Изобретение относится к абразивной обработке и может быть использовано в электронной промышленности для нолировки тонкослойного металлического электрода из серебра после его вжигания на керамической плоскости ротора, например, в малогабаритных подстроечных конденсаторах.
Цель изобретения - повышение качества и производительности обработки путем непрерывной полировки без остановки для загрузки и прижима заготовок.
Устройство содержит многопозиционный шпиндель, на плоскости диска которого свер- ху расположены держатели пальцев. Шпиндель и полировальный круг расположены в горизонтальной плоскости и имеют попутное врашение. Держатели пальцев закреплены шарнирно, так как необходимо поднимать и опускать пальцы по ходу перемещения для захвата детали, прижатия ее к кругу, для подъема и снятия детали с круга и для подъема и опускания в ванны предварительной и чистовой очистки пальцев. Перемешаясь по поверхности полировального круга прижатия, деталь вращается пальцем посредством шкива от клиновидного ремня.
Обеспечение установленной технологической точности и чистоты полировки электрода ротора механическим способом достигается при применении в качестве смазочно- охлаждающей жидкости (СОЖ.) скипидара живичного. Поверхность полирова.чьного круга,частично очищается от отходов полировки очистителем, размещенным над поверхностью круга с движущейся бесконечной лентой из хлопчатобумажного бельтинга, нрижатой к кругу, одновременно смачиваю- ш.ей поверхность нанесением скипидара. Лента впитывает скипидар из ванночки очистителя, в которой поддерживается уровень дозировкой по мере расхода. Рабочая поверхность пальцев после схода с круга по ходу движения шпинделя очищается в ванночках грубой и тонкой очистки этиловым спиртом. Далее по ходу движения пальцы протираются насухо неподвижными роликами из фетра.
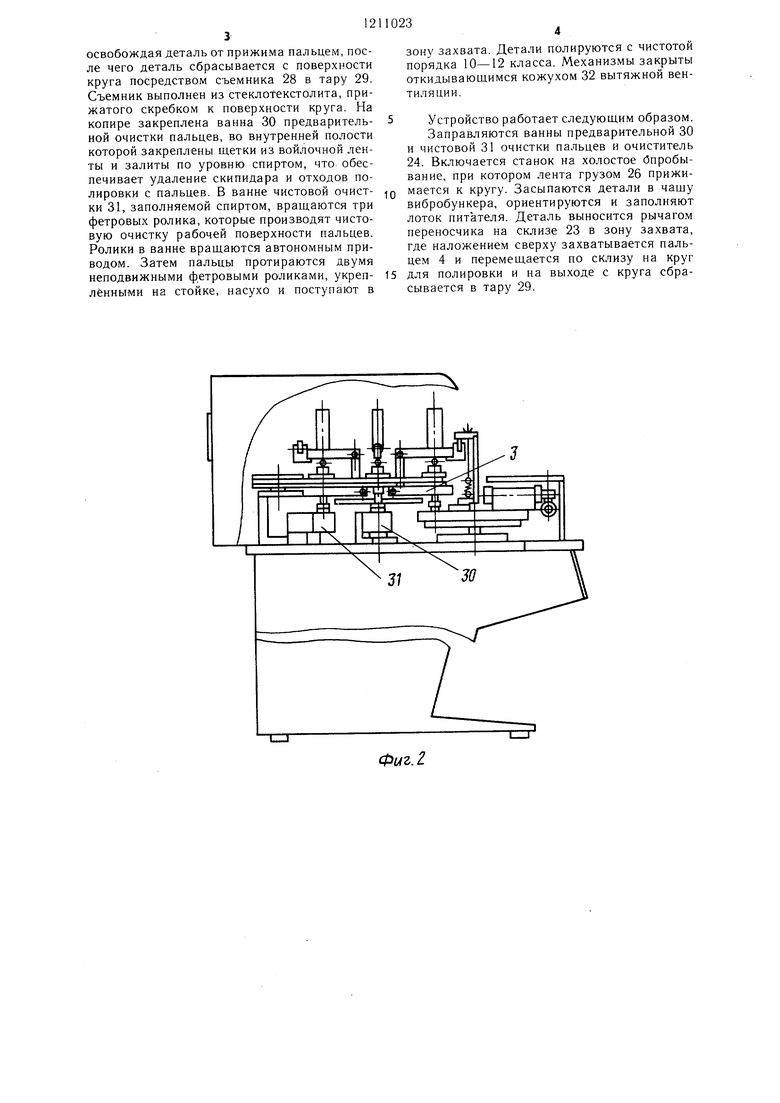
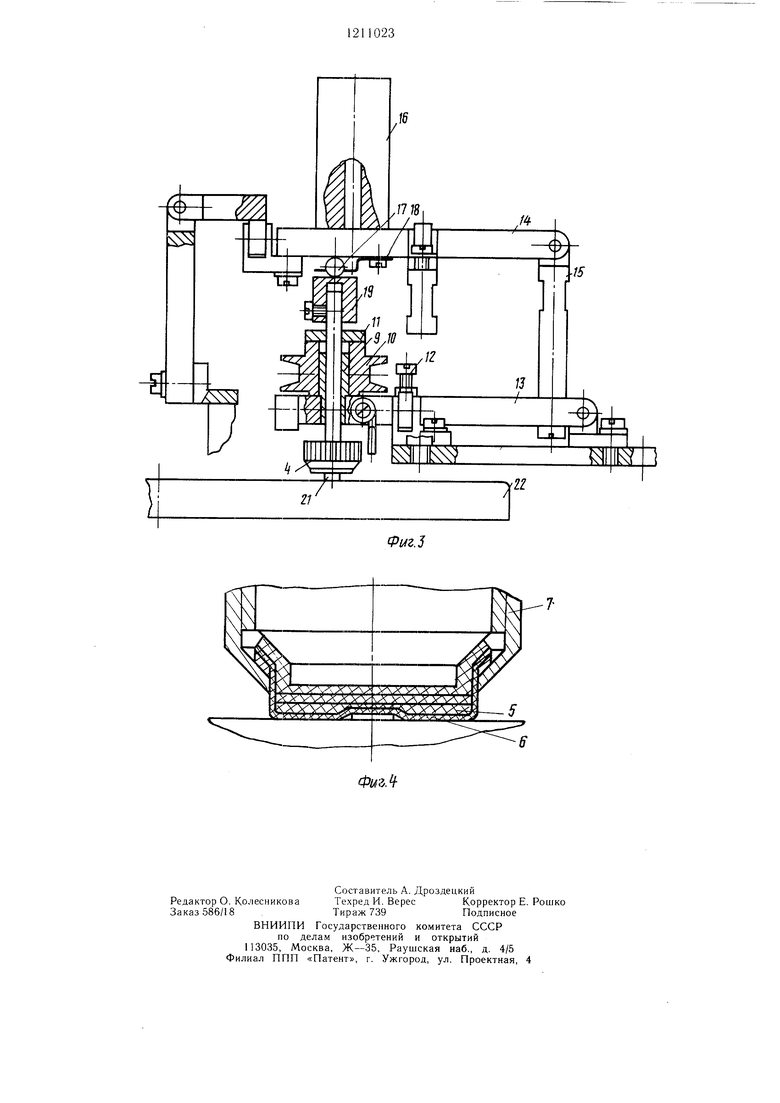
На фиг.1 представлена схема устройства, вид сверху; на фиг.2 - то же, вид сбоку; на фиг.З - узел держателя пальца с прижимаемой деталью к поверхности полировального круга; на фиг.4 - ycipyr-ий элемент держателя пальцев.
Устройство состоит из станины, на верхней плите которой смонтированы узлы и детали. В головке 1 захватами закрепляется полировальный круг из абразивного материала. Устройство позволяет посредством салазок в направляющих выдвигать круг из рабочей зоны и снимать как для очистки втертых отходов, так и для замены. Для привода круга головка имеет разъемное коническое зацепление под плитой станины. По оси симметрии с кругом на вертикально расположенном конце вала монтируется шпин0
5
0
5
дель 2, стопорящийся двумя винтами, несущий на себе несколько позиций держателей пальцев 3, закрен:1епных 1парнирно. Шарнирное крепление держателей позволяет поднимать и опускать нальцы по ходу их перемещения с помощью копиров. Шпиндель и круг имеют попутное вращение обкато.м, посредством щестеренчатой передачи под плитой. Пальцы перемещаются над половиной полировального круга. На торец пальцев 4 накладываются прокладки амортиза- циопной резины 5, которые закрываются полиэтиленовой пленкой 6, натягиваемой гайкой 7, создавая плоскую поверхность. В торцах пальцев при их наложении сверху на деталь образуется деформируемая в резиновых прокладках лунка но форме детали, ул,ерживающая деталь при перемещеппи как для механической подачи по склизу, так я на по; ировальном круге. При прижать:и детали пальцами к полировальному Kjjvry лунка образуется в цептре пальца до глубины, равной детали, и глубже не .может быть ввиду касания (по у юру) полиэтилена о поверхность круга, что стабильно поддерживает равномерное сн.ятие слоя серебра электрода и обеспечивает качество по, 1ировкп механическим способо.м. 1гальцы приводятся во вращение над кругом посредством клиновидного ремня 8.
Вран аюнлемуся от клиновидного ремня 8 на.чьцу во 9 Г1ередается сращение от ijjKHBa 10 через закре11.; енный стопо)ным ви(- том на пальце поводок П. Все держатели пальцев на 1ппинделе устанавливаются в одной горизонталь} ой плоскости посредством liHirroB упоров 2. Закрепленные щарнирно рычаги 13 и 14 соединены посредством стбй- ки 15. На стойку рычага 4 свобо.иго надевается груз 16, вес которого передается на палец прижатия детали к кругу щарик 17, удерживаемый сепаратором 18 через подпятник 19. Пальцы дополнительно прижимаются с деталью к кругу механизмом ново- 0 рота, выполненным в виде копира 20 с регулируемым усилие.м двух пружин для :г{астрой- ки. Полируемая деталь 21 перемещается по Kpyi-y 22 пальцем 4. Кромкк склиза 23 для перемещения детали па круг заостряется на нет. Кро.ме того устройство содержит очиститель 24, кото.рьш состоит из HjecTcpeH, роликов и лентопротяжного механизма, движение которого осуществляется от вала 25. Лента сшивается из хлопчатобумажного бельтинга, который легко впитывает и переносит СОЖ-скипидар и очищает поверхность круга от отходов полировки, не втертых, в поверхность круга. Лента к поверхности круга прижи.мается посредством груза 26. Верхняя поверхнос 1Ъ ленты очищается от отходов полировки врана.ающи.мся фетровым роликом, также переносящим из ванночки на ленту скипидар. На выходе с круга держатели пальцев приподнимаются, скользя по копиру 27, прикрепленному на стойке к плите.
0
5
5
0
5
освобождая деталь от прижима пальцем, после чего деталь сбрасывается с поверхности круга посредством съемника 28 в тару 29. Съемник выполнен из стеклотекстолита, прижатого скребком к поверхности круга. На копире закреплена ванна 30 предварительной очистки пальцев, во внутренней полости которой закреплены щетки из войлочной ленты и залиты по уровню спиртом, что обеспечивает удаление скипидара и отходов полировки с пальцев. В ванне чистовой очистки 31, заполняемой спиртом, вращаются три фетровых ролика, которые производят чистовую очистку рабочей поверхности пальцев. Ролики в ванне вращаются автономным приводом. Затем пальцы протираются двумя неподвижными фетровыми роликами, укреплёнными на стойке, насухо и поступают в
зону захвата. Детали полируются с чистотой порядка 10-12 класса. Механизмы закрыты откидывающимся кожухом 32 вытяжной вентиляции.
Устройство работает следующим образом.
Заправляются ванны предварительной 30
и чистовой 31 очистки пальцев и очиститель
24. Включается станок на холостое Опробывание, при котором лента грузом 26 прижимается к кругу. Засыпаются детали в чашу вибробункера, ориентируются и заполняют лоток питателя. Деталь выносится рычагом переносчика на склизе 23 в зону захвата, где наложением сверху захватывается пальцем 4 и перемещается по склизу на круг
для полировки и на выходе с круга сбрасывается в тару 29.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полирования деталей | 1986 |
|
SU1335432A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТОЧНОЙ ОБЪЕМНОЙ ШТАМПОВКОЙ | 2004 |
|
RU2355503C2 |
| Устройство для полирования деталей | 1981 |
|
SU948633A2 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ШЛИФОВКИ И ПОЛИРОВКИ | 1972 |
|
SU349569A1 |
| Устройство для шлифования и полирования торцов деталей | 1990 |
|
SU1764956A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДЯНОГО ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2310552C2 |
| Установка для пропитки шлифовальных и полировальных кругов | 1984 |
|
SU1184569A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1967 |
|
SU203497A1 |
| ЛЕНТОЧНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 2014 |
|
RU2598409C2 |
| Полуавтоматический станок для шлифования и полирования деталей | 1950 |
|
SU91705A1 |

(puz.Z
| Устройство для обработки плоскихпОВЕРХНОСТЕй дЕТАлЕй | 1978 |
|
SU818837A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
