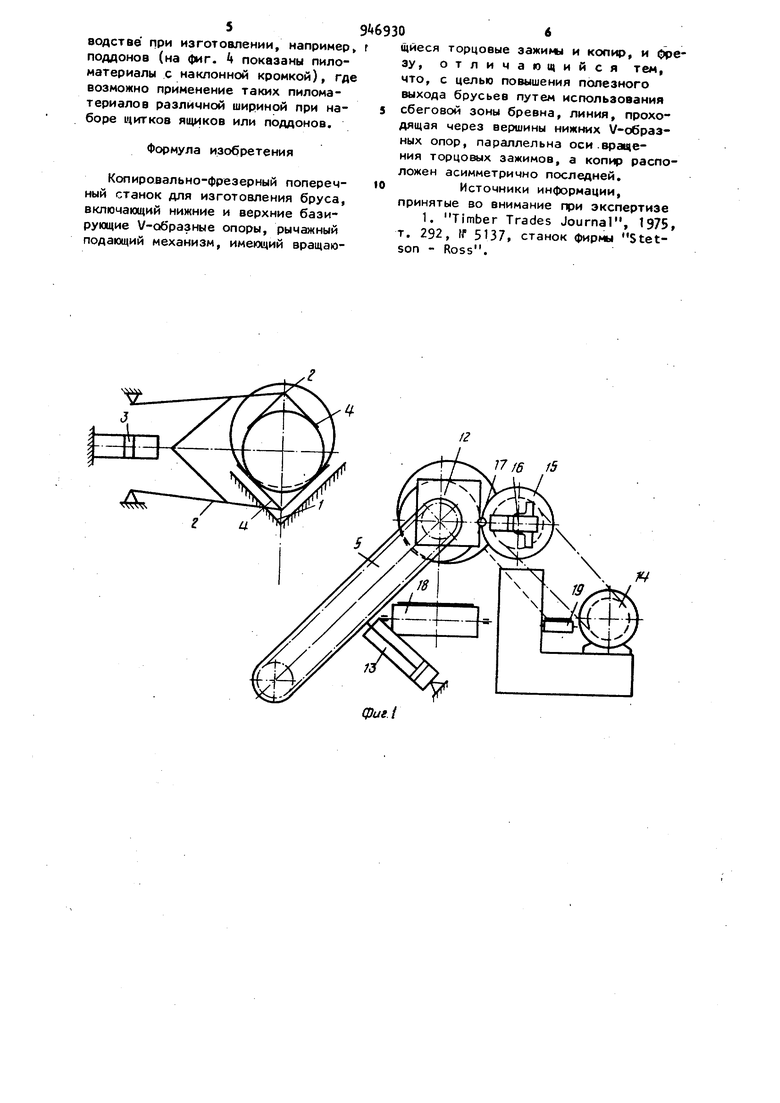
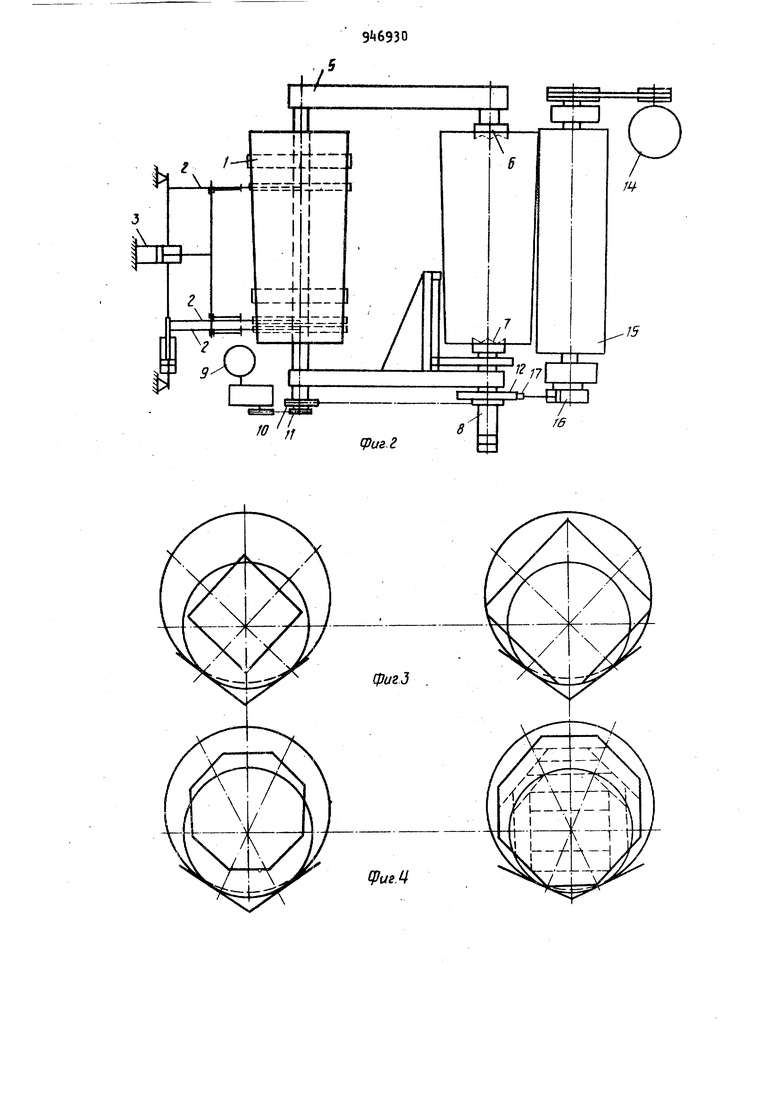
Изобретение относится к лесопиль но-деревосбрабатывающей промышленности, а более конкретно к станкам для получения из круглых лесоматериалов профильных брусьев различной выпуклой формы поперечного сече ния и технологической щепы. Известен копировально-фрезерный поперечный станок для изготовления бруса, включающий нижние и верхние базирующие V-образные опоры, рычажный подающий механизм, имеющий вращ ющиеся торцовые зажимы и копир, и фрезу Си. Недостатком станка является неполное использование сбеговой зоны бревна, что приводит к снижению полезного выхода. Цель изобретения - повышение полезного выхода брусьев путем исполь зования сбеговой зоны бревна. Поставленная цель достигается те что в устройстве линия, проходящая через вершины нижних V-образных опор, параллельна оси вращения торцовых зажимов, а копир расположен асимметрично последней. На фиг. 1 показан станок, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 и А - варианты расположения копира и бруса относительно оси вращения; на фиг. 5 - возможное положение опорных поверхностей захватов при базировании по двум образующим. Копировально-фрезерный станок состоит из неподвижных опор;1, рычагов 2 приводных от пневмоцилиндра 3 и подвижных нижних и верхних /-образных опор для базирования бревна, рычажного подающего механизма, состоящего из двух рычагов 5, торцовых зажимов, неподвижного 6 и подвижного 7, перемещаемого цилиндром 8, электродвигателя 9 и цепных передач 10 и 11 для вращения бревна, копира 12 и пневмоцилиндра 13 для качания подающего механизма, механизма резания с электродвигателем k, цилиндри39ческой фрезерной голозки 15 и механизмом настройки станка 16 сроли- ком 17 ленточных транспортеров 8 л -3 ДЛй оруса и техноло Г ческой щепы от станка. Станок работает следуэдим об разом. Окоренное бревно поперечным транс портерсж сбрасывается на неподвижные опоры 1. Далее с помошьм У-сбразных опор , приводимых в движение от пневмоцилиндрз 3 и рычаго з 2, бревно 6a3v yeTcn по двум образующим, что повзоляет как бу c SecTiHTb сбеговую часть бревна в одну сторону относительно оси врасцения его при фрезерованииJ а в дальнейшем при рас крое профильного бруса на пиломатери алы увеличивается их выход и длина боковых досок по соувиению с бази рованием бревна по его оси Базирование бревна происходит всегда по одной оси независимо от ег дкаметра, , по оси торцовых зажимов 6 и 7 пода( рычажного меха-; нузма, С помощью пневмоцилиндра 13 р чгжное подающее устройство устанавливается в исходное положениеJ проис ходит зажим брезна торцовыми зажимами 6 и 7 в торцы, разводятся V-образные опоры А и бревно подается к сгрезерной головке 15. При вращении бревна от электродвигателя 9 через цепные передачи 10 и 11 (стрелки указанным на фиг,, 1), происходит попутное поперечное фрезерование с получением технологической щепы и бр са заданного профиля с качеством поверхности резания не ниже го класса Вырывы в зоне сучков отсутствуют На цилиндрической фрезерной головке устанавливаются трехлезвийные -резцы, обеспечивающие получение технологической ц;эпы для бумажного про: Оисдстза тpeбye ifc x размеров и форг«а Гфофиль бруса задается профилем копира 12 при обкатке по нему ролика 1 механизма настройки станка 16. С цельа луиигго использования сберовой гоны бревна коп:ф устанавливается aciii-iM:,;TpHMHo относительно оси враще.кя 5р:-ь1.-;э (еиг, 2-k), За один 1эборо орейнс; .1нимает заданный профиль, ,: :;1г, 4 показан восьмикантный .:, И брус С распиловкой его на пи : -.атериалыJ что позволяет увеличить .-д.-;хс., пиломатериалов по сравнению с получением их из четырехкантных брусьев. Рычажное подащее устройство о 4 аодитсй от фрезэрной головки IS, раз двигаются торцозые зажимы 6 и 7 и брус подает на ленточный транспортер 13 и подается на распиловку. Из TeopviH раскроя древесины известно, что при базировании бревна по двум образуодим5 выход пиломатериалов растет на 2-5% с увеличением длины боковых досок. Для обеспечения базирования по двум образукхцим опорные поверхности У-образной опоры располагаются по плоскостям N0 или плоскостям МО для вершинного и КО - для комлевого сечений (фиг. 5). При этом в обоих случаях обеспечивается базирование бревна по двум образукхцим, расположенным в плоскостях N0, Тое. параллельных оси вращения бревна. При ином положении опорных поверхностей захватов исключается базирование бревна по двум образующим, а следовательно, происходит снижение выхода пиломатериалов. Положение точек контакта базирукх их поверхностей V-образной опоры с бревном выбирается с учетом получаемой формы бруса (фиг. 3 и ), Для четырехкантного бруса эффективнее располагать точки контакта под углом , для восьмикантного - значительно меньше 90°. Копировально-фрезерный станок может быть использован для изготовления шпал, при оцилиндровке чураков в фанерном производстве, в тарном производстве с одновременным получением технологической щепы. Наружные пласти бруса получаются путем фрезерования. т,е. исключаюся пропилы при получении бруса. Например, при получении четырехкантного бруса исключаются пропилы, эта часть древесины перерабатывается в технологическую щепу. В получаемой щепе полностью отсутствует крупная фракция. За счет этого выход щепы растет на (при изготовлении шпал из чураков диаметром 30 см и длине 3 м), что позволяет получить эффект, равный руб. на 100 м перерабатываемого сырья. Кроме того, все операции получения бруса выполняются на одном станке в автоматическом режиме. Возможно также получение пиломатериалов с наклонной кромкой 5 например, под углом its, что позволяет использовать их в тарном производстве при изготовлении, например поддонов (на фиг. 4 показаны пиломатериалы с наклонной кромкой), где возможно применение таких пиломатериалов различной шириной при наборе идитков ящиков или поддонов.
Формула изобретения
Копировально-фрезерный поперечный станок для изготовления бруса, включающий нижние и верхние базирующие V-образные опоры, рычажный подающий механизм, имеющий вращающИеся торцовые зажимы и копир, и Оре ЗУ, отличающийся тем, что, с целью повышения полезного выхода брусьев путем использования сбеговой зоны бревна, линия, проходящая через вершины нижних V-образных опор, параллельна оси.вращения торцовых зажимов, а копир расположен асимметрично последней. Источники информации, принятые во внимание при экспертизе 1. Timber Trades Journal, 1975, т. 292, ff 5137, станок фирмы Stetson - Ross.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок для получения бруса и технологической щепы | 1983 |
|
SU1130467A1 |
| Копировально-фрезерный станок для получения из бревен пиломатериалов и технологической щепы | 1979 |
|
SU880724A1 |
| Копировально-фрезерный станок | 1983 |
|
SU1101344A1 |
| Копировально-фрезерный станок | 1979 |
|
SU835743A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| Фрезернобрусующий станок | 1979 |
|
SU880722A1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 1992 |
|
RU2028935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| ЛЕСОПИЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 1992 |
|
RU2054351C1 |
| Способ переработки бревен и брусьев на обрезные пиломатериалы и технологическую щепу | 1991 |
|
SU1819211A3 |

17 б 15
