Изобретение относится к технике накопления информации, в частности к технологии изготовления и конструкции блока магнитных головок, выполненных из износостойких материалов.
Известен способ изготовления блока магнитных головок, при котором формируют полюсные наконечники из износостойкого материала, скрепляют их с U-образными замыкающими сердечниками с обмотками, изготавливают рабочие зазоры и устанавливают экран между составными сердечниками [1] Указанный способ однозначно определяет и конструкцию блока магнитных головок.
Недостатками данного способа являются трудоемкость изготовления, связанная с необходимостью закрепления составных сердечников в обойме, увеличенные габариты конструкции блока и невысокие выходные параметры, связанные с электромагнитными потерями в местах стыков.
Известен также способ изготовления блока магнитных головок, при котором формируют полюсные наконечники U-образного профиля, устанавливают экран между двумя полюсными наконечниками, изготавливают рабочие зазоры и скрепляют концы полюсных наконечников с замыкающими сердечниками с обмотками [2]
Недостатками этого способа изготовления блоков магнитных головок являются низкая производительность и невысокие качественные параметры. Это связано с тем, что в течение указанных операций возможно изготовить лишь один блок магнитных головок. При этом отсутствие операций, позволяющих устранить конструктивные недостатки блока в части частотных потерь и шунтирующего действия экрана, приводят к невысокому качеству изготавливаемого блока.
Наиболее близким к предлагаемому способу по технической сущности является способ изготовления блока магнитных головок, при котором формируют по крайней мере один износостойкий магнитный модуль, прорезают в нем глухой ступенчатый паз под экран с расширением с противоположной стороны рабочей поверхности и закрепляют в нем экран [3]
Наиболее близким по технической сущности к предлагаемому является блок магнитных головок, содержащий экран, расположенный между двумя сердечниками с рабочим и дополнительным зазорами, а также скользящую магнитную пластину из износостойкого материала [4]
Недостатком известного способа и конструкции блока магнитных головок является невысокое качество выходных параметров, обусловленное нестабильностью электромагнитных характеристик, из-за наличия клеевых швов в составных сердечниках, а также отсутствием идентичности каналов по замыканию паразитного потока на скользящую шунтирующую пластину в конструкции блока.
Целью изобретения является повышение качества выходных параметров за счет улучшения электромагнитных характеристик и обеспечения идентичности каналов.
Для этого в способе изготовления блока магнитных головок, при котором формируют по крайней мере один модуль из износостойкого магнитомягкого материала, прорезают в нем глухой паз под экран с расширением с противоположной стороны рабочей поверхности и закрепляют в нем экран, предварительно формируют заготовку под полусердечники путем прорезания в бруске из износостойкого и магнитомягкого материала соответствующего по форме продольного паза, разрезают полученную заготовку поперек по крайней мере на две равные части осуществляют и формирование модуля путем скрепления между собой упомянутых частей через прокладку рабочего и дополнительного зазоров. В полученном модуле дополнительно прорезают в любой последовательности со стороны его рабочей поверхности две симметрично расположенные относительно плоскости экрана прорези, в которых закрепляют два скользящих элемента, полученных путем формирования в износостойком немагнитном бруске продольного паза с последующей фиксацией в нем пластины из износостойкого магнитомягкого материала и разрезкой на требуемые размеры.
После формирования модуля можно произвести его разрезку на идентичные части.
Цель достигается также тем, что в блок магнитных головок, содержащий стереоканал, включающий межканальный экран, расположенный между двумя сердечниками с рабочим и дополнительным зазорами, а также скользящую пластину из износостойкого и магнитомягкого материала, расположенную в плоскости рабочей поверхности и напротив одного из сердечников, введена вторая скользящая пластина, расположенная аналогично первой и напротив другого сердечника, причем каждая из пластин закреплена в коробовидном держателе, который зафиксирован с одним из сердечников в пазе, выполненном в нем.
В блок магнитных головок может быть введен аналогичный первому второй стереоканал, причем каждая пара рабочих зазоров расположена в параллельных плоскостях и напротив скользящей пластины противолежащего канала.
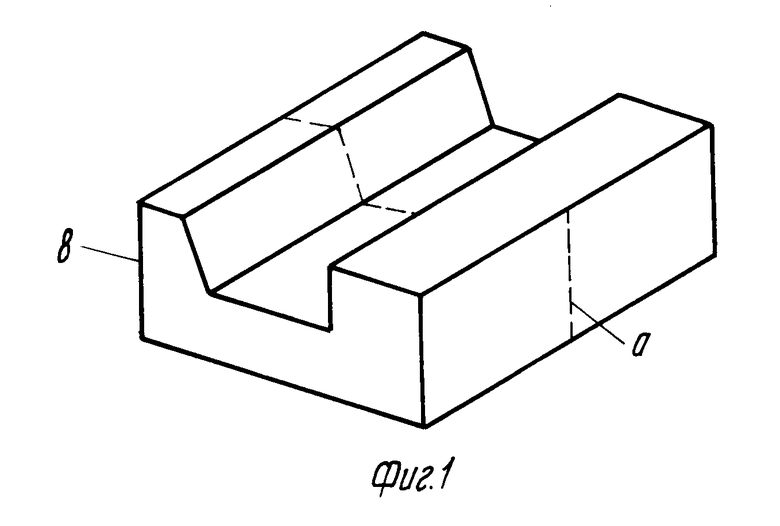
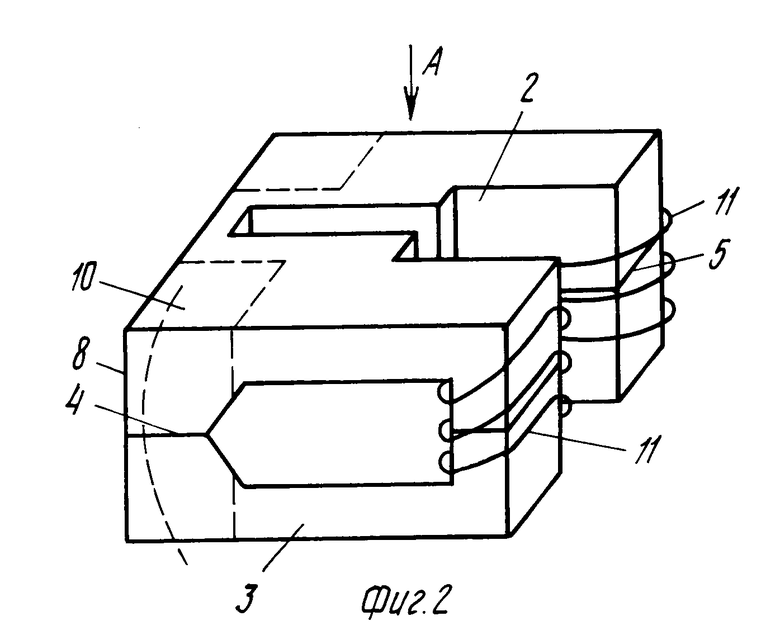
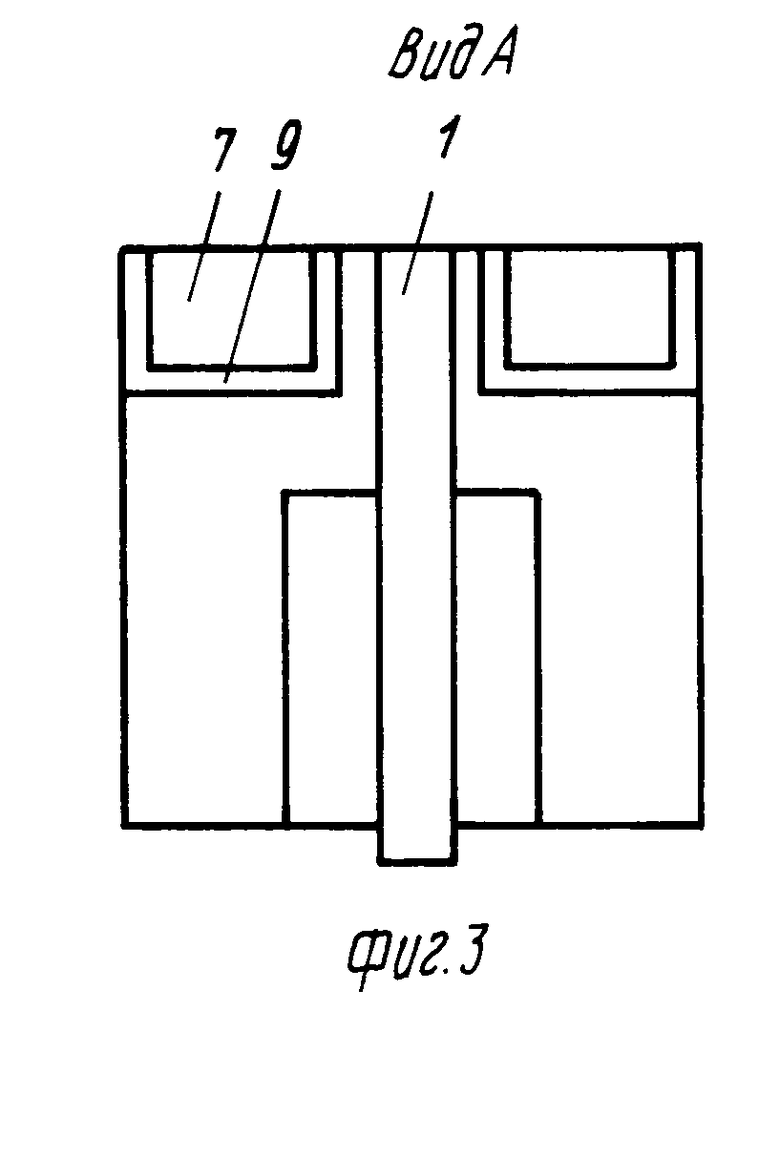
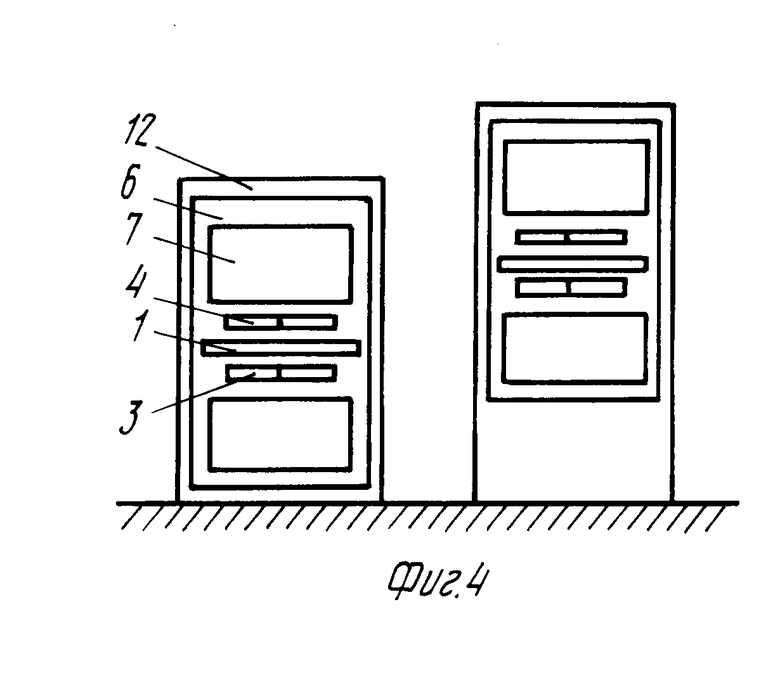
На фиг. 1 изображен формируемый модуль; на фиг.2 магнитная головка; на фиг.3 вид А на фиг.2; на фиг.4 вариант выполнения конструкции блока.
Блок магнитных головок содержит по крайней мере один стереоканал, включающий межканальный экран 1, расположенный в ступенчатом пазу 2 между двумя сердечниками 3 с рабочим 4 и дополнительным 5 зазорами и установленный в немагнитную обойму 6, две скользящие пластины 7 из магнитомягкого материала, например сендаста или феррита, совпадающего или аналогичного по механическим характеристикам с материалом сердечников 3, причем каждая из пластин 7 расположена в плоскости рабочей поверхности 8 напротив одного из сердечников 3, закреплена в коробовидном держателе 9, который зафиксирован с одним из сердечников в пазу (прорези) 10, выполненном в нем, обмотки 11, а также корпус 12, в котором установлена обойма 6 с сердечниками 3.
Блок магнитных головок изготавливают следующим образом.
В бруске (фиг.1) из износостойкого и магнитомягкого материала, например сендаста или феррита, прорезают продольный паз для получения заготовки с поперечным сечением под полусердечники. Полученную заготовку требуемого профиля разрезают поперек по линии а по крайней мере на две равные части для получения одного модуля (фиг. 2) после скрепления между собой упомянутых частей через прокладку рабочего 4 зазора, который может быть получен либо путем напыления, либо использования соответствующей фольги, либо диффузионного проникания клеющего вещества в зазор в процессе скрепления. В случае получения склейки на несколько модулей производят ее разрезку на идентичные части. В полученном модуле прорезают в любой последовательности глухой ступенчатый паз 2 под межканальный экран 1, выполненный, например, многослойным из магнитных и токопроводящих немагнитных слоев в разных комбинациях, а также со стороны рабочей поверхности 8 блока две симметричные относительно плоскости экрана прорези 10. Прорези 10 могут выполняться как по углам модуля, образуя две стенки паза, так и на некотором удалении от них. Последовательность прорезки определяется лишь точностью обеспечения требуемых размеров, например удаления стенки пазов 10 от края рабочих зазоров 4, что определяется показателями режущего инструмента и жесткостью модуля. Прорезаться может сначала паз 2, а затем пазы 10, либо наоборот, либо в другой последовательности.
В сформированные паз 2 и прорези 10 закрепляют соответственно межканальный экран 1 и два скользящих элемента, полученные путем формирования в износостойком и немагнитном бруске, например, из керамики продольного паза, например прямоугольного сечения, с последующей фиксацией в нем магнитомягкой пластины 7 из износостойкого материала, например феррита или сендаста, и разрезкой на требуемые размеры у модуля. Производят навивку обмотки в области заднего зазора 5. Окончательной операцией после установки сборки в обойму, формирующей рабочую поверхность блока, производят снятие припуска до вскрытия межканального экрана и финишную обработку.
Полученные блоки в дальнейшем устанавливают в корпуса. В зависимости от решаемых задач и в силу симметричности конструкции два блока могут устанавливаться в ряд таким образом, что каждая пара рабочих зазоров располагается в параллельных плоскостях и напротив скользящей пластины противолежащего стереоканала. Это позволяет за счет шунтирующего действия скользящих пластин уменьшить паразитное влияние одного канала на другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок магнитных головок | 1990 |
|
SU1714673A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Магнитная головка | 1991 |
|
SU1838829A3 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| МАГНИТНАЯ ГОЛОВКА | 1991 |
|
RU2034338C1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Блок магнитных головок | 1990 |
|
SU1727166A1 |
| Блок магнитных головок | 1990 |
|
SU1716565A1 |
| Блок магнитных головок | 1990 |
|
SU1714669A1 |
Использование: изобретение относится к области накопления информации, а именно к технике магнитной записи-воспроизведения. Сущность изобретения: в заготовке для сердечников с рабочим и дополнительным зазорами прорезают со стороны его рабочей поверхности две симметрично расположенные относительно плоскости экрана прорези, в которых закрепляют два скользящих элемента, полученных путем формирования в бруске из износостойкого немагнитного материала продольного паза с последующей фиксацией в нем пластины из износостойкого и магнитомягкого материала и разрезкой на требуемые размеры. 2 с.п. ф-лы, 4 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
