Изобретение относится к области сварки, в частности к оборудованию для контактной точечной сварки, и может быть использовано при производстве арматурной сетки.
Установки для контактной сварки широко известны. Для производства многоячеистой арматурной сетки может, например, применяться машина МГМ-32 (см. "Сварка в машиностроении", т. 4./Под. ред. Ю.Н. Зорина. - М.: Машиностроение, 1979 г. , стр. 188), содержащая пять трансформаторов, соединенных с электродными головками, каждый трансформатор сваривает одновременно две точки.
К недостаткам известного устройства можно отнести его значительную стоимость и сложность, т.к. для увеличения количества свариваемых точек необходимо увеличивать количество сварочных трансформаторов.
Зарубежным аналогом предлагаемому техническому решению является установка для сварки арматурной сетки фирмы "Монета" (копия проспекта прилагается). Установка включает четыре трансформатора, которые одновременно сваривают шестнадцать точек - по четыре каждый. Однако из-за различных условий сварки до 20% свариваемых точек могут иметь непровар, и возникает необходимость их подваривания сварочными клещами. Кроме того, одновременно потребляемый ток достигает 24000 А.
Наиболее близким по конструкции к предлагаемому является устройство для многоточечной контактной сварки по а.с. СССР N 1696218. Устройство содержит один сварочный трансформатор, вторичная обмотка которого соединена с Xп парами сварочных электродов, каждый из которых снабжен собственным приводом. Включение сварочного тока производится тиристорным контактором, установленным в первичной цепи сварочного трансформатора. Основной решаемой задачей является регулирование сварочного тока в контурах X1...Xn, что позволяет создавать многоточечные машины для поточной линии с различной конфигурацией сварочных контуров для гарантированного качества сварки.
Недостатком известного устройства последовательной сварки является необходимость индивидуального регулирования сварочного тока в каждой из последовательно свариваемых точек вследствие шунтирования тока каждой последующей точки через все предыдущие и механическое задействование каждой пары электродов во вторичной цепи с помощью индивидуальных приводов.
Задача изобретения - обеспечение повышения качества сварки путем обеспечения последовательной сварки во всех точках с одинаковым сварочным током, исходного обеспечения надежного электрического "холодного" контакта всех точек, подлежащих сварке, позволяющего избежать шунтирования свариваемых точек.
Поставленная задача решена тем, что в многоэлектродном устройстве для контактной сварки, включающем сварочный трансформатор, привод перемещения электродов, соединенных со вторичной обмоткой сварочного трансформатора, блок управления, тиристорные контакторы, каждый из n электродов соединен со вторичной обмоткой сварочного трансформатора через n-тиристорных контакторов, скоммутированных с n-канальным блоком управления, для обеспечения последовательной сварки каждой точки, при этом n электродов соединены общим приводом перемещения.
В отличие от прототипа в предложенном устройстве электроды соединены общим приводом сжатия, а подключение каждого электрода через тиристор обеспечивает последовательную сварку каждой точки.
Положительный эффект, обеспечиваемый совокупностью предложенных существенных признаков, заключается в следующем:
- повышении качества сварки, снижении стоимости оборудования;
- значительном упрощении конструкции и электросхемы;
- многократном увеличении производительности последовательной сварки за счет общего привода и способа переключения сварочного тока;
- резком снижении необходимой мощности силовой сети, уменьшении пиковых нагрузок;
- возможности жесткого контроля за сваркой каждой точки с обратной связью.
Изобретение иллюстрируется чертежом, где схематически изображено устройство.
Многоэлектродное устройство для контактной сварки включает сварочный трансформатор 1, подключенный к сети 380 В, первичная обмотка которого включается тиристорным контактором 2 при помощи блока управления 3. Вторичная обмотка трансформатора 1 через гибкие токопроводы 4 соединена с жесткими токопроводами 5, 6.
На охлаждаемом токопроводе 6 через изоляторы закрепленном на подвижной траверсе 7 приводом установлено n тиристорных контакторов 8, соединенных гибкими токопроводами 9 с электродами 10.
Каждый электрод 10 снабжен упругим элементом 11 для обеспечения контролируемого усилия прижима.
Для предохранения тиристорных контакторов 8 от пробоя во вторичной цепи установлен шунт 12.
Тиристорные контакторы 8, соединенные со вторичной обмоткой трансформатора 1, скоммутированы с блоком управления 3 через n выходов. Жесткий токопровод 5 одновременно является общим нижним электродом.
Устройство работает следующим образом.
Подвижная траверса 7 прижимает все верхние электроды 10 к нижнему (в данном случае - неподвижному) электроду 5, одновременно заневоливая все точки, подлежащие сварке.
Блок управления 3 через тиристорный контактор 2 включает первичную обмотку трансформатора 1, которая будет оставаться включенной в течение всего времени автоматического цикла сварки. Затем через n выходов блок управления 3 последовательно по заданному алгоритму включает n тиристорных контакторов 8, соединенных со вторичной обмоткой трансформатора 1. Осуществляется n точечных сварок. Обеспечиваются заданные параметры сварки каждой точки в автоматическом режиме.
После окончания сварки траверса 7 поднимается, изделие перемещается на шаг. Траверса 7 опускается, цикл повторяется.
При использовании устройства происходит сжатие одновременно одним приводом n контакторов, подлежащих сварке, а сварку производят последовательно в каждой точке.
Изобретение позволяет обеспечить надежный электрический "холодный" контакт всех точек, подлежащих сварке, при этом избежать шунтирования свариваемых точек.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПАРАМЕТРОВ РЕЖИМА ТОЧЕЧНОЙ СВАРКИ НА МНОГОТРАНСФОРМАТОРНОЙ МАШИНЕ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2113952C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ УЗЛОВ | 1995 |
|
RU2100160C1 |
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ МНОГОТРАНСФОРМАТОРНОЙ СВАРОЧНОЙ МАШИНЫ И СХЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2131340C1 |
| Устройство для контактной сварки с автоматическим регулированием процесса электронагрева | 1969 |
|
SU287725A1 |
| ТИРИСТОРНЫЙ КОММУТАТОР ТРАНСФОРМАТОРНОЙ НАГРУЗКИ | 2005 |
|
RU2281604C1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Устройство для контактной много-элЕКТРОдНОй СВАРКи | 1978 |
|
SU795814A1 |
Изобретение может быть использовано для контактной точечной сварки, где n пар сварочных электродов 5, 10 одновременно соединены со вторичной обмоткой сварочного трансформатора 1. Подвижные n электродов 10 соединены со вторичной обмоткой сварочного трансформатора 1 через n тиристорных контакторов 8. Контакторы скоммутированы с n-канальным блоком управления 3. Происходит последовательная сварка каждой точки, при этом n электродов соединены общим приводом перемещения. Применение предлагаемого изобретения позволяет повысить производительность и качество сварки изделий типа арматурной сетки. 1 ил.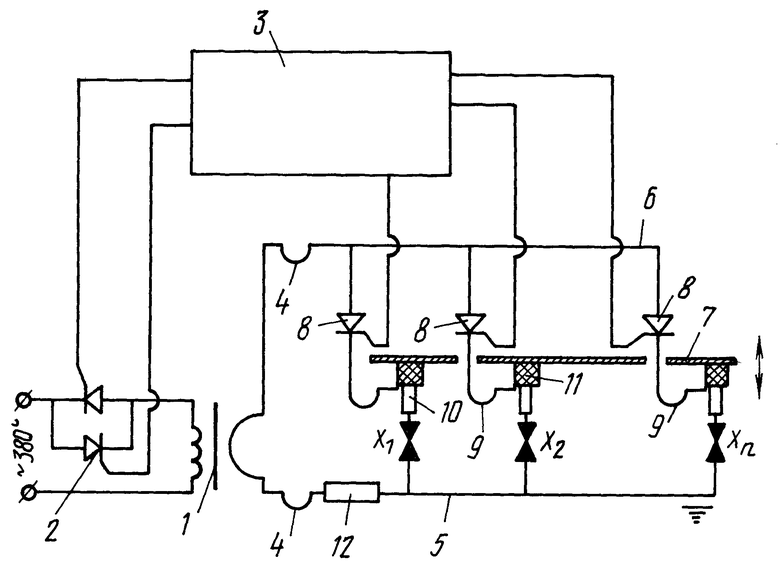
Многоэлектродное устройство для контактной сварки, включающее сварочный трансформатор, привод перемещения электродов, соединенных со вторичной обмоткой сварочного трансформатора, блок управления, тиристорные контакторы, отличающееся тем, что каждый из n-электродов соединен со вторичной обмоткой сварочного трансформатора через n-тиристорных контакторов, скоммутированных с n-канальным блоком управления для обеспечения последовательной сварки каждой точки, при этом n-электродов соединены общим приводом перемещения.
| Устройство для многоточечной контактной сварки | 1989 |
|
SU1696218A1 |
| Устройство для регулирования цикла сварки | 1983 |
|
SU1098714A1 |
| Источник питания для точечной сварки | 1981 |
|
SU984766A1 |
| Аксельрод Ф.А | |||
| и др | |||
| Контактная сварка | |||
| - М.: Высшая школа, 1964, с.304-306. | |||

