Инструмент для нарезания и отделки зубьев глобоидных колес, выполненный в виде глобон/дного червяка, нзвестен, однако он обладает рядом недостатков, главны:, нз которых яв;1яется нерацноналыюе распределение загрузки режушнх кромок.
Особен {ость предложенного стрЗмента заключается в том, что, с целью равномерного раснредсления Harpj-зкн ЛШЖду вершнннымн режуHJ,HMH кро.мками, носледиис раеноложены по дуге окружности, смен;еннои с центра глобоида вдолГ) его оси в сторону входйон части глобоида, а для разномерного распределения работы боковых кромок режущих зубьев они расположены с равномерно-уменьн:енныл1 шагом от центра глобоида к концам витка.
Указанные особенности обеспечнпают равномерный нзиос всех режущих кромок и их ПОВЫН1С1Н- уЮ
стойкость, что дает возможность сэкономить расход режун1.его инструмента н работать е повыщенными режимами.
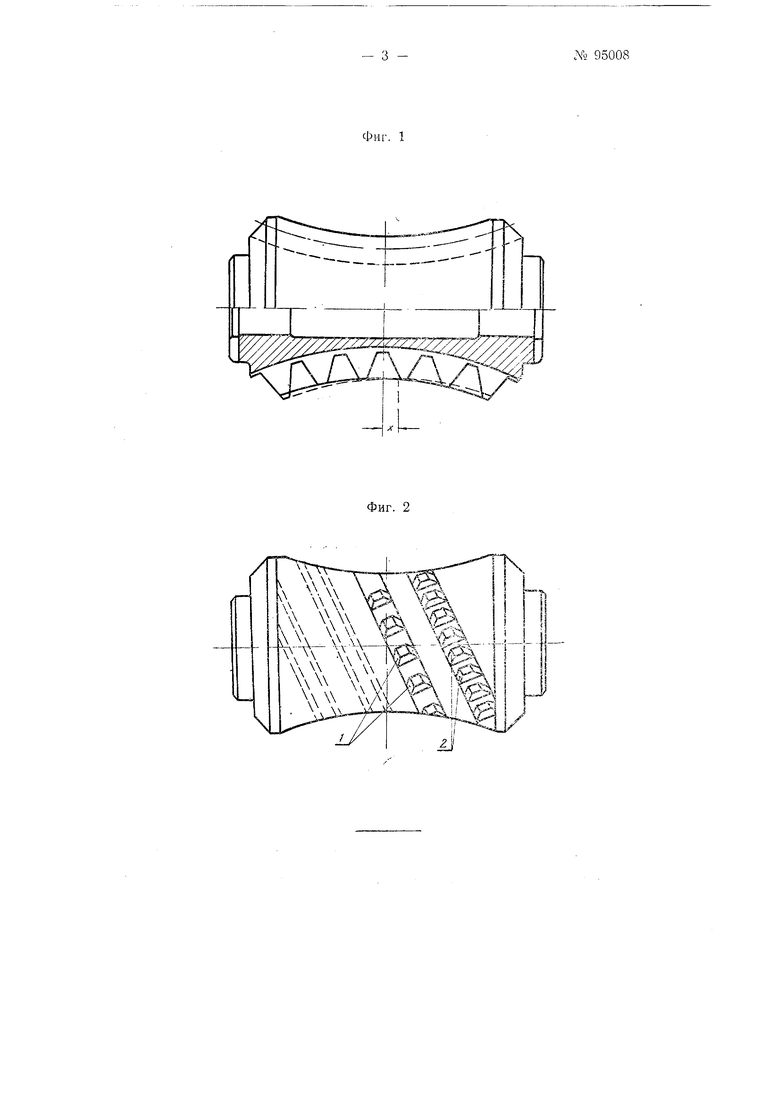
На фиг. нсказаио расположение веригниных режущих кромок; на
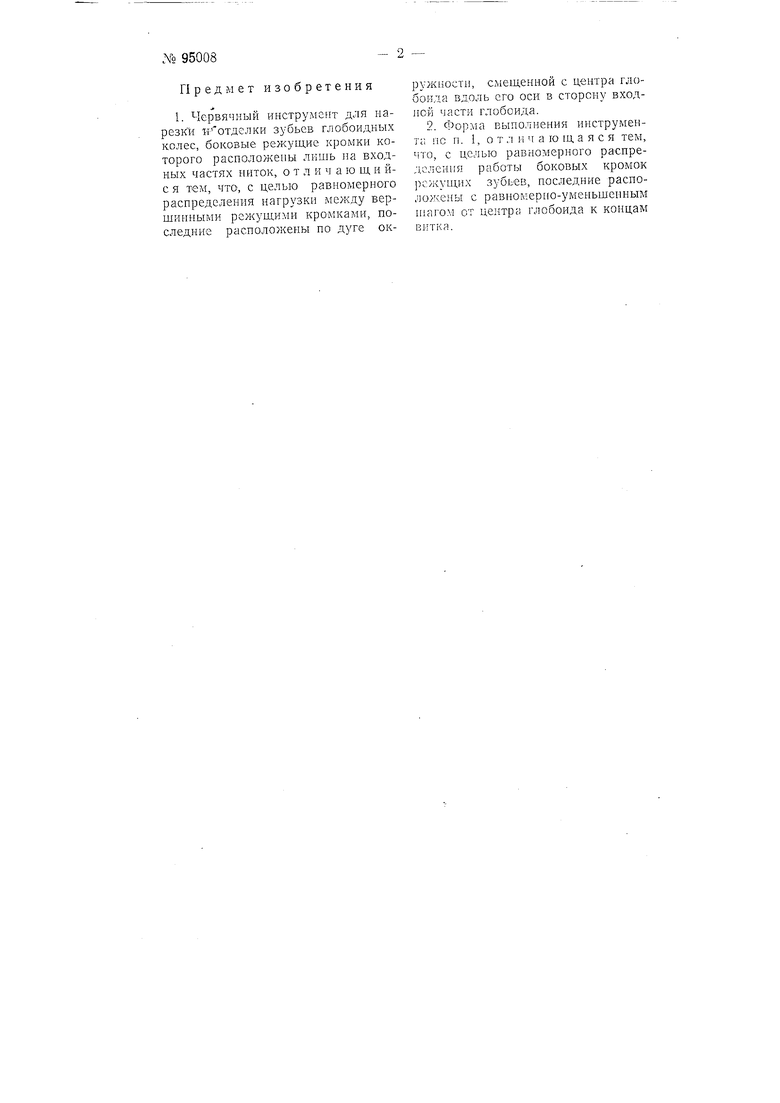
фиг. 2-схема расноложения режун,их по длиие витка.
Вершгиигые режущие кро.мки расноложеиы по дуге 0 -;ружностн, с.мещеннсй с центра глобоида вдоль его оси в сторону входной части глобоида на величину х (фиг. 1). Смещение на величину х вдоль оси глобоида осуществляется вправо для 1-лобоида, и.мсющего правый ход BiiTKOix 1 влево вдоль оси г.ггобчоида--для левого хода витков.
TaKOL- расположение верщиниых рсж}щмх кромок производят при затылованин инструмента за счет смен1.ения заготовки вдоль ее оси.
Смещение вдоль оси заготовки осуществляется влево для глобоида, иг.юющего правый ход витков, и вправо-для левого хода витков.
Боковые режущие кромки распо.чожеиы с иеравночмерным щагом по длине витка. Шаг режущих зубьев / (фиг. 2), расположенных в центральной части глобоида, больще, чем щаг режущих зубьев 2, находящихся ближе к концам витка.
Предмет изобретения
j
1. Червячный инструмент для нарезкИ к отделки зубьев глобоидных колес, боковые режущие кромки которого расположены лишь на входных частях ниток, о т л и ч а ю щ и йс я тем, что, с равномерного распределения нагрузки между вершинными режундими крОМками, последние расположены по дуге окружности, смещенной с центра глобоида вдоль его оси в сторону входной части глобоида.
2. Форма выполиения инструмент;; но и. 1, от л и чающаяся тем, ч.то, с целью равномерного распределения работы боковых кромок рсжунцьх зубьев, последние расположены с равномерно-уменьшенным HiaroM от центра 1 1 0бонда к концам витка.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| Резцовая головка для обработки витков глобоидного червяка | 1972 |
|
SU483205A1 |
| Многорезцовая летучка | 1979 |
|
SU1036480A1 |
| Глобоидная передача и способ ее изготовления | 1990 |
|
SU1762048A1 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| Способ одностороннего нарезания модифицированных витков глобоидных червяков | 1961 |
|
SU146637A1 |
| ЦИЛИНДРИЧЕСКАЯ СПИРОИДНАЯ ФРЕЗА | 1996 |
|
RU2095204C1 |
| Способ изготовления колеса модифицированной глобоидной передачи | 1986 |
|
SU1328092A1 |
| Червячная глобоидная фреза | 1961 |
|
SU147437A1 |
| Инструмент для изготовления глобоидных червяков | 1980 |
|
SU965581A1 |