(54) ПОТОЧНАЯ ЛИНИЯ КОЫТАКТНОЙ СВАРКИ УЗЛОВ ВАГОНА



| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
| Поточная линия контактной сварки узлов вагонов | 1973 |
|
SU549290A2 |
| Поточная линия для изготовления сварных конструкций типа крышек люков | 1972 |
|
SU527268A1 |
| Поточная линия | 1974 |
|
SU649530A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Устройство для контактной сварки | 1989 |
|
SU1698012A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU625820A1 |
| Машина для контактной сварки | 1979 |
|
SU770697A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
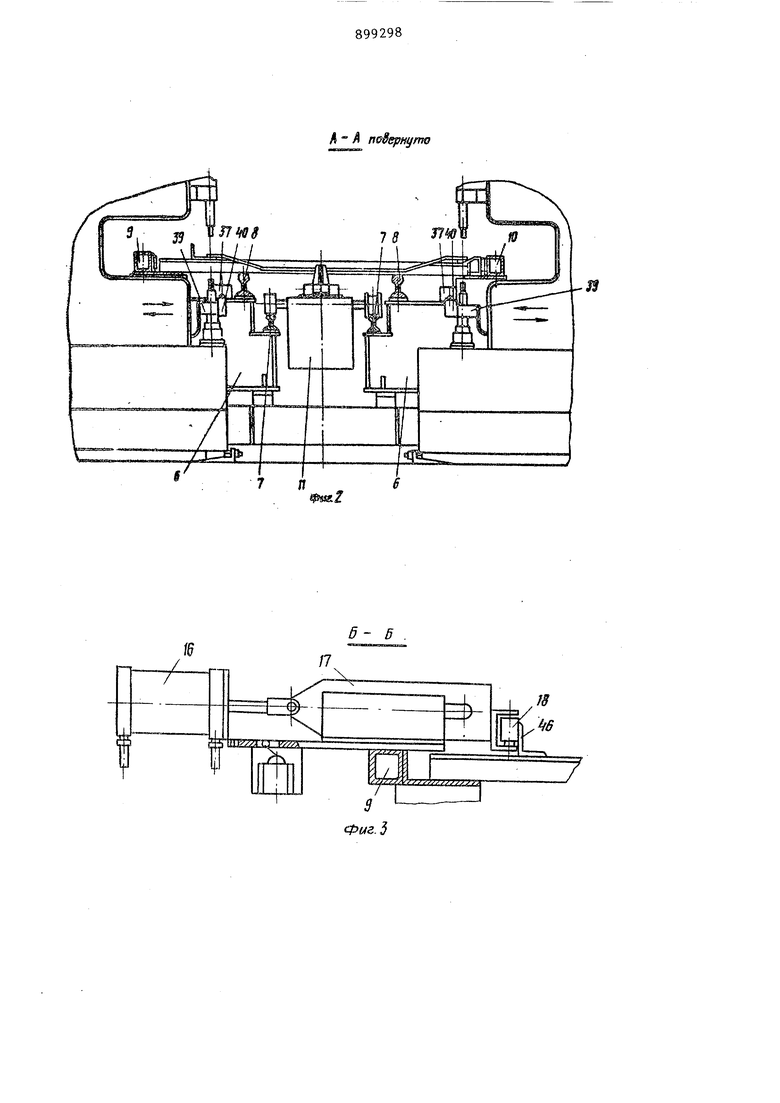



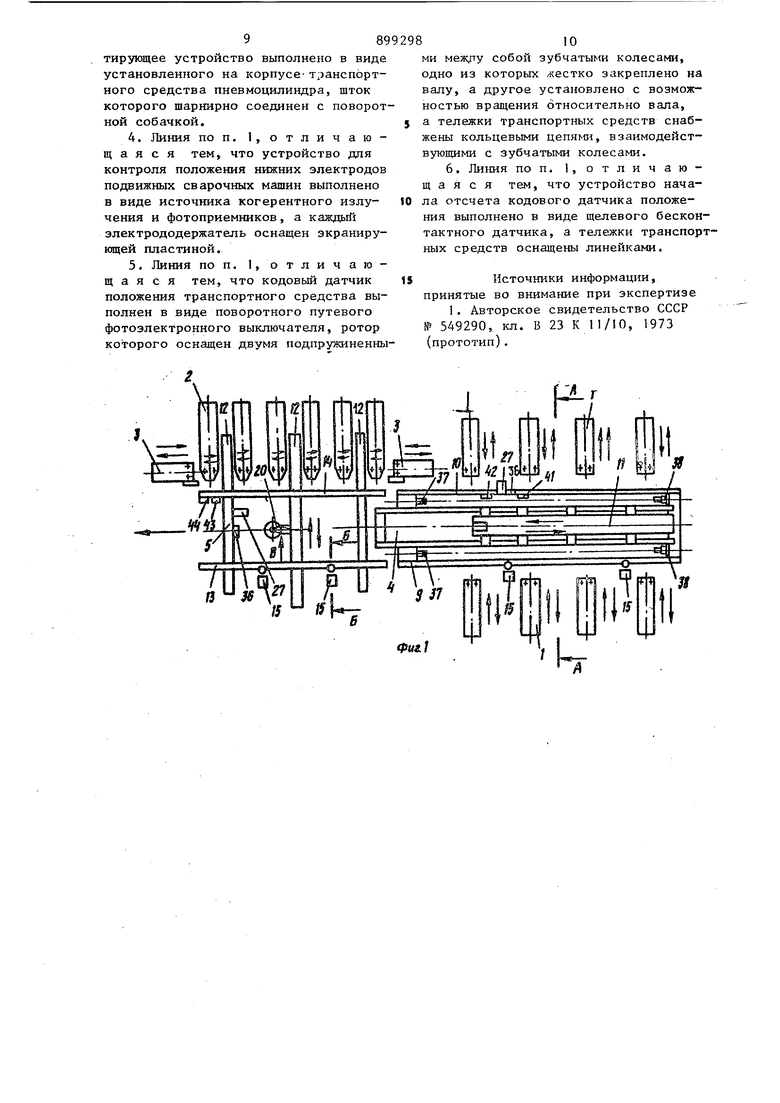
Изобретение относится к контактной точечной сварке и может быть использовано при изготовлении узлов ку зова цельнометаллического полувагона По основному авт.св. N 549290 известна поточная линия контактной сва ки узлов ва.гона, пpeи ryщecтвeннo боковой стены кузова грузового цельнометаллического полувагона, содержаща связанные транспортными средствами машины для контактной точечной сварки и выполненная из двух потоков,при чем на первом потоке по обе стороны от транспортного средства расположены машины для контактной точечной сварки, установленные с возможностью перемещения в направлении, перпендикулярном направлению потока, а на втором потоке, перпендикулярном первому потоку, расположены, машины для контактной точечной сварки, установленные с возможностью поворота относительно своей оси, и по обе стороны от поворотных машин друг против друга размещены машины для контактной точечной сварки, установленные с возможностью перемещения в направлении, перпендикулярном направлегото второго потока l . Так как изделие движется вдоль направляющих транспортных средств с некоторым зазором, то положение изделия относительно этих направляющих строго не выдерживается. Позтому подвижные сварочные ма11шны, установленные на первом и втором потоках линии, должны изменять свое положение от сварки к сварке, чтобы сохранить ряд точек. Это усложняет эксплуатацию лиНИИ. Кроме того, снижается качество изделий, так как сварная точка может оказаться близко к краям свариваемых элементов, либо вообще не попасть на один из свариваемых элеме|1тов. Во время передвижения изделия не обеспечивается выдача сведений о положении нижних электродов сварочных . машин первого потока. Эти электроды во время передвижения изделия не видны оператору. Так как при различных отказах нижние электроды любой свароч ной машины могут остаться в рабочем положении, то при перемещении изделия происходит поломка электродов или электрододержателей выступающими элементами изделия. Не обеспечивается выдача информа- ции о положении транспортных средств В любой точке от начала движения и на всем пути перемещения, поэтому включе ше транспортного средства в работу в этом случае возможно только, ручном режиме. Эти недостатки сшшают производительность линии, так как требуют частых остановок и вмешательства оператора; не исключен брак из-за значительных отклонений сварных точек от номинальных положений; значительны дополнительные расходы, вызванные по ломками электрододержателей. Цель изобретения - повышение производительности ЛИ1-ШИ, улучшение качества сварных соединений, снижение эксплуатационных расходов. V Поставленная цель достигается тем что поточная хшкия контактной сварки узлов вагонов снабжена поперечными ориентирующими устройствами, установленными на транспортных средствах первого и второго потоков, продольным ориентирующим устройством, установленным на транспортном средстве второго потока, устройствами для кон роля положения нижних электродов подвижных сварочных малмн, расположенными по обе стороны транспортного средства первого потока, кoдoвымIi датчиками положения транспортного средства каждого потока и устройства ми начала отсчета кодового датчика п ложений, соединенными системой управ ления. При этом поперечные ориентирзтощие устройства выполнены в виде установлен ного на боковых направляющих транспорт ных средств пневмоцшт:индра,на штоке ко торого закреплен толкатель с роликом Продольное ориентирующее устройст во выполнено в виде установленного н корпусе транспортного средства пневм цилиндра, шток которого шарнирно соединен с поворотной собачкой. Устройство для контроля положения 1р1жних электродов подвижных сварочых машин выполнено в виде источника огерентного излучения и фотоприемниов, а каждый электрододержатель оснаен экранирующей пластиной. Кодовый датчик положения транспортого средства выполнен в виде повоотного путевого фотоэлектронного вылючателя, ротор которого оснащен двуя подпружиненными между собой зубатыми колесами, одно из которых жесто закреплено на валу, а другое установлено с возможностью вращения отосительно вала, а телелки транспортных средств снабжены кольцевыми цепями, взаимодействующими с зубчатыми колесами. Устройство начала отсчета кодового датчика положения выполнено в виде щелевого бесконтактного датчика, а тележки транспортных средств оснаще 1Ы линейками. На фиг. 1 изображена поточная ли-, 1ШЯ контактной сварки узлов вагонов (в плане); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (поперечное ориентирующее устройство); на фиг. 4 - вид В на фиг. 1 (продольное ориентирующее устройство); на фиг. 5 - относительное расположение электрододержателей с экранирующими пластинами и устройства контроля положения нижних электродов подвижных сварочных машин; на фиг. 6 - тележка транспортного средства, расположение цепей привода кодового датчика и устройства начала отсчета на фиг. 7 - разрез Г-Г на фиг. 6 (установка кодового датчика); на фиг. 8 - разрез Д-Д на фиг. 6 (установка устройства начала отсчета) ; на фиг. 9 - свариваемое изделие. На первом потоке линии установлены подвижные двухточечные сварочные машины I для контактной сварки,, на втором потоке установлены поворотные вокруг своей оси двухточечные машины 2 для контактной сварки и подвижные двухточечные машины 3,ан.апогичные машинам I. Оба потока объединены транспортт,к1к средствами 4 и 5, осуществляющими продольное передвижение изделия на первом потоке и в поперечном направлении на втором потоке. Транспортное средство первого потока представляет собой металлоконструкцию, состоящую из тумб 6, на которых укреплены рельсы 7 и 8 и бо-i ковые направляющие 9 и 10. По рельсам 7 передвигается подающая тележка 1 1 .
Транспортное средство второго потока также представляет собой металлоконструкцию, по рельсам которой синхронно перемещаются три тележки 12, на которых укреплены направляющие 13 и 14, по конструкции аналогичные направляющим 9 и 10. На направляющИ 9 и 10 транспортных средств укреплены поперечные ориентирующие устройства 15, так как движение их перпендикулярно оси поточной линии. Ориентирующее устройство 5 содержит пневмоцилиндр 16, шток которого соединен с толкателем 17, на конце которого укреплен ролик 18. На тумбе 19 транспортного средства второго потока укреплено продольное ориентирующее устройство 20, которое со держит пневмоцилиндр 21, соединенный с собачкой 22. На тележке 11 и одной из тележек 12 закреплены кронштейны 23, между которьи-м naTHiiyTU цепи 24 и 25. На тумбах 26 установлены кодовые датчики 27, на конце вра1дающегося вала 28 датчиков 27 установлены зубчатые колеса 29 и 30, причем колесо 29 сидит на валу на шпонке 31 а колесо 30 - на подшипнике 32. Межд колесами установлена пружина 33. На тележках 11 и 12 укреплена линейка 34, а на тумбе 26 установлен при помощи кронштейна 35 щелевой бесконтактный датчик 36. Устройство контроля положения ниж них электродов подвижных сварочных машин I состоит из источников когерентного излучения 37 и фотоприемников 38. На каждом из нижних электрододержателей 39 сварочных машин 1 укреплена экранирующая пластина 40. На транспортных средствах 4 и 5 установлены датчики 41-44, срабатыва ющие в зависимости от положения изде лия на транспортном средстве и управ ляюшде через систему управления опре деленными исполнительными механизмами линии. Свариваемое изделие - боковая стена кузова грузового цельнометаллического полувагона - представляет собой раму, образованную верхней 45 и нижней 46 обвязками, угловыми 47 и 48 и промежуточными 49 стойками; к раме точечной сваркой приваривается лист 50. На первом потоке линии сварочные машины 1 производят приварку верхней 45 и нижней 46 обвязок боковой стены, на втором потоке сварочные машины 2 одновременно ведут приварку
всех промежуточных стоек 49, а машины 3 приваривают лист 50 к угловым стойкам 47 и 48, при поперечном передвижении боковой стены.
Поточная линия работает следующим
образом.
Боковая стена подается на первый поток по направляю1цим 9 и 10 и поддерживается на рельсах В. Как только боковая стена подойдет к датчику 41,
дается команда и срабатывают поперечные ориентирующие устройства 15 первого потока. При этом пневмоцилиндр 16 через толкатель 17 прижимает ролик 18 к нижней обвязке 46 боковой стены. занимая положение, показанное на фиг. 3. Так как стена продолжает двигаться, то она прижимается к направляющей 10 и таким образом занимает вполне определенное положение относительно транспортного средства первого потока. Как только боковая стена достигает датчика 42, поступает команда на ее остановку и на выход сварочных машин 1 ia свариваемый ряд (положение машин 1 и изделия после пыполнения этой команды показано на фиг. 2). Дальнейшее передвижение боковой сте« в соответствии с программой сварки осуществляет тележка I1 транспортного средства 4. Нри перемещении тележки 11 цепи 24 и 25 вращают входящие в зацеплегше с ними зубчатые колеса 29 и 30. Так как колесо 30 жестко соединено с валом 28, вал начинает вращаться, при этом кодовый датчик положения 27 выдает в систему управления определенный код, соответствующий положению тележки I в любой момент времени от начала движения. Так как зубчатые колеса 29 и 30 подпружинены друг относительно друга, то создается беззазорное зацепление цепей. Поэтому любое перемещение тележки 11 передается на вал 28, чем достигается большая точность выдачи команд с кодового датчика положения, а следовательно, и постановки сварных точек. Положение нижних электродов сварочных маишн перед каждым перемещением тележки 11 проверяется устройством для контроля. Если луч от источника излучения 37 перекрыт хотя бы одной из экранирующих пластин 40, в систему управления дается запрет на перемещение тележки 11. Необходимость в этом вызвана тем, что боковая стена расположена промежуточными стойками вниз, и если электрододержатели 39 по каким-либо причинам останутся в верхнем положении, при передвижении боковой стены произойдет их поломка. Учитьшая, что боковая стена имеет весьма значительные размеры в длину, для получения четких команд применены источники когерентного излучения (лазеры) 37 и фотоприемники 38. После завершения сварки на первом потоке, сварочные машины 1 возвращаются в исходное положение, а боковая сТена тележкой 1 Г передается на второй поток. При достижении боковой стеной датчика 43, дается команда на включение поперечного ориентирующего устройства 15 второго потока, и боковая стена прижимается к направляющим 14.- При дальнейшем движении, боковая стена достигает датчика 44, который дает команду на срабатывание продольного ориентирующего устройства 20. Пневмоцилиндр 21, поворачивая собачку 22, упирается в промежуточную стойку 49 боковой стены и устанавливает ее в заданное положение. Таким образом, ориентирующими-устройствами I5 и 20 достигается определенное положение боковой стены на втором потоке относительно транспортного средства 5 и машин 2 и 3. После этого дается команда на передвижение тележек 12 с боковой стеной в зону сварки, и в соответствии с программой сварки осуществляется приварка обпмвы 50 к угловым стойкам 47 и 48 и промежуточным стойкам 49. После сварки тележки 12 возвращают изделие в исходное положерше на второй позиции, откуда оно передается на дальнейшую обработку. Кодовьй датчик положения 27 транс портных тележек 12 выполнен аналогич но датчику положения транспортного средства первого потока. Бесконтактный щелевой датчик 36 соединен систе мой управления с кодовым датчиком, а линейка 34, входящая в прорезь датчи ка 36, имеет возможность перемещения относительно тележки 11. Для осущест вления регулировки кодового датчика достаточно перемещать линейку 34 в ту или иную сторону, что соответству ет изменению начала срабатьшания бес контактного датчика 36, а следовательно, и кодового датчика 27. Использование изобретения обеспечивает увеличение производительности линии, что достигается как точной ориентацией изделия относительно сварочных машин, вследствие чего отпадает необходимость в дополнительных корректировках положения сварочных машин относительно свариваемого щва, так и уменьшением простоев линии, имеюпщх место при поломке нижних электродов на первом потоке; повьшение качества свариваемого изделия за счет уменьшения отклонения положения сварных точек от номинального; снижение эксплуатационных расходов и увеличение срока службы приводов сжатия сварочных.машин за счет исключения поломки электродов; снижение расходов на изготовление и упрощение обслуживания за счет изменения конструкции устройства начала отсчета кодового датчика. Формула изобретения 1. Поточная линия контактной сварки узлов вагона по авт.св. № 549290, отличающаяся тем, что, с целью повышения производительности, улучшения качества и снижения эксплуатационных расходов, линия снабжена поперечными ориентирующими устройствами, установленными на транспортных средствах первого и второго потоков, продольным ориентирующим устройством, установленным на ,транспортном средстве, второго потока, 1устройствами для контроля положения нижних электродов подвижных сварочных машин, расположеннь1ми по обе стороны транспортного средства первого потока, кодовыми датчиками пол.ожения транспортного средства каждого потока и устройствами начала отсчета кодового датчика положения, соединенными системой управления. 2. Линия по п. 1, отличающаяся тем, что поперечные ориентирующие устройства выполнены в виде установленного на боковых направляющих транспортных средств пневмоцилиндра, на штоке которого закреплен толкатель с роликом. 3. Линия по п. 1, отличающая с я тем, что продольное ориентирующее устройство выполнено в виде установленного на корпусе- транспортного средства пневмоцилиндра, шток которого шарнирно соединен с поворот ной собачкой. 4.Линия по п. 1, отличающая с я тем, что устройство для контроля положения нижних электродов подвижнь1х сварочных машин выполнено в виде источника когерентного излучения и фотоприемников, а каждый электрододержатель оснащен экранирующей пластиной. 5.Линия по п. 1,отличающ а я с я тем, что кодовый датчик положения транспортного средства выполнен в виде поворотного путевого фотоэлектронного выключателя, ротор которого оснащен двумя подпружиненны ми меяуту собой зубчатыми колесами, одно из которых жестко закреплено на валу, а другое установлено с возможностью вращения относительно вала, а тележки транспортных средств снабжены кольцевыми цепяьп, взаимодействующими с зубчатыми колесами. 6. Линия по п. 1, отличающаяся тем, что устройство начала отсчета кодового датчика положения выполнено в виде щелевого бесконтактного датчика, а тележки транспортных средств оснащены линейками. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 549290, кл. В 23 К 11/10, 1973 (прототип).
iS
Л
6- 5 .
фиг. 5
Вид В
J7 4 1{б
z$,w
Р
ТТ/Л /УТТ/
Куч лазера
П
Фиг. 5
к
/« 25 11,12
23
i
-,
Фиг. 6
фуг. 7
00
r
5$
уч ill
ъ
% 6
