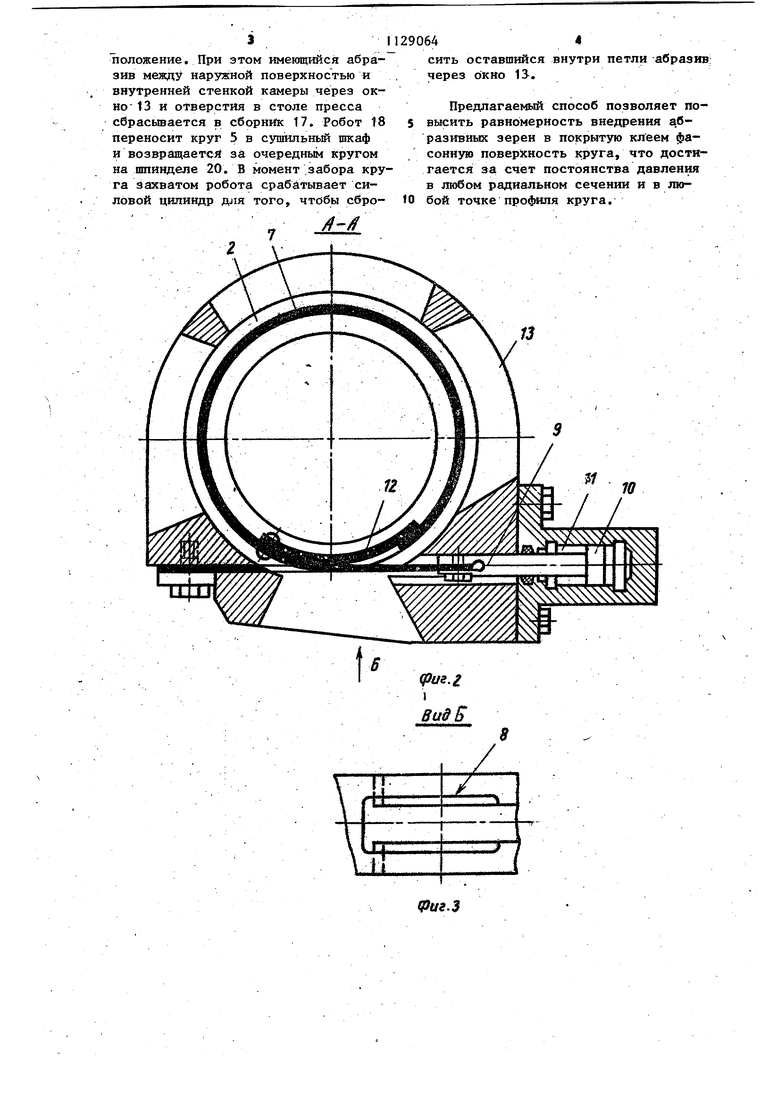
Изобретение относится к производству абразивного инструмента и может быть использовано в различных отраслях машиностроения. Известен способ нанесения абразива на войлочные круги прикатыванием роликом, согласно которому а0разив подйют между кругом и раскатыва1ощш4 роликом Щ. дднако прИ: накатывании профильных кругов вследствие разных скоростей на профильных уча;стках разных радиусов происходит наволакивание клеевой массы и абразива на отдельных участ ках, что снижает качество изделия. Цель изобретения - обеспечение пов1 1ения качества войлочных кругов за счет повышения равномерности внедрения абразивных зерен в покрыту клеем фасонную поверхиость круга Поставленная цель достигается тем что согласно способу нанесения абразива на войлочные круги, при котором между кругом и силовым элементом помещают абразив и внедряют .его в круг, в качестве, силового элемента берут ленту шириной, равной высоте накладываемого круга, лентой образуют петлю, указанной петлей опоясывают круг с образованием между ним и лентой зазора, в зазор засьтают абразив и внедрение его осуществля1ют путем затягивания петли На фиг. 1 изображена камера с силовым органом, осевой разрез на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - ввд В на фиг. 2, на фиг. 4 схема .установки, в которую составной частью входит устройство для нанесения абразива в Плане; на фиг. 5 разрез В-В на фиг. 4. Камера 1 с полостью 2 замыкается по торцу 3 крышкой 4. В полости 2 камеры размещены войлочный круг 5, слой окружающего его абразивного зерна 6, силовой орган в.виде металлической ленты 7 из пружинящего материала, петлеобразно опоясывающий круг 5. Один конец ленты со щелью 8 защемлен в прорези камеры, а второй ее конец пропущен через эту щель и подсоединен к штоку 9 поршня 10 силового цилиндра 11, установленного на камере 1. Щель 8 закрыта изогнутой створкой 12, закрепленной на внутренней стороне ленты 7 и прилегающей к ней с возможностью скольжения вдоль нее, Камера 1 снабжена радиальными окнами 13. . Устройство устанавливают на стол пресса 14, в хобот которого вмонтирова н силовой цилиндр с полым штокоМ 15, несущим с одной стороны крьшку 4, ас другой стороны приемник 16 бункера (не показан) с абразивом. Пресс 14 снабжен сборникбм 17 для абразива. В установку для нанесения арразива входят; про1«шшенный робот 18, устройство 19 для нанесения клея со шпинделем 20 под круг 5 накатной ролик 21, установленный поворотно с возможностыо возвратнопоступательного перемещения в направлении шпинделя 20 в клеевой ванне 22; сушильньй шкаф 23 для суг; и войлочных полировальных кругов с нанесенным на них клеем и абразивом. Установка.работает по программе следующим образом. Устанавливают круг 5 на шпиндель 20 устройства 19 и запускают в действие программу. Включается вращение ролика 21, осуществляется его подвод к кругу. При вращении в клеевой ванне ролик 21 наносит клей на поверхность круга. После окончания этой операции робот поворачивается по направлению (показано стрелкой на фиг. 4) к устройству 19,захватьгоает круг,пер.ёносит его к прессу 14, опускает в полость камеры 1, ограниченную петлей ленты 7, и отводитсй назад. Из бункера в приемник 16 высыпается порция абразивного зерна, заполняющего пространство между лентой и кругом. Излишки абразива захватом робота смахиваются в сборник 17, После этого камера закрывается крьшпсой 4, включается силовой цилиндр 11, затягивающий петлю ленты и прижимающий абразив к поверхности круга. В связи с тем, что глубина полости равна ширине ленты и высоте круга, зерно внедряется в тело круга из-за невозможности перемещения в других направлениях. Створка 12 при стягивании ленты перемещается вдоль полотна Ленты, прилегая к ней за счет того, что радиус его изгиба выполнен несколько больше радиуса кривизны петли ленты. По окончании цикла внедрения абразива в круг поршень силового цилиндра 11 возвращает ленту в исходное 3 положение. При этом именщийся абразив между наружной поверхностью и внутренней стенкой камеры через окно13 и отверстия в столе пресса сбрасьгоается в сборник 17. Робот 18 переносит круг 5 в сушильный шкаф и возвращаетсй за очередным кругом на шпинделе 20. В момент забора кру га захватом робота срабатывает силовой цилиндр для того, чтобы сброЛ64сить оставшийся внутри петли абразивчерез окно IS. Предлагаемый способ позволяет повысить равномерность внедрения абразивных зерен в покрытзгю клеем фаcoHHjra поверхность круга, что достигается за счет постоянства давления в лнй5ом радиальном сечении и в любой точке круга.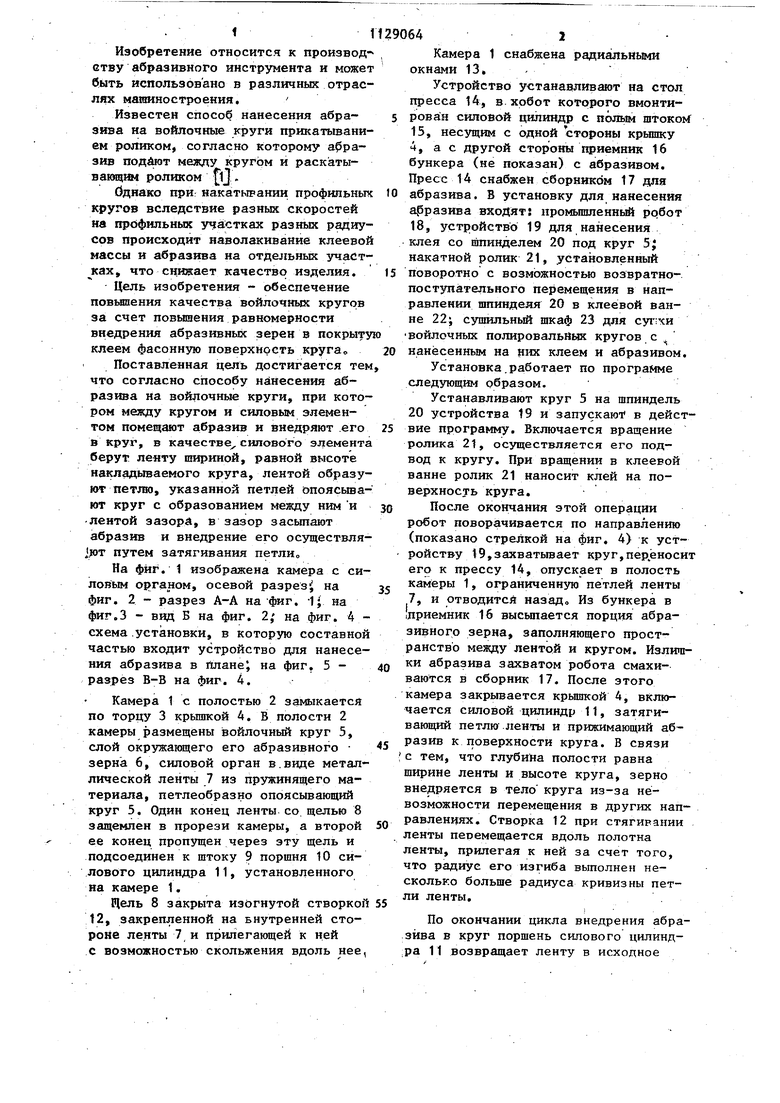
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания абразива на полировальные круги | 1981 |
|
SU946901A1 |
| Гибкий инструмент для абразивной обработки | 1986 |
|
SU1407781A1 |
| ГИБКОЕ АБРАЗИВНОЕ ПОЛОТНО, АБРАЗИВНО-КЛЕЕВАЯ КОМПОЗИЦИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2069144C1 |
| Устройство для нанесения абразива на войлочные полировальные круги | 1980 |
|
SU891413A1 |
| Абразивная масса для изготовления шлифовально-полировального инструмента | 1982 |
|
SU1007956A1 |
| Устройство для нанесения абразивного материала на войлочные полировальные круги | 1974 |
|
SU495198A1 |
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Устройство для нанесения абразива | 1986 |
|
SU1518018A1 |
| АНТИСТАТИЧЕСКИЙ ГИБКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ С КОМБИНИРОВАННОЙ ПОДЛОЖКОЙ | 2011 |
|
RU2583576C2 |
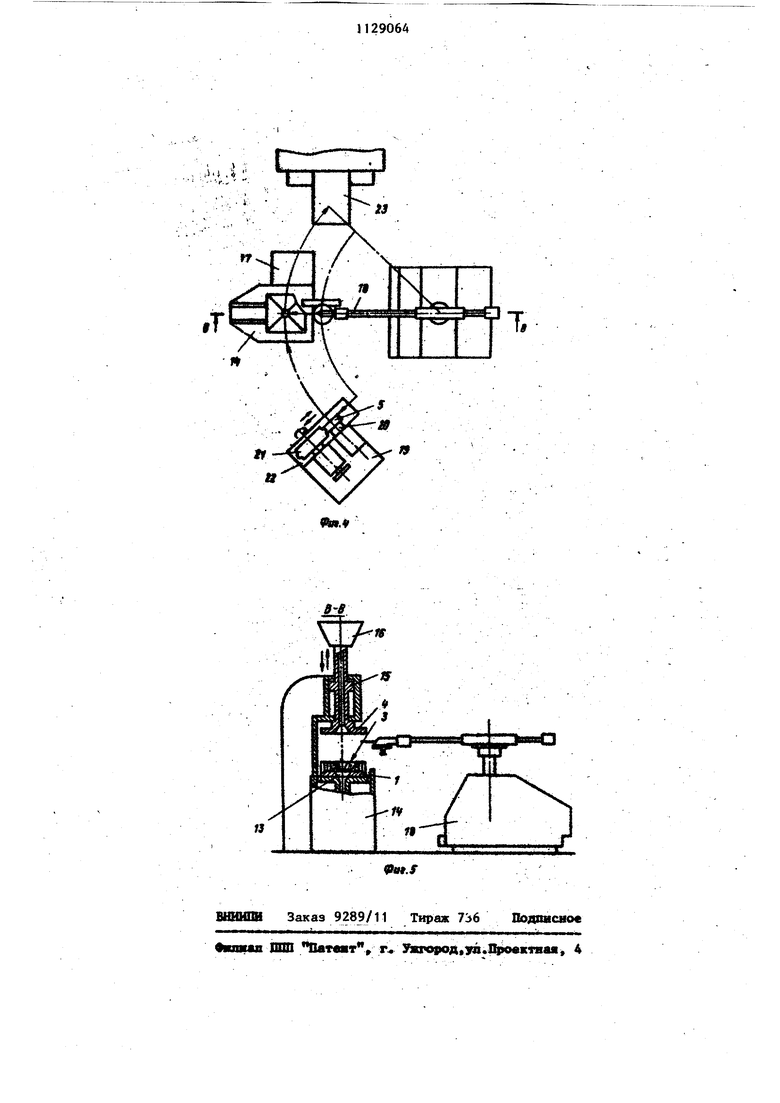
СПОСОБ НАНЕСЕНИЯ АБРАЗИВА НА ВОЙЛОЧНЫЕ КРУГИ, при котором между кругом и силовым элементом помещшот абразив и осуществляют его внедрение в круг, отличающийся тем, что, с целью повы- . шения качества нанесения абразива на круг с криволинейной образующей, в качестве силового элемента берут ленту шириной, равной высоте накатываемого круга, лентой образуют петлю, указанной петлей ойоясьшают круг с образованием между ним и лентой зазора, в .зазор засьтают абразив и внедрение его осуществляют путем затягивания петли.
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU157232A1 | |
| Вагонетка для кабельной висячей дороги, переносной радиально вокруг центральной опоры | 1920 |
|
SU243A1 |
