I
Изобретение относится к лесопильно-деревообрабатывающей промышленности, а более конкретно к станкам для переработки круглых лесоматериалов на пиломатериалы и технологическую щепу
Известен фрезернобрусующий станок для переработки круглых лесоматериалов на пиломатериалы и технологическую щепу, включающую базирующее устройство, механизм подачи, выполненный в виде цепного транспортера с упорами и установленные по ходу подачи фрезерные головки }.
Недостатками указанного станка являются низкая производительность, так как обработка бревен происходит при перемещении их .вдоль оси, вырывы глубиной до 3-.6 мм в зоне сучков и косослоя, большая деформация торцов щепы при глубине фрезерования более 40 мм и наличие крупной фракции щепы.
Цель изобретения - повышение производительности станка, за счет поперечной подачи бревна.
Поставленная цель достигается тем, что станок снабжен базоформирующими фрезами для базирующих выемок на бревне, а механизм подачи - подвижными и неподвижнымн зажимными направляющими Штангами для фиксации бревна по базирующим выемкам, причем подвижные зажимные направляющие щтанги жестко соединены с базоформирующими фрезами с возможностью их совместного возвратно-поступательного перемещения по направлению подачи, а подвижные и неподвижные зажимные направляющие щтанги имеют пазы, в которых расположены упоры цепного транспортера, при этом профиль щтанг соответствует профилю базирующих выемок на бревне.
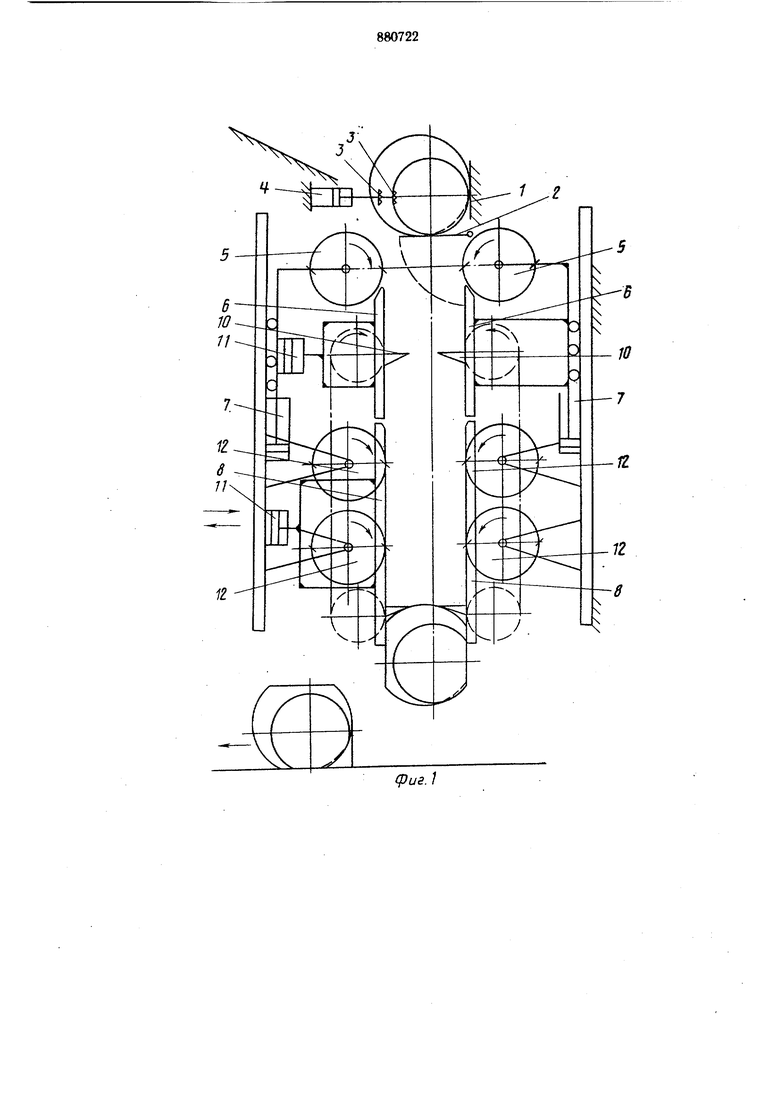
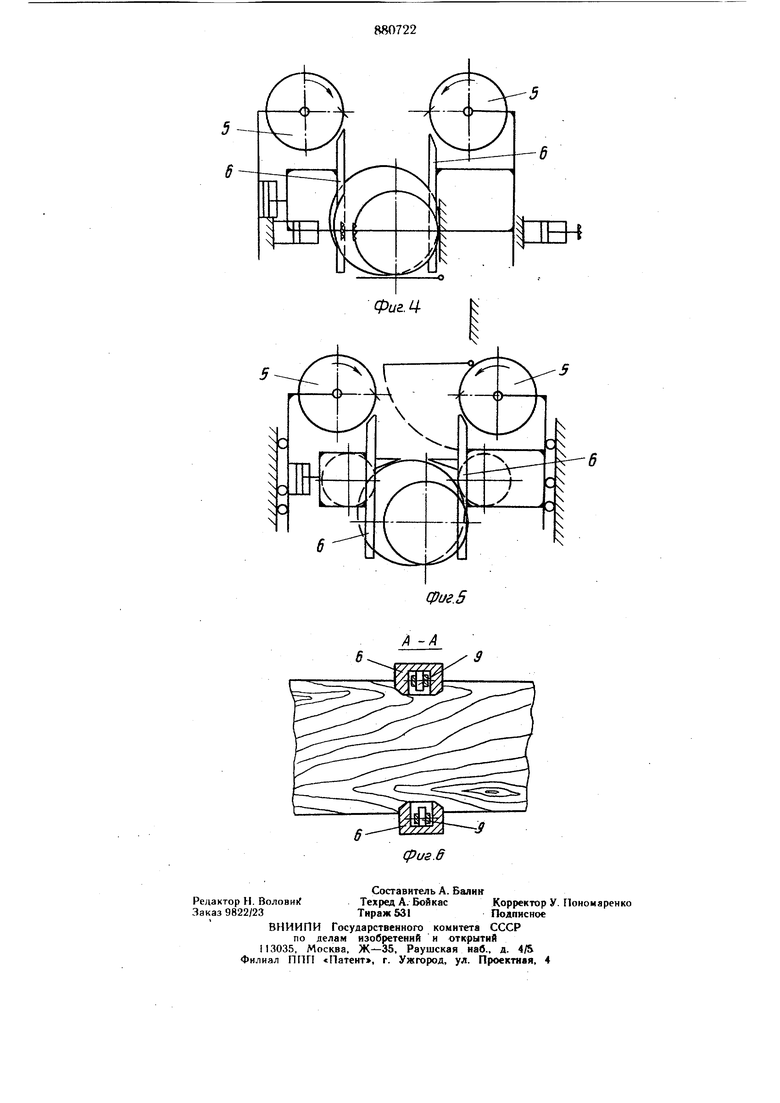
На фиг. I изображен фрезернобрусующий станок, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - по.длежащее обработке бревно находится в базирующем 15 устройстве; на фиг. 4 - в бревне нарезаны базирующие выемки и по ним оно зажа то подвижными направляющими щтангамн; на фиг. 5 - бревно передается с помощью подвижных направляющих штанг иа неподвижные; на фиг. 6 - сечение А-А иа фиг. 2.
ло
Фрезернобрусующий станок состоит из базирующего устройства, включающего два неподвижных упора 1, нижние откидные рычаги 2 и два подвижных упора 3, приводимых в движение от цилиндра 4, четырех базоформирующнх фрез 5, совершающих совместное с подвижиыми направ; яющими штангзми 6 возвратно-поступательное движение от цилиндров 7, неподвижных направляющих штанг 8, с проходящими внутри их подающих цепей 9 с упорами 10, цилиндров II для зажима бревна между штангами и фрезерных головок 12 для формирования полных пластей бруса с двух сторон. Переработка круглых лесоматериалов на двухкантный брус и технологическую щепу происходит следующим образом. В базирующем устройстве станка бревно зажимается между неподвижными упорами 1, расположенными в плоскости параллельной направлению движения бревна и подвижными упорами 3 с помощью цилиндров 4. Образующая бревна, прилегающая к неподвижным упорам I параллельна направлению подачи бревна, что позволяет получить при фрезеровании пластей бруса одну пласть по всей длине бревна. Затем с помощью цилиндров 7 происходит подъем четырех базоформирующих фрез 5 вместе с подвижными направляющими зажимными штангами 6, при этом формируются базирующие выемки на бревне перпендикулярно оси бревна, в которые входят подвижные направляющие штанги 6, имеющие в поперечном сечении форму и размеры базирующих выемок. С помощью цилиндров 11 происходит зажим бревна между щтангами 6 по базирующим выемкам, затем отводятся упоры 3 и откидные рычаги 2 и бревно перемещается вниз одновременно, с базоформирующими фрезами 5. В базирующее устройство подается следующее бревно. Одновременно с этим предыдущее бревно с помощью упоров 10, подающих цепей 9 перемещается по направляющири штангам 6 и 8 к основным фрезерным головкам 12, где формируются две пласти бруса. Фиксация бревна обеспечивается за счет сил трения, между направляющими штангами 6 и 8 по базирующим выемкам, создаваемым с помощью цилиндров 11. Для возможности обработки бревен любой длины и обеспечения требуемой жесткости фрезерных головок предусмотрена установка нескольких головок 12 с каждой стороны (на фиг. 2 показано три штуки). Скорость перемещения бревна, подающими цепями 9, подвижных штанг 6 и базоформирующих фрез 5, одинаковы, что обеспечивает получение щепы требуемых размеров и автономную работу узлов станка по созданию базирующих выемок и формирования полных пластей бруса. При повторном пропуске двухкантного бруса через станок получается четырехкантный брус, имеющий две базовых пласти под углом 90° друг к другу по всей длине бревна. По расчетам ЦНИИМОД производительность станка увеличивается в 3,5-4 раза по .сравнению с существующими станками. Формула изобретения Фрезернобрусующий станок для переработки круглых лесоматериалов на пиломатериалы и технологическую щепу, включающий базирующее устройство, механизм подачи, выполненный в виде цепного транспортера с упорами и установленные по ходу подачи фрезерные головки, отличающийся тем, что, с целью повышения производительности, за счет поперечной подачи бревна, станок снабжен базоформирующими фрезами для базирующих выемок на бревне, а механизм подачи - подвижными и неподвижными зажимными направляющими штангами для фиксации бревна по базирующим выемкам, причем подвижные зажимные направляющие штанги жестко соединены с базоформирующими фрезами с возможностью их совместного возвратно-поступательного перемещения по направлению подачи, а подвижные и неподвижные зажимные направляющие штанги имеют пазы, в которых расположены упоры цепного транспортера, при этом профиль штанг соответствует профилю базирующих выемок на бревне. Источники информации, принятые во внимание при экспертизе I. Маковский Н. В. Теория и конструкции деревообрабатывающих машинЛ.,«Лесиая промышленность,1975, стр. 386- 391, рис. 14А-21 (прототип),.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕПНОЙ БРУСУЮЩИЙ СТАНОК | 1990 |
|
RU2014213C1 |
| Копировально-фрезерный поперечный станок для изготовления бруса | 1979 |
|
SU946930A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| ПЕРЕРАБОТКИ БРЕВЕН | 1972 |
|
SU354994A1 |
| ФРЕЗЕРНО-БРУСУЮЩИЙ СТАНОК | 1991 |
|
SU1827962A1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2001 |
|
RU2185280C1 |
| Фрезерно-пильный станок | 1979 |
|
SU882743A1 |
| Способ распиловки бревен | 1990 |
|
SU1824300A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛЕСОМАТЕРИАЛОВ | 1995 |
|
RU2092305C1 |