами под управлением микро-ЭВМ.
Каждый контроллер поочередно управляет нагревом группы сварочных машин, подключенных на одно и то же линейное напряжение трехфазных вводов 38 или 39. Очередность включения задается микро-ЭВМ 21 через канал 31 связи в виде специальных сигналов от контроллеров 22 на дополнительные входы блоков 41 контроля угла проводимости тиристоров и блоков 42 импульсов управления.
Таким образом обеспечивается включение нагрева сварочных машин обоих потоков очередями одновременно не более одной сварочной машины на контроллер. Например, в первой очереди может включаться нагрев щести сварочных машин 1
первого потока (фиг. 4), во второй оче)едн включается нагрев остави:и ся двух мапиш 1 первого потока и сварочных л апл-:н 3 второго потока и, наконец, в третью очередь включается нагрев шести сварочных маnJHH 2 второго потока. Если в процессе работы первыми оказались подготовленными к нагреву сварочные машины 2 п 3 BTOpoio потока, то в первую очередь включается нагрев mecTii мапщн 2, затем оставшиеся две машины 3 второго потока и две маи1ины 1 первого потока и, наконец, в третью очередь шесть .машин 1 первого потока.
Такой алгорит.м включения нагрева обеспечивает равномерную загрузку питающих трехфазных сетей 38 и 39 по мощности и практически не снижает производительности поточных линий из-за взаимной задержки начала нагрепа сварочных ма1пин 1 первого потока и мапп1Н 2 и 3 автономного по управлению второго потока.
Контроллеры 22 обеспечивают из.мерсние, вычисление, управление и регхмирование действующего значения сварочного тока по заранее заданном) алгоритму с точностью порядка 1 -2-/0.
Си1нал, пропо()циональный первой производной сварочного тока, снимается с датчика 19 тока типа пояса Роговского и через блок 43 согласования уровня усигпала устройства связи 23 с объектом поступает на вход контроллера 22.
Одновременно с выходом тиристорного контактора 24 через блок 40 трансформаторов и блок 41 контроля угла проводимости тиристоров в контроллер поступает информация о величине угла проводимости тиристоров за каждый полупериод включения. Кроме этого, блоки 40 и 41 формируют тактовые импульсы с длительностью положительного полупериода линейного напряжения, подводимого к данной сварочной м;;шине и тиристорному контактору от устройства 29 или 30 авто.матического отключения сварочных машин. Действующее значение сварочного тока, вычисленное контро.иером, сравнивается с заданным значением, введенным в контроллер из памяти микроЭВМ 21, по условию нагрева данной пары точек каждой сварочной машины, далее рассчитывается угол включения тиристоров контактора 24 и через блок 42 и.мпульсов управления и блок 44 форм)1рования импульсов включаются тиристоры контактора 24.
Регулирование действ ющего значения сварочного тока позволяет компенсировать колебание напряжения питающей сети, из.меиение активного и индуктивного сопротивлений сварочного контура.
Кроме этого, для всех возможных комбинаций точек шунтирования и сочетания толщин сваривае.мых дета,тей для каждой сварочной машины 1 -3 (фиг, 1) экспериментально определены оптимальные режимы нагрева, которые хранятея в памяти микроЭВМ 2 и по каналу 31 связи передаются вконтроллеры 22 в зависимости от кода датчика 6 или 13, который однозначно определяет положение транспортирующего устройства 4 или 5 относительно начала отсчета. Начало отсчета кодовых датчиков 6 и 13 может регулироваться в ограниченных пределах с помощью датчиков 7 и 18.
Микро-ЭВМ 21 одновременно управляет работой первого и второго потоков, а также выполняет -функции программатора временных интервалов цикла сварки всех сварочных .мащин линии.
Через заданное количество сваренных изделий, определенное экспериментальным путем, микро-ЭВМ автоматически вводит новые программы нагрева, учитывающие износ рабочей поверхности электродов. Такая поправка вводится несколько раз. Через определенное количество сваренных изделий, после ввода последней поправки, на пультах 27 и 28 управления на световых табло загорается надпись «Сменить электроды игнорирование которой приводит к автоматическому остановку линии.
В течение периода нагрева на цифровых индикаторах контроллеров высвечиваются номера сварочных машин и величина действующего значения сварочного тока, что позволяет обслуживаюп1ему персоналу осущестт влять визуальный контроль режима сварки. В процессе сварки микро-ЭВМ постоянно контролирует усилие сжатия электродов всех сварочных мащин в виде сигналов «Усилие в норме и «Уси.ше ниже нормы. Эти сигналы формируются блоками 56 устройства 25 связи микро-ЭВМ с объектом управления. Вся информация о сбоях и отказах системы управления и устройств линии через микро-ЭВМ поступает в устройство 26 индикации, на котором в цифровом виде высвечивается номер отказавщего устройства и причина сбоя или отказа.
При попадании .первичного напряжения во вторичный контур сварочных машин, что особенно опасно для обслуживающего персонала при разомкнутых электродах, сигнал от верхней 47 или нижней 48 части вторичного контура через блок 54 нормализации поступает в .микро-ЭВМ, которая с одной стороны через блоки 55 усиления отключает устройства 29 (30), снимая питание с линии, а с другой стороны посылает информацию на устройство 26 индикации. Такая же реакция системы управления возникает при перегреве тиристоров в тиристорных контакторах 24 и срабатывании блоков 45 термозащиты.
Система управления поточной линией контактной сварки обеспечивает увеличение производительности линии за счет исключения из технологического цикла операций по ежесменной настройке режимов сварки на каждой из 16 сварочных мащин с последующей сваркой и разрушением контрольных образцов, а также за счет более надежной работы системы управления и быстрого поиска места и причины сбоя с помощью устройства цифровой индикации.
Кроме того, система улучшает качество и повторяемость сварных соединений за счет автоматического измерения, вычисления и регулирования действующего значения сварочного тока с высокой точностью 1-2%; цифрового отсчета выдержек времени цикла сварки; контроля усилия сжатия электродов; учета влияния точек шунтирования и влияния износа рабочей поверхности электродов.
Система также обеспечивает возможность автоматической сварки изделий с переменным профилем по толщине свариваемых деталей.
Формула изобретения
Система управления поточной линией контактной сварки, содержащая несколько автономных по управлению потоков, объединенных транспортирующими устройствами, сварочные мащины, микро-ЭВМ со своими устройствами связи, контроллеры сварочного тока, элементы индикации места и причин сбоев, отличающаяся тем, что, с целью повышения производительности линии и повышения ее экономичности, в систему управления введен программно-управляемый коммутатор, включенный между соответствующими сварочными мащинами и контроллерами сварочного тока, при этом контроллеры сварочного тока соединены с входами микро-ЭВМ.
Источники информации, принятые во внимание при экспертизе
/1
§3
Ю
:H-|---ff
СЧ|
33
te
ч и
-Sc
.
СЧ1
Т
У5 SQ 5 3- ic
..)
«л
