(5) ФРЕЗЕРНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ СТРОГАЛЬНЫЙ С ОБНОВЛЯЕМЫМ ПРИ ПЕРЕТОЧКАХ УГЛОМ ПРИСАДКИ И ПРОФИЛЯ СТРУЖКОЛОМАТЕЛЯ ПО ЕГО ПЕРЕДНЕЙ ГРАНИ | 2001 |
|
RU2229376C2 |
| УНИВЕРСАЛЬНЫЙ ОКУЧНИК-ГРЕБНЕФОРМИРОВАТЕЛЬ | 2003 |
|
RU2235449C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ НЕТОВАРНЫХ ЧАСТЕЙ КОРНЕЙ СОЛОДКИ | 1999 |
|
RU2168881C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 2002 |
|
RU2228839C2 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ЗАТОЧКИ НОЖЕЙ | 2021 |
|
RU2761845C1 |
| Сборная торцовая фреза | 1991 |
|
SU1808517A1 |
| МАШИНА ДЛЯ ДОБЫЧИ КОРНЕЙ СОЛОДКИ | 1997 |
|
RU2125785C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ УГЛА ЗАТОЧКИ, УСТРОЙСТВА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА, РАБОЧИЙ СТОЛ, ДЕРЖАТЕЛЬ НОЖА, СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ ЛЕДОБУРОВ | 2017 |
|
RU2696627C2 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
1
Изобретение относится к фрезерным головкам для обработки древесины и может быть использовано в лесной и деревообрабатывающей промышленности.
Известна фреза для обработки, древесины, включающая корпус, ножи и пластинчатые упоры с механизмом настройки ножей Cl.
Недостаток данной фрезы заключается в ненадежном креплении ножей.
Известна также фрезерная головка, включающая корпус с торцовыми пазами для режущих ножей и имеющих клинья элементов их крепления и боковыми пазами для подрезающих ножей и элементов их крепления 2J.
Недостаток данной фрезерной головки заключается в низком качестве обрабатываемой поверхности.
Цель изобретения - повышение качества обрабатываемой поверхности.
Цель достигается тем, что каждый элемент крепления подрезающего ножа
имеет клин и винт с кольцевыми про-, точками для взаимодействия с заплечиками подрезающих ножей, лезвие которых расположено под углом к касательной поверхности вращения, равным 10-5. причем угол заточки каждого ножа равен 20-60®, а задний угол 315 , при этом элементы крепления режущих ножей имеют наклонную к оси щения фрезерной головки стружкоотводящую канавку.
Кроме того, каждый нож имеет гребень , а его клин имеет выточки для этого гребня.
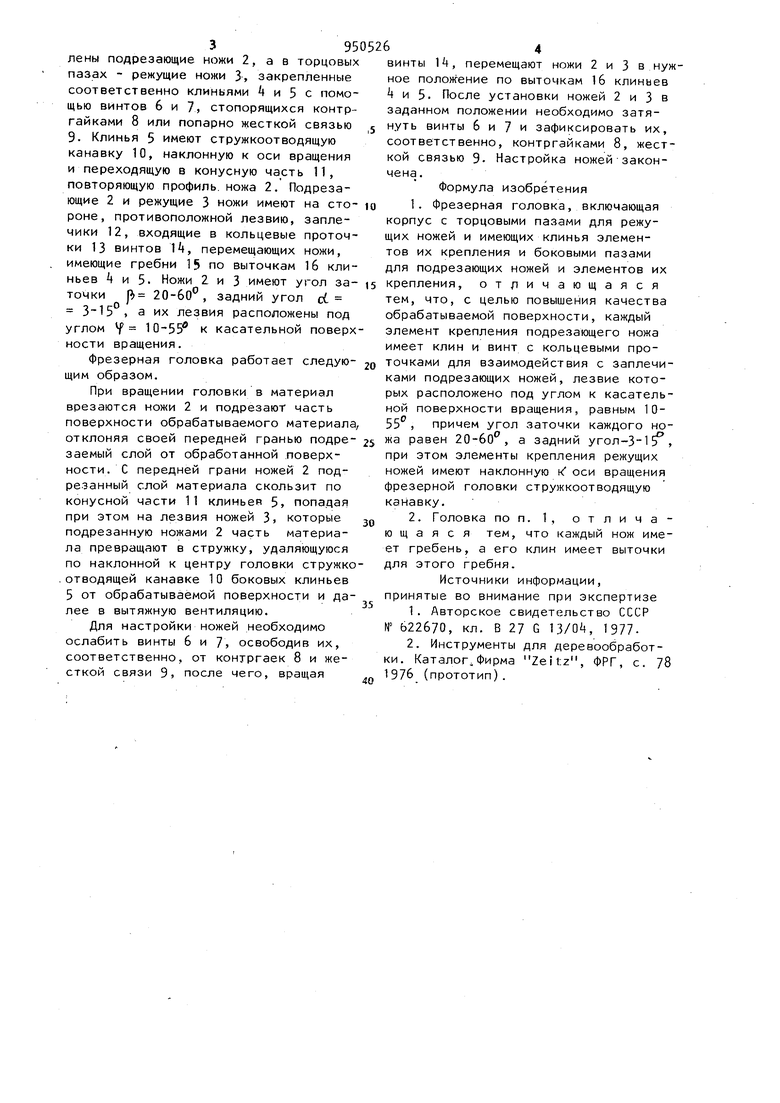
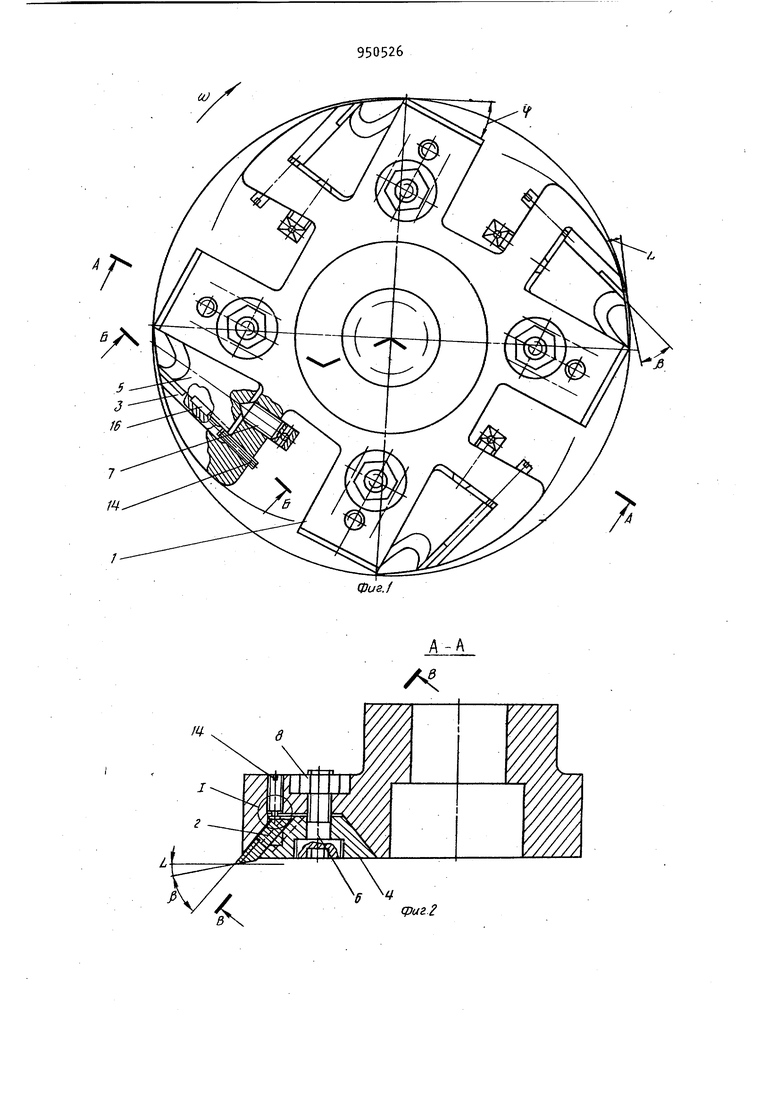
На фиг. 1 изображена фрезерная головка, общий вид(в план на фиг. 2 сечение А-А на фиг. 1 (повернуто); на фиг. 3 - разрез Б-Б на фиг. 1 (повернуто) ; на фиг. k - сечение В-В на
20 фиг. 2 (повернуто); на фиг. 5 - узел 1 на фиг. 2 (повернуто).
Фрезерная головка содержит корпус 1, в боковых пааах которого установлены подрезающие ножи 2, а в торцовых пазах - режущие ножи 3, закрепленные соответственно клиньями и с помощью винтов 6 и 7, стопорящихся контргайками 8 или попарно жесткой связью Э. Клинья 5 имеют стружкоотводящую канавку 10, наклонную к оси вращения и переходящую в конусную часть 11, повторяющую профиль, ножа 2, Подрезающие 2 и режущие 3 ножи имеют на стороне, противоположной лезвию, заплечики 12, входящие в кольцевые проточки 13 винтов 14, перемещающих ножи, имеющие гребни 15 по выточкам 16 клиньев i и 5. Ножи 2 и 3 имеют угол заточки J 20-60, задний угол ci 3-15°, а их лезвия расположены под углом Y 10-55 к касательной поверх ности вращения. Фрезерная головка работает следующим образом. При вращении головки в материал врезаются ножи 2 и подрезают часть поверхности обрабатываемого материала отклоняя своей передней гранью подрезаемый слой от обработанной поверхности. С передней грани ножей 2 подрезанный слой материала скользит по конусной части 11 клиньев 5, попадая при этом на лезвия ножей 3, которые подрезанную ножами 2 часть материала превращают в стружку, удаляющуюся по наклонной к центру головки стружко . отводящей канавке 10 боковых клиньев 5 от обрабатываемой поверхности и да лее в вытяжную вентиляцию. Для настройки ножей необходимо ослабить винты 6 и 7 освободив их, соответственно, от контргаек 8 и жесткой связи 9, после чего, вращая ВИНТЫ 1, перемещают ножи 2 и 3 в нужное положение по выточкам 16 клиньев и 5. После установки ножей 2 и 3 в заданном положении необходимо затянуть винты 6 и 7 и зафиксировать их, соответственно, контргайками 8, жесткой связью 9. Настройка ножей закончена. Формула изобретения 1.Фрезерная головка, включающая корпус с торцовыми пазами для режущих ножей и имеющих клинья элементов их крепления и боковыми пазами для подрезающих ножей и элементов их крепления, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности, каждый элемент крепления подрезающего ножа имеет клин и винт с кольцевыми проточками для взаимодействия с заплечиками подрезающих ножей, лезвие которых расположено под углом к касательной поверхности вращения, равным 1055, причем угол заточки каждого ножа равен 20-60, а задний угол-3-1, при этом элементы крепления режущих ножей имеют наклонную К оси вращения фрезерной головки стружкоотводящую канавку. 2.Головка по п. 1, отличающаяся тем, что каждый нож имеет гребень, а его клин имеет выточки для этого гребня. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 622670, кл. В 27 G 13/0, 19772.Инструменты для деревообработки. Каталог,Фирма Zeitz, ФРГ, с. 78 1976 (прототип).
/4f
f4
сриг2
