(54) ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГЛОБОИДНЫХ
ЧЕРВЯКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| Глобоидная передача и способ ее изготовления | 1990 |
|
SU1762048A1 |
| Способ изготовления глобоидных червяных валов | 1972 |
|
SU494217A1 |
| Способ зубообработки глобоидных червяков | 1980 |
|
SU931333A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ обработки зубчатого колеса и устройство для его осуществления | 1982 |
|
SU1452465A3 |
| Глобоидная передача | 1980 |
|
SU896283A1 |
| Глобоидная червячная фреза | 1982 |
|
SU1021532A1 |
| Способ нарезания глобоидных червя-KOB | 1979 |
|
SU806302A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для прокатки глобоидных червяков и других изделий с винтовым зубом.
Известен способ и инструмент для изготовления глобоидных червяков путем 5 прокатки заготовки между двумя полуцилиндрическими косозубыми валками-рейками, совершающими возвратно-поступательное движение навстречу друг другу 1.
Однако данный способ допускает подре- ю зание профиля изделия в процессе прокатки и не обеспечивает равномерного припуска на последующую механическую обработку червяков.
Известен инструмент для изготовления глобоидных червяков, содержащий установ- 5 ленные под углом один к другому носозубные валки, имеющие входную и выходную частки 2.
Однако и этот способ, а также используемый в нем инструмент (косозубые полу- 2о цилиндрические валки) не позволяют получить точное изделие, так как не обеспечивают равномерного припуска на последующую механическую обработку червяка, поскольку профиль движущихся валков в
мгновенном поперечном сечении не эквидистантен профилю впадин витков глобоидного червяка. Кроме того, дополнительный поворот инструмента влечет за собой создание специального привода вращения, который усложняет получение геометрически точной винтовой поверхности заготовки. При таком способе накатки искажается профиль и винтовая поверхность изделия.
Цель изобретения - повышение точности изготовления винтовой поверхности заготовки глобоидного червяка путем обеспечения равномерного припуска.
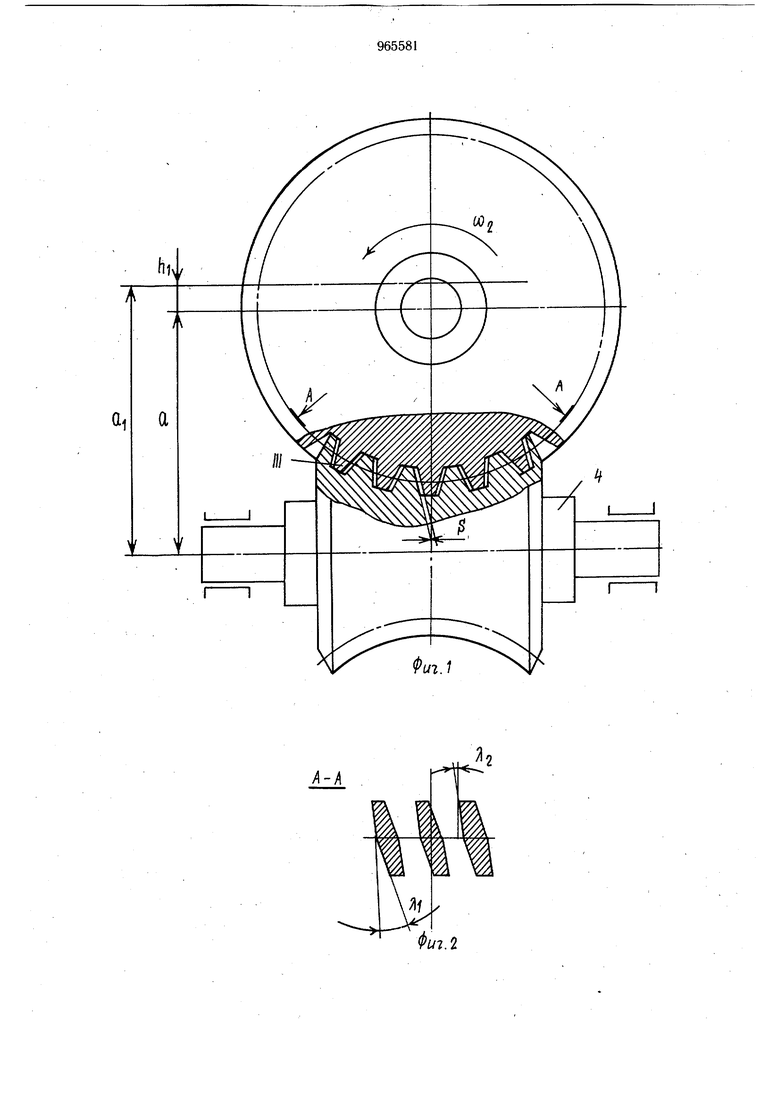
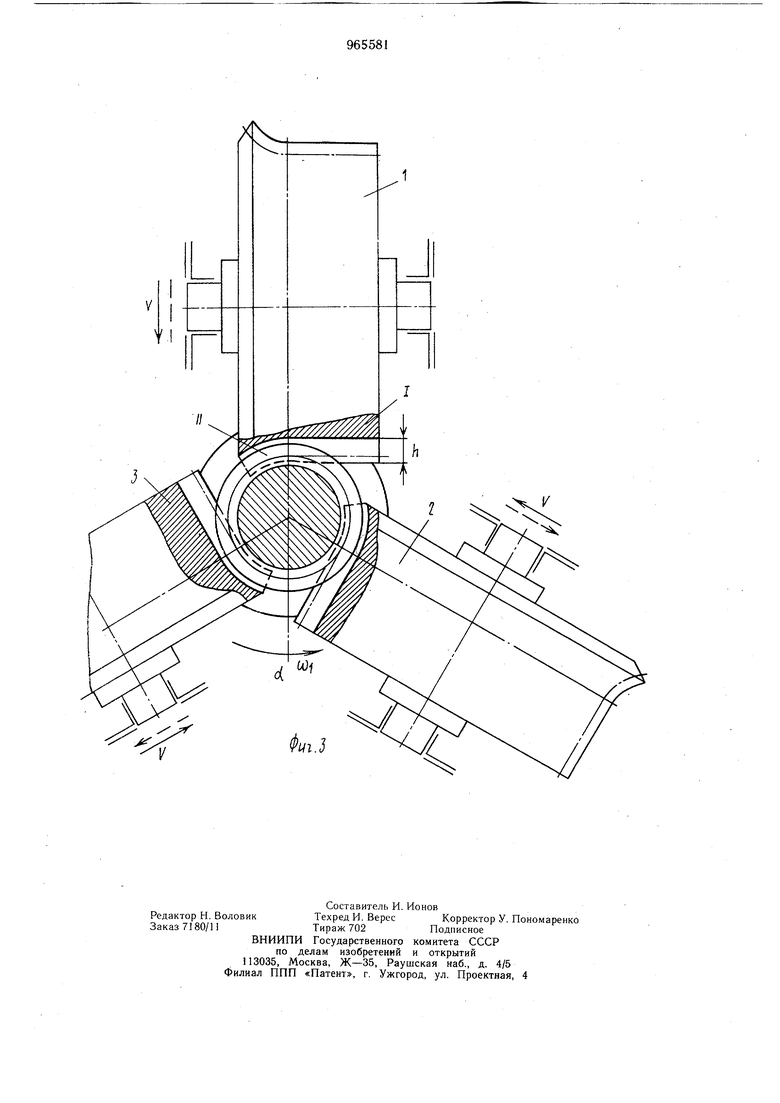
Поставленная цель достигается тем, что в инструменте для изготовления глобоидных червяков, содержащем установленные под углом один к другому косозубые валки, имеющие входную ц выходную участки, косозубые валки выполнены в виде зубчатых колес сечение которых в средней плоскости представляет собой круговую рейку с профилем зубьев, эквидистантным профилю впадин витков глобоидного червяка, углы подъема винтовых линий на входном и выходном участках равны соответственно максимальному и минимальному углам подъема винтовой линии на делительном глобоиде червяка, при этом ширина входной части валка не менее максимального наружного радиуса червяка. На фиг. 1 представлена конструкция инструмента - косозубых валков; на фиг. 2- сечение А-А на фиг. 1; на фиг. 3 - схема устройства для изготовления глобоидных червяков, например, при трехвалковой прокатке. Каждый из валков 1-3, выполнен в виде зубчатого колеса с входной I и выгодной II частью, разделенных средней плоскостью А. .Выступы и впадинызубьев входной части имеют цилиндрические поверхности, а выходной - глобоидные. Ширина входной части валка не менее максимального наружнего радиуса червяка. Сечение валков средней плоскостью Л представляет собой круговую рейку III с профилем зубьев, эквидистантным профилю впадин витков глобоидного червяка с тем, чтобы обеспечить равномерный припуск на последующую механическую обработку его заготовки 4. В сечение А-А (фиг. 2) одного из валков 1 показан продольный профиль зубьев и углы Л,,АЗ подъема винтовых линий, соответстенно на делительном цилиндре входной Iчасти и делительном глобоиде выходной IIчасти валка. Указанные углы вы ираются из условия Л,т где Лтпах.т1гуглы подъема винтовых линий на делительном глобоиде червяка, соответственно в горле и на торцах. Для осуществления прокатки предлагаемым инструментом каждому валку сообщается вращательное движение (Цг) и синхронное поступательное движение V навстречу заготовке 4. Угловые скорости вращения и заготовки и валков выбираются из условия cJ| /0/2 i где 1 - заданное передаточное отнощение. В поступательном движении валки перемещаются на величину h , несколько больщую высоты h витка червяка, начиная с исходного межосевого расстояния а, , которое выбирается из условия а, а 4- HI ,(3) где а номинальное межосевое расстояние червячной передачи. Инструмент работает следующим образом. В исходном положении заготовка 4 червяка и- косозубые валки 1-3 (инструмент) Находятся в межосевом расстоянии а. Затем заготовке и валкам сообщ,ается вращательное движение Wt и W2 с заданным передаточным отнощением i. Одновременно валки начинают синхронное поступательное движение V навстречу заготовке на величину HI , несколько больщую высоты h витка червяка. Это движение продолжается до момента достижения номинального межосевого расстояния а. В процессе прокатки материал заготовки предварительно формируется во входной I части валков. УглыА. и А продольного профиля зубьев во входной 1 и в.ыходной II частях валков способствуют правильному (без искажения) формированию витков заготовки. Окончательное формирование витков заготовки происходит в конце прокатки с помощью круговой рейки III в сечении валков средней плоскостью Л что обеспечивает равномерный припуск S на последующую механическую обработку заготовки. По окончании прокатки валки возвращаются в исходное положение. Формула изобретения Инструмент для изготовления глобоидных червяков, содержащий установленные под углом один к другому косозубые валки, имеющие входную и выходную части, отличающийся тем, что, с целью повыщения точности изготовления винтовой поверхности заготовки глобоидного червяка, косозубые валки выполнены в виде зубчатых колес, сечение которых в средней плоскости представляет собой круговую рейку, с профилем зубьев, эквидистантным профилю впадин витков глобоидного червяка, углы подъема винтовых линий на входном и выходном участках равны соответственно максимальным и минимальному углам подъема винтовой линии на делительноМ|глобоиде червяка, при этом ширина входной части валка не менее максимального наружного радиуса червяка. Источники информации, принятые во внимание при экспертизе 1.Патент ГДР JXb 37177, кл. , 1965. 2.Авторское свидетельство СССР № 494217, кл. В 21 Н 3/12, 1975.
/(-f(
