(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ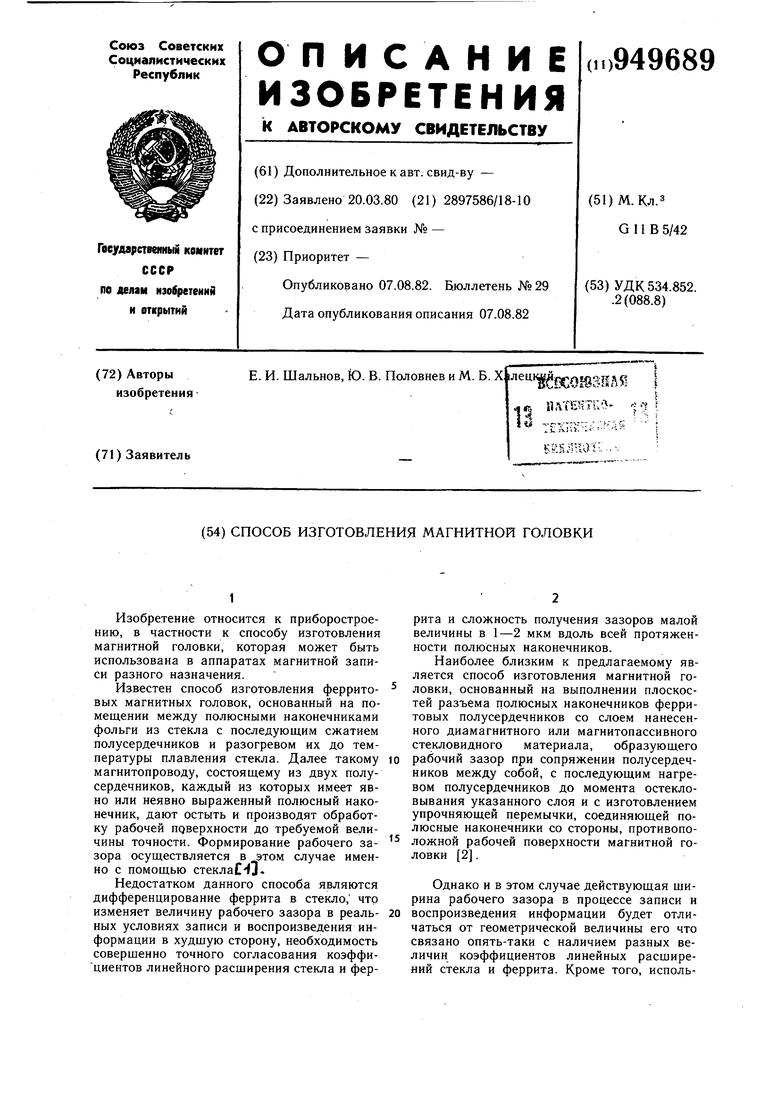
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1980 |
|
SU881837A1 |
| Способ обработки рабочей поверхности многодорожечной магнитной головки | 1980 |
|
SU871194A1 |
| Комбинированная магнитная головка индуктивной записи и магниторезистивного воспроизведения | 1982 |
|
SU1083227A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ формирования рабочего зазора магнитной головки | 1980 |
|
SU993322A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |
| Тонкопленочная магнитная головка записи | 1982 |
|
SU1075304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Магнитная головка | 1979 |
|
SU836666A1 |
| Способ изготовления комбинированного сердечника магнитной головки | 1991 |
|
SU1793462A1 |
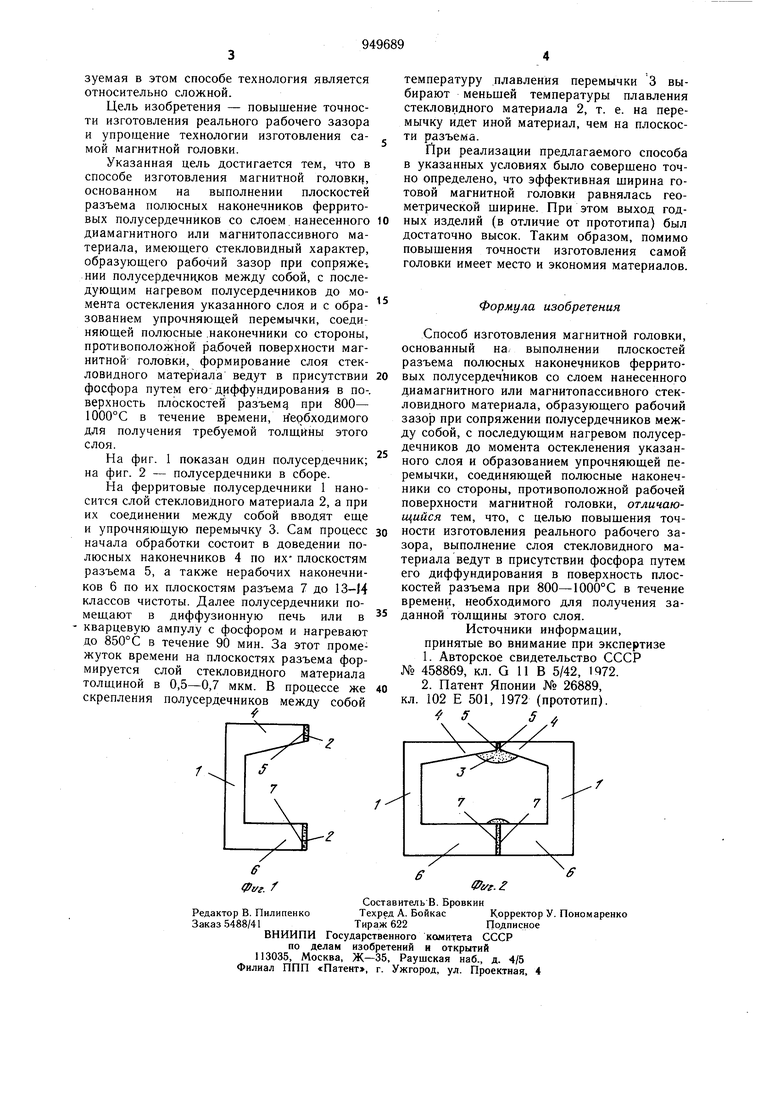
Изобретение относится к приборостроению, в частности к способу изготовления магнитной головки, которая может быть использована в аппаратах магнитной записи разного назначения. Известен способ изготовления ферритовых магнитных головок, основанный на помещении между полюсными наконечниками фольги из стекла с последующим сжатием полусердечников и разогревом их до температуры плавления стекла. Далее такому магнитопроводу, состоящему из двух полусердечников, каждый из которых имеет явно или неявно выраженный полюсный наконечник, дают остыть и производят обработку рабочей поверхности до требуемой величины точности. Формирование рабочего зазора осуществляется в этом случае именно с помощью стеклаС ЗНедостатком данного способа являются дифференцирование феррита в стекло, что изменяет величину рабочего зазора в реальных условиях записи и воспроизведения информации в худшую сторону, необходимость совершенно точного согласования коэффи циентов линейного расширения стекла и феррита и сложность получения зазоров малой величины в 1-2 мкм вдоль всей протяженности полюсных наконечников. Наиболее близким к предлагаемому является способ изготовления магнитной головки, основанный на выполнении плоскостей разъема полюсных наконечников ферритовых полусердечников со слоем нанесенного диамагнитного или магнитопассивного стекловидного материала, образующего рабочий зазор при сопряжении полусердечников между собой, с последующим нагревом полусердечников до момента остекловывания указанного слоя и с изготовлением упрочняющей перемычки, соединяющей полюсные наконечники со стороны, противоположной рабочей поверхности магнитной головки 2. Однако и в этом случае действующая щирина рабочего зазора в процессе записи и воспроизведения информации будет отличаться от геометрической величины его что связано опять-таки с наличием разных величин коэффициентов линейных расширений стекла и феррита. Кроме того, исполь
