(5) УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ АБРАЗИВА НА ПОЛИРОВАЛЬНЫЕ КРУГИ
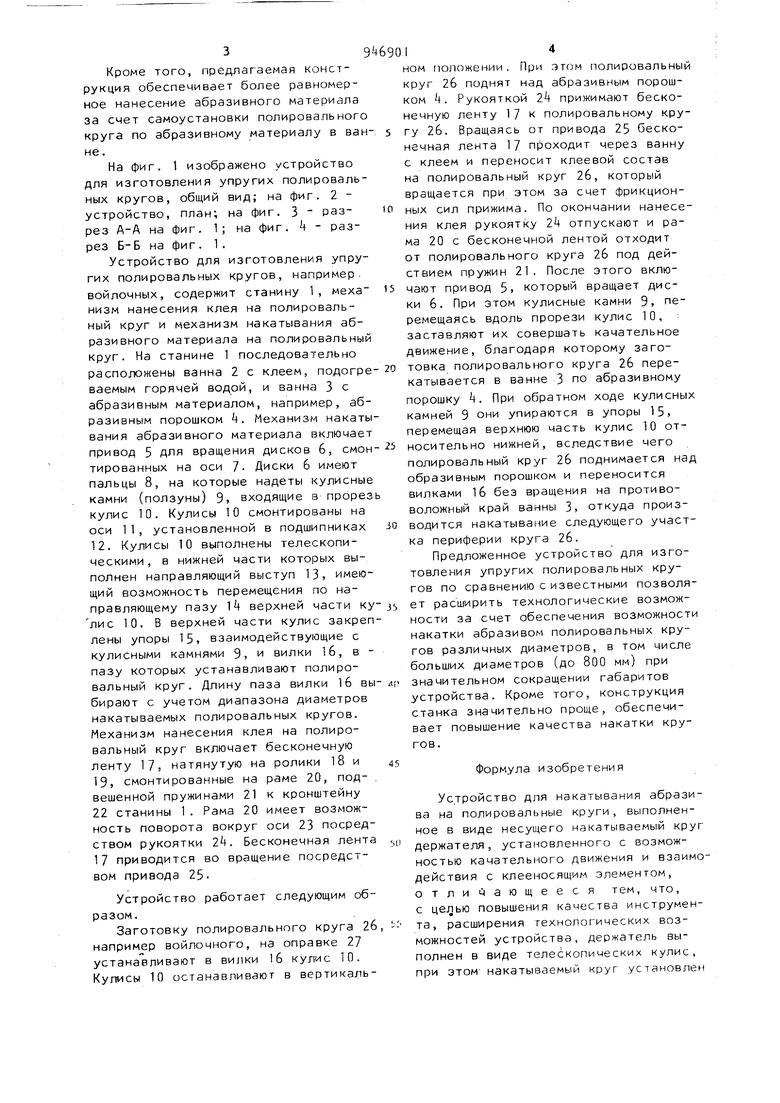
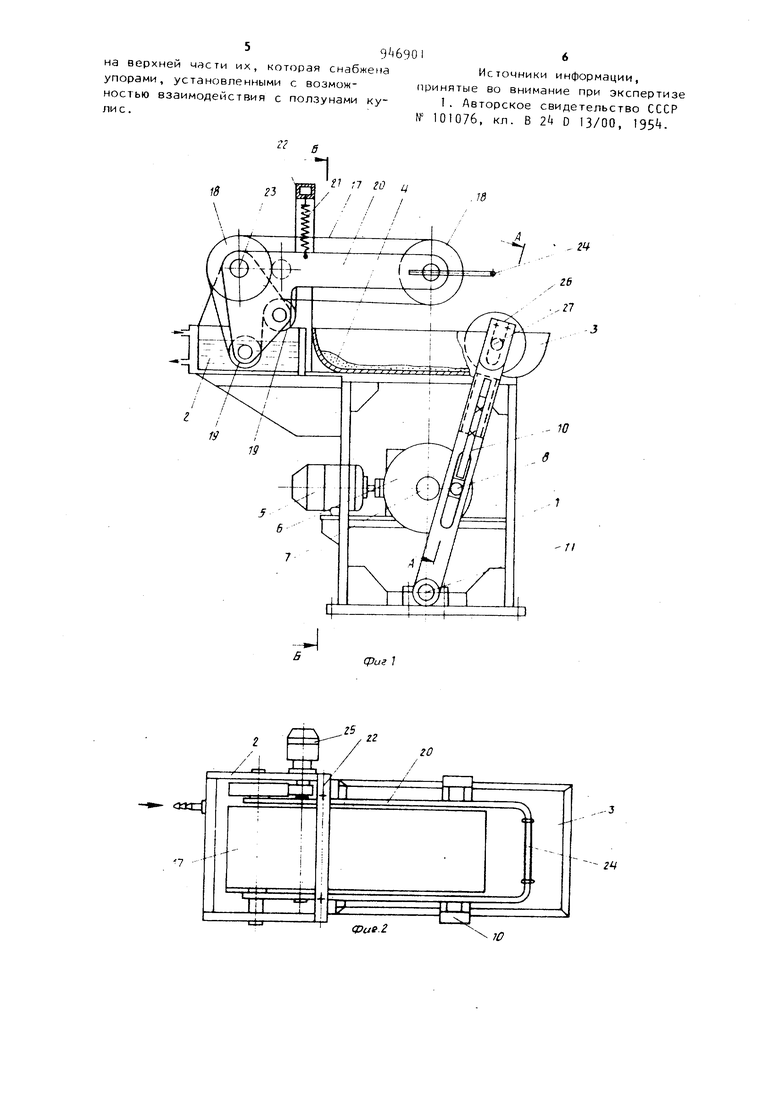
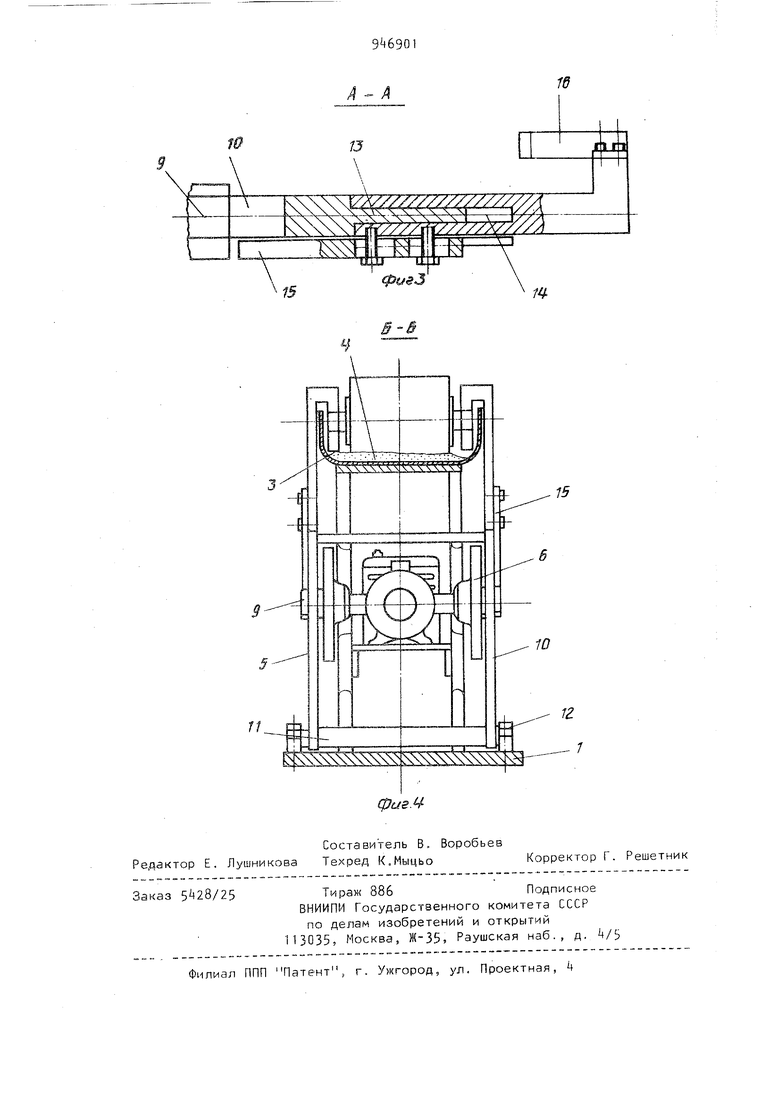
Изобретение относится к изготовлению абразивного инструмента. Известно устройство для накатывания абразива на полировальные круги, в котором ванне с абразивным порошком и ванне с клеем сообщается возвратнопоступательное перемещение, а накатываемый круг установлен в держателе, совершающем качательное движение, при этом происходит намазывание круга кле ем и перекатывание его в ванне Г1 1. Поскольку абразив в ванне может быть расположен неравномерно по толщи не, возможна пробуксовка круга, приво дящая к неравномерной накатке абразива. Возможный для накатывания диаметр полировального круга определяется длиной ванны, поскольку для данной . конструкции станка длина ванны должна быть не меньше длины окружности на катываемого круга. Таким образом, круги значительных диаметров накатывать невозможно, поскольку габариты станка становятся неприемлемы. Цель изобретения - повышение качества инструмента, расширение технологических возможностей устройства достигнута благодаря выполнению держателя накатываемого круга в виде телескопических кулис, верхняя часть которых, несущая накатываемый круг, снабжена упорами, установленными с возможностью взаимодействия с ползуном и кулис. Благодаря такому конструктивному выполнению становится возможным накатывание полировальных кругов и большого диаметра при сокращении габаритов ванны и, следовательно, всего устройства. Длина ванны при такой конструкции выбирается меньше длины окружности полировального круга в 2-2,5 раза, а накатывание периферии кругов больших диаметров, т.е. диаметров кругов, д.пина окружности которых значительно больше длины ванны, производится отдельными последовательными участками периферии круга. Кроме того, предлагаемая конструкция обеспечивает более равномерное нанесение абразивного материала за счет самоустановки полировального круга по абразивному материалу в ван не. На фиг. 1 изображено устройство для изготовления упругих полировальных кругов, общий вид; на фиг. 2 устройство, план; на фиг, 3 разрез А-А на фиг. 1; на фиг. k - разрез Б-Б на фиг. 1. Устройство для изготовления упругих полировальных кругов, например, войлочных, содержит станину 1, меха низм нанесения клея на полировальный круг и механизм накатывания абразивного материала на полировальный круг. На станине 1 последовательно расположены ванна 2 с клеем, подогре- 20 ваемым горячей водой, и ванна 3 с абразивным материалом, например, абразивным порошком k. Механизм накатывания абразивного материала включает привод 5 для вращения дисков 6, смон тированных на оси 7- Диски 6 имеют пальцы 8, на которые надеты кулисные камни (ползуны) 9, входящие в прорез кулис 10. Кулисы 10 смонтированы на оси 11, установленной в подшипниках 12. Кулисы 10 выполнены телескопическими , в нижней части которых выполнен направляющий выступ 13, имеющий возможность перемещения по направляющему пазу 1А верхней части ку лис 10. В верхней части кулис закреп лены упоры 15, взаимодействующие с кулисными камнями 9, и вилки 1б, в пазу которых устанавливают полировальный круг. Длину паза вилки 16 вы биракзт с учетом диапазона диаметров накатываемых полировальных кругов. Механизм нанесения клея на полировальный круг включает бесконечную ленту 17, натянутую на ролики 18 и 19, смонтированные на раме 20, подвешенной пружинами 21 к кронштейну 22 станины 1 . Рама 20 имеет возможность поворота вокруг оси 23 посредством рукоятки 2. Бесконечная лента 17 приводится во вращение посредством привода 25. Устройство работает следующим образом. Заготовку полировального круга 2б например войлочного, на оправке 27 устанавливают в вилки 16 кулис 10. Кулисы 10 останавливают в вертикаль14ном положении. При этом полировальный круг 2б поднят над абразивным порошком 4. Рукояткой 2k прижимают бесконечную ленту 17 к полировальному кругу 26. Вращаясь от привода 25 бесконечная лента 17 проходит через ванну с клеем и переносит клеевой состав на полировальный круг 26, который вращается при этом за счет фрикционных сил прижима. По окончании нанесения клея рукоятку 24 отпускают и рама 20 с бесконечной лентой отходит от полировального круга 2б под действием пружин 21, После этого включают привод 5, который вращает диски 6. При этом кулисные камни 9, перемещаясь вдоль прорези кулис 10, заставляют их совершать качательное движение, благодаря которому заготовка полировального круга 26 перекатывается в ванне 3 по абразивному порошку . При обратном ходе кулисных камней 9 они упираются в упоры 15, перемещая верхнюю часть кулис 10 относительно нижней, вследствие чего полировальный круг 26 поднимается над образивным порошком и переносится вилками 16 без вращения на противоволожный край ванны 3, откуда производится накатывание следующего участка периферии круга 26. Предложенное устройство для изготовления упругих полировальных кругов по сравнению с известными позволяет расширить технологические возможности за счет обеспечения возможности накатки абразивом полировальных кругов различных диаметров, в том числе больших диаметров (до ВОО мм) при значительном сокращении габаритов устройства. Кроме того, конструкция станка значительно проще, обеспечивает повышение качества накатки кругов. Формула изобретения Устройство для накатывания абразива на полировальные круги, выполненное в виде несуи его накатываемый круг держателя, установленного с возможностью качательного движения и взаимодействия с клееносящим элементом, отли1 ающееся тем, что, с целью повышения качества инструмента, расширения технологических возможностей устройства, держатель выполнен в виде телескопических кулис, при этом накатываемый круг установлен
59 69016
на верхней масти их, которая снабженаИсточники информации,
упорами, установленными с возмож-стринятые во внимание при экспертизе
ностью взаимодействия с ползунами ку-I . Авторское свидетельство СССР
В
зи
№ 101076, кл. В 2k D 13/00,
П
гч
