(5) СПОСОБ ПЕЧАТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоской печати без увлажнения | 1986 |
|
SU1350044A1 |
| Способ плоской печати | 1982 |
|
SU1419511A3 |
| Способ изготовления полутоновых клиньев для оценки качества воспроизведения полутонов факсимильной аппаратурой | 1981 |
|
SU962008A1 |
| Ролевая печатная машина для двусторонней печати, в частности, банкнот | 1989 |
|
SU1757451A3 |
| Многокрасочная ротационная печатная машина для одновременной двусторонней печати | 1989 |
|
SU1806057A3 |
| Способ печати | 1972 |
|
SU515664A1 |
| ПЕЧАТНАЯ ФОРМА С СООБЩЕННЫМИ ПЕЧАТНЫМИ ЭЛЕМЕНТАМИ И СПОСОБ ПЕЧАТИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2331522C2 |
| Многокрасочная печатная машина для двусторонней печати на листовом материале | 1989 |
|
SU1802801A3 |
| РОТАЦИОННАЯ ПЕЧАТНАЯ МАШИНА ДЛЯ ПЕЧАТАНИЯ ЦЕННЫХ БУМАГ | 1999 |
|
RU2209734C2 |
| МАШИНА ДЛЯ ГЛУБОКОЙ ПЕЧАТИ И ПЕЧАТНАЯ УСТАНОВКА С МАШИНОЙ ДЛЯ ГЛУБОКОЙ ПЕЧАТИ | 2014 |
|
RU2647231C9 |
1
Изобретение относится к полиграфической промышленности и может быть использовано в печатных процессах, офсетной и глубокой печати.
Известен способ печати с нагретых печатных форм, при котором повышается вязкость наносимой на формы краски, что обеспечивает повышение переноса краски до 60-70% 1.
..„10
Известно устройство для многокра- .
сочной печати термопластическими красками, в котором предварительно разогретая краска наносится на нагретую печатную форму, затем краска охлажда-,j ется и переносится на запечатываемый материал 2.
Известен способ печати при котором на форму наносится краска, содержащая легко летучий растворитель; 20 на нагретой форме эта краска высушивается до исчезновения отлипа и переносится на запечатываемый материал 33.
Недостатком известных способов является неполный переход краски с формы на запечатываемый материал.
Цель изобретения - обеспечение полного (100 -ного ) переноса краски с печатающей поверхности на запечатываемый материал.
Поставленная цель достигается тем, что перед нанесением краски печатающую поверхность покрывают антиадгези- онным слоем с удельной энергией поверхности 16-20 дин/см, при этом краску на печатающей поверхности высушивают до остатка 10-15% растворителя.
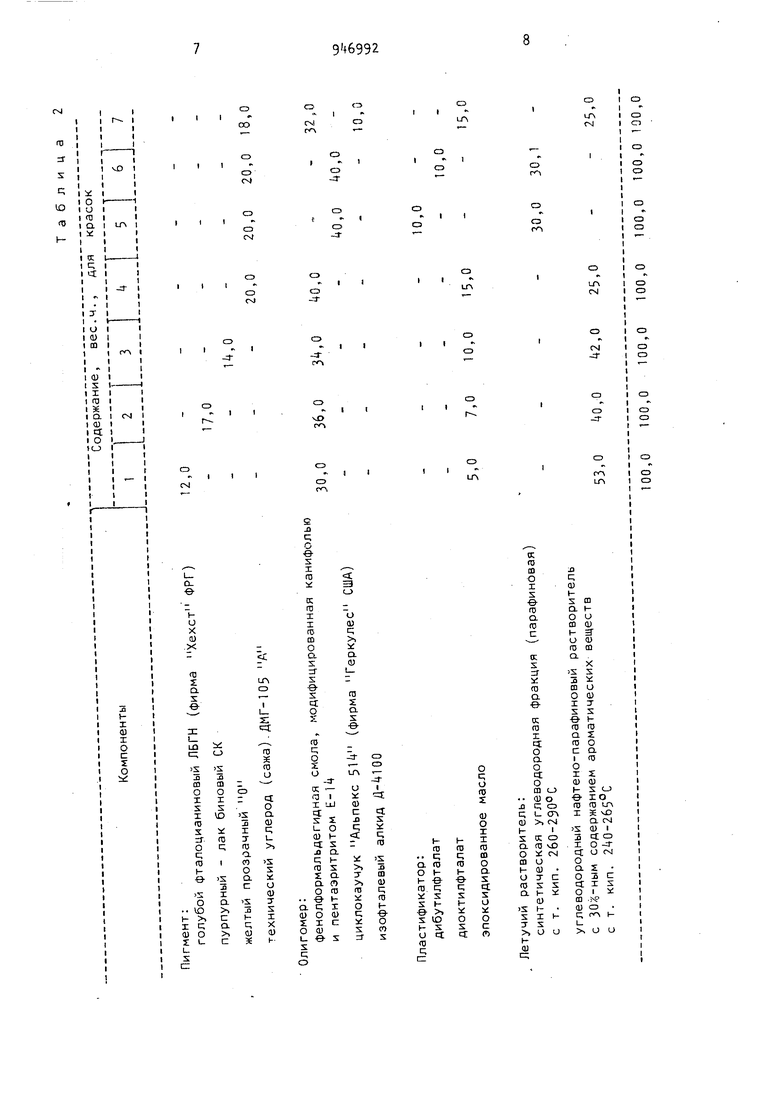
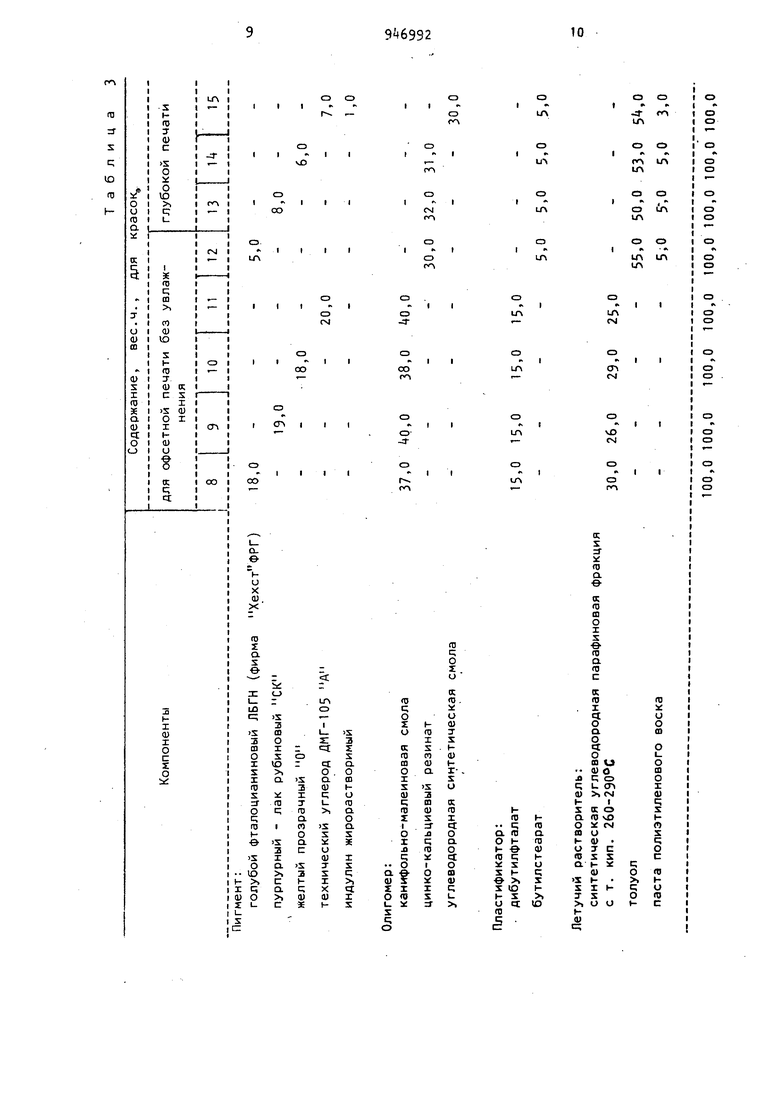
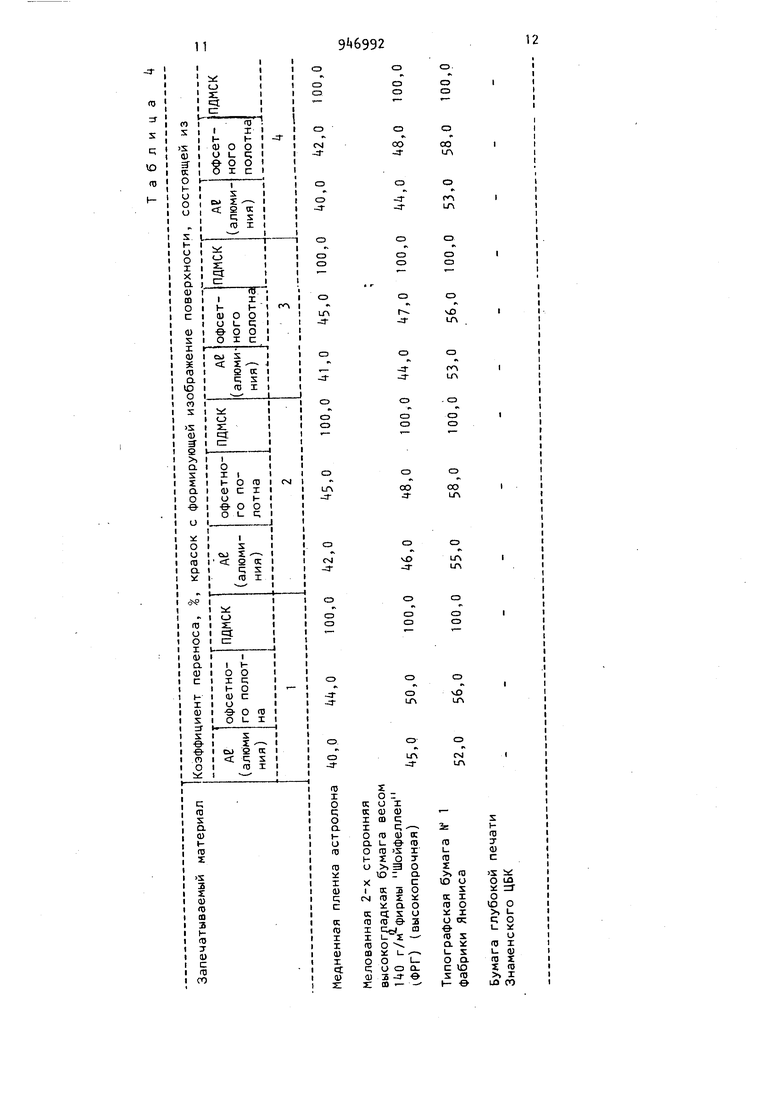
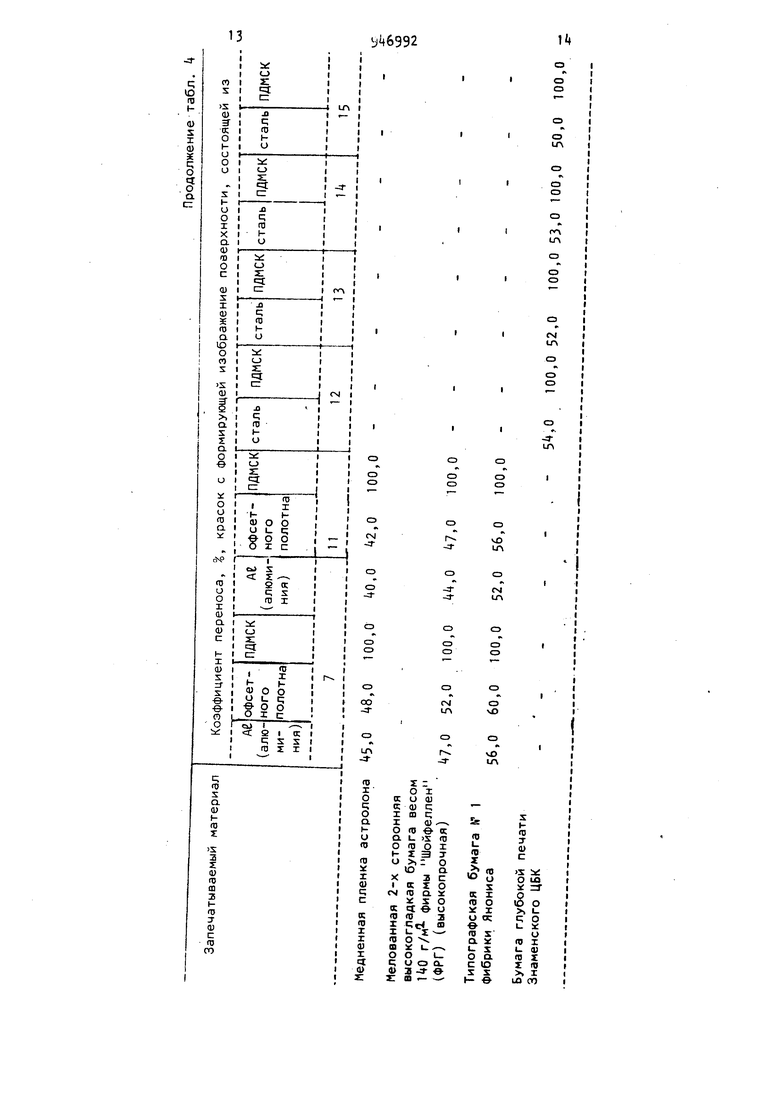
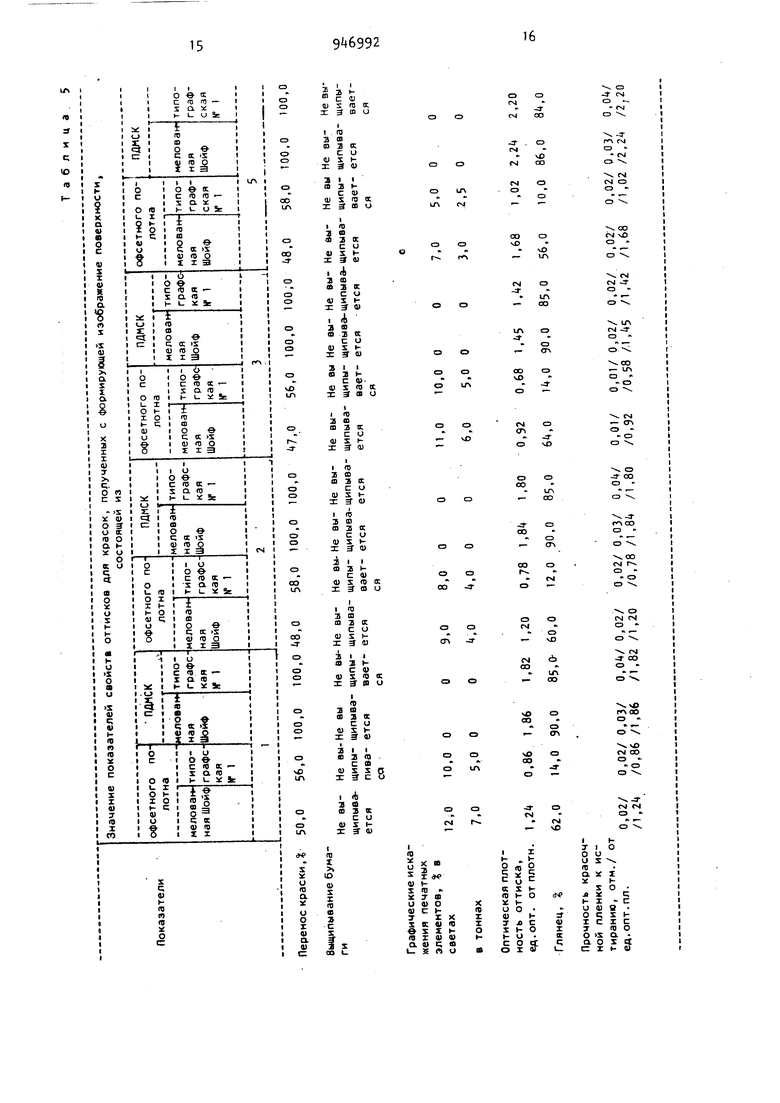
Сущность предлагаемого способа состоит в том, что в способах высокой, типо-офсетной, офсетной без увлажнения, глубокой и в других видах печати перенос изображения с печатающей поверхности на запечатываемый материал при нарушении их контакта осуществляется путем разрыва красочного слоя в сечениях, в которых силы коге иоиного сцепления наиболее ослаблены. 39 Печатание тонкими слоями возможно лишь в случае, когда перенос изображе ния с формирующей поверхности на запечатываемый материал при нарушенииих контакта осуществляется путем адге знойного разрыва на границе- краски и печатающей поверхности, который характеризуется 100,ным переносом крас ки. В этом случае будет устранен также часто встречающийся дефект при обычных видах контактной печати: налипание краски на печатающей поверхности, вызывающее забивание растровых элементов и нарушение однородности красочного слоя на оттиске. Для осуществления печатания контактными способами с адгезионным разрывом контакта на границе печатающей поверхности и краски, характеризуемым 100 переносом краски на запечатываемый материал,- необходимо, чтобы антиадгезионный слой на формирующей изображение поверхности легко смачивался краской, но не вступал с ней в адгезионное взаимодействие. Смачивание краской низкоэнергетической поверхности в отличие от несмачивания пробельных элементов формы в офсетной печати без увлажнения в рассматриваемом -выше случае достигается подборо полимера, химическая природа и струк тура которого позволяет повысить энергию поверхности до 16-20 дин/см. При достижении значения, равного 26 дин/см, коэффициент переноса красок снижается со 1001 до 80. Для осуществления способа необход мо использовать такие краски которые обладают свойствами, характерными .для переходной области из вязко-теку. чего в BbicoKo-эластичное состояние системы. Это состояние позволяет ослабить антиадгезионное взаимодействи краски с формирующей изображение поверхностью и усилить взаимодействие краски с запечатываемым материалом при одновременном упрочнении когези онных связей. Все это способствует }OQ%-HbM переносу краски на запечатываемый материал, при котором отсутствует разрушение поверхности за печатываемого материала (выщипывание поверхностного слоя даже у бума ги с низкопрочной поверхностью). Возможность реализации пе реноса краски на запечатываемый материал в контактных видах печати и использование красок, обладающих в момент переноса свойствами пластифиированных олигомерных пленок, позоляют повысить оптические свойства ттисков; повысить однородность ,нтенсивность и глянец красочной ленки, а так«е прочность красочной ленки к истиранию. В этом случае сохраняются однородность, интенсивность и глянец красочного слоя и при печати на бумаге с высокой впитываюей способностью. Краски для предлагаемых видов контактной печати представляют собой пигментированный раствор пластифици- . рованных олигомеров в летучих растворителях или пигментированные смеси олигомеров, мономеров, катализаторов и разбавителей. Вид используемого летучего растворителя и его содержание в составе краски зависит от способа и скорости печатания, а также от его свойств и, прежде всего, от растворяющей способности и СКОРОСТИ испарения. В табл. 1 представлены коэффициенты испарения некоторых растворителей . Увеличение коэффициента испарения характеризует снижение скорости испарения. Пример 1. На пробопечатном станке ИГТ АС-2 устанавливают печатную форму, имеющую вид цилиндра шириной 32 мм и диаметром б5 мм. Цилиндр покрывают антиадгезионным составом, содержащим, компоненты, вес. Полидиметилсилоксановый каучук (ПДМСК) k Бензин БР-195 Перекись бензоила 0,7 Метилтриацетоксилан 0,3 После полимеризации антиадгезионного состава(проходящей при 1009С в течение 2 ч ) печатающая поверхность цилиндра имеет, удельную энергию 1620 дин/см. На цилиндр накатывают слой голубой краски толщиной 2 мкм. Краска содержит компоненты, указанные в табл. 2 под № 1. На форме краску высушивают до остатка 10% растворителя. Печать производят на мелованной двусторонней высокогладкой бумаге весом г/м фирмы Шабфелен (ФРГ), шириной 35 мм и длиной 300 мм. Скорость печатания составляет 1 м/с. Применяется резиновый декель. Печать осуществляют при натиске 30 кгс. Температура в помещении , относительная влажность воздуха j краска полностью (ТОО) переходит с Формы (с печатающей поверхности) на бумагу. Пример 2. Печать производят как в примере 1, но применяют бумагу типографскую № 1 фабрики им. Янониса. Краска полностью (1001) переходи с формы на бумагу. Пример 3. На пробопечатном л;танке ИГТ АС-2 устанавливают алюминиевую печатную форму, имеющую вид цилиндра шириной 32 мм и диаметром б5 мм. На цилиндр наносят голубую краску толщиной 2 мкм. Краска содержит компоненты, указанные в табл. 2 под № 1. Краска с формы передается на офсетный резиновый цилиндр таких же размеров. Офсетный резиновый цилиндр предварительно покрывают антиадгезионным составом, содержащим следующие компоненты (вес.%): Полидиметилсилоксановый каучук5,0 Бензин БР-19+,О Перекись бензоила 0,5 Метилтриацетоксилан 0,5 Полимеризацию антиадгезионного слоя проводят при в течение 2 ч. Один слой используют для печати более 200 оттисков. На офсетный цилиндр передают крас ку с формы, затем на офсетном цилинд ре краску высушивают до остатка 15. Офсетный цилиндр вводят в контакт с бумажной полоской размером 35 х X 300 мм, которая укреплена на печат ном цилиндре. Применяют бумагу, указанную в примерах 1 и 2. Параметры печатного процесса соответствуют условиям, указанным в примере 1. Краска полностью (1001) переходит с офсетного цилиндра (с печатающей поверхности) на бумагу. Аналогично производят печать крас ками, компоненты которых указаны в табл. 2.и 3 под №№ 2-15- Для сравнения этими же красками производят печать в обычны) условиях известными способами, т. е. без применения антиадгезионного состава и без обработки красочного слоя горячим воздухом). В табл. 2 приведен состав Kpacok для высокой типо-офсетной и офсетной печати; в табл. 3 - краски для офсетной печати без увлажнения и глубокой печати; в табл. k - коэффициент переноса красок с формирующей изображение поверхности на запечатываемый материал; в табл. 5 печатно-технические и оптические свойства полумаемых оттисков. Предлагаемый способ печати может быть применен для печати на пленках, коже, тканях и т. д. Таблица 1 Коэффициент испаРастворительрения, отн.ед. Эфир1,0 Этилацетат3,0 Толуол6,5 Этиловый спирт8,5 Изопропиловый спирт11,2 Этиленгликоль 3,6 Синтетическая углеводородная парафиновая фракция с т. кип. 260-2900С 36,8 Углеводородный нафтенопарафиновый растворитель с 30% содержанием ароматических веществ, с т.кип. 2 0-265°С29,6
о са
rtj
IN
-dо
Jсэ
CD
СЭ
«V
ш
о
Гч
-3сэ
С5
1Л .4Г
с
Jсз сз
о о
о
о
оо
со иг
J-3г-аил
о о
о
о
г
s)
tn
-эггtn
CD
СЭ
о
CD
со c
00
LTl
чО
LA
-3un
о о
CD CD
о о
LA
n
3
ю
- о
-3- г-4
о -,
-3- (N о
со
-3-лр rj о гч ем
vC о оо
-, (М
Ч1 о
es
о 1/х
о PJ
00
см О
оо о
чд
о
«э
vO
г
-ITi
«N
гч1 -ло
l/ оо
UTl
СЧ
о
о
сэ
ст
- 1Г
00 vO
о
о
- о ьл
о - ст.
о
см Г1 о -3vC
- о о
о J- оо о Ln 00
о
-эоо
CD СП
оо г
о
о
О4 -3о
04
о
о
. &
vD
O оо о о
W
Г1
о - чО
см оо
о
о
о ш
00 о
ь
« о
-яо -.
17 18
Формула изобретенияс удельной энергией поверхности 16Способ печати, заключающийся в на-ющей поверхности высушивают до остатнесении краски на печатающую поверх-ка 10-15% растворителя, ность, контактировании печатающей .5
поверхности с запечатываемым материа- Источники информации,
лом и переносе краски на запечатыва-.принятые во внимание при экспертизе емый материал под давлением, о т - 1 . Авторское свидетельство СССР
личающийся тем, что, с це-№ 266781, кл. В 1 М 1/00, 1956лью обеспечения полного переноса крас- 2. Авторское свидетельство СССР
ки на запечатываемый материал, перед№ +31038, кл. В 1 F 17/08, 1967нанесением краски печатающую поверх- 3- Патент США Н° З098 38,
ность покрывают антиадгезионным слоемкл, 101-426, 19б5 (прототип).
20 дин/см, при этом краску на печата
