Изобретение относится к металлообработке, в частности к конструкциям режущих инструментов.
Цель изобретения - повышение стойкости, увеличение производительности, улуч- шение качества обработки и обеспечение простоты технического исполнения.
Указанная цель достигается.тем, что стандартная торцовая фреза, содержащая корпус и вставные рифле.ные ножи, оснащается дополнительными подрезными и обдирочными ножами, установленными поочередно в промежутках между основными ножами. Дополнительные ножи имеют корпусную часть в форме прямоугольного параллелепипеда, базируемую на фрезе по трем сторонам: на предварительно обработанных площадках периферии корпуса фрезы; по основному, следующему за дополнительным, ножу; по упорному регулировочному винту. Упомянутые дополнительные ножи единым образом крепятся- к корпусу двумя винтами через паз, параллельный оси фрезы. Регулировочные винты
располагаются в упорном диске, закрепленном на верхнем торце корпуса фрезы, и предназначены Для базирования и регулирования осевого вылета дополнительных ножей.
Обдирочные ножи, имея специальную геометрию лезвия, располагаются в районе предполагаемой корки на обрабатываемой поверхности и берут на себя функции по удалению этой корки в процессе резания, разгружая основные ножи.
Подрезные ножи, имея также специальную геометрию лезвия, располагаются в районе вершины лезвия основных ножей и обеспечивают разгрузку-этой вершины в процессе резания, а также, благодаря наличию радиуса при своей вершине, улучшают качество обработанной поверхности.
Основные ножи несут главную нагрузку при обработке данной фрезой, однако работают в условиях свободного резания без неблагоприятного воздействия корки, а также с разгруженной вершиной, что приводит к увеличению их стойкости. При этом отпада(Л
С
00
о
00
ел XI
ет необходимость заточки угла в плане на основных ножах, что-также повышает их стойкость, т.к. отсутствуют остаточные напряжения, возникающие в паяном стыке твердосплавной пластины и корпуса ножа при его заточке.
Геометрия лезвия дополнительных ножей позволяет получить в процессе резания осевые силы резания, прижимающие фрезу к заготовке, что повышает ее устойчивость, снижает вибрации, облегчает процесс резания и приводит к улучшению качества обработанной поверхности.
Испытания фрезы показали, что она способна вести обработку при повышенных по сравнению с прототипом элементах режима резания, а именно, глубине резания, подаче и скорости главного движения, что ведет к повышению производительности обработки.
Использование распространенной и относительно дешевой известной фрезы в качестве основы для создания предлагаемой конструкции -фрезы ведет к обеспечению простоты ее технического исполнения.
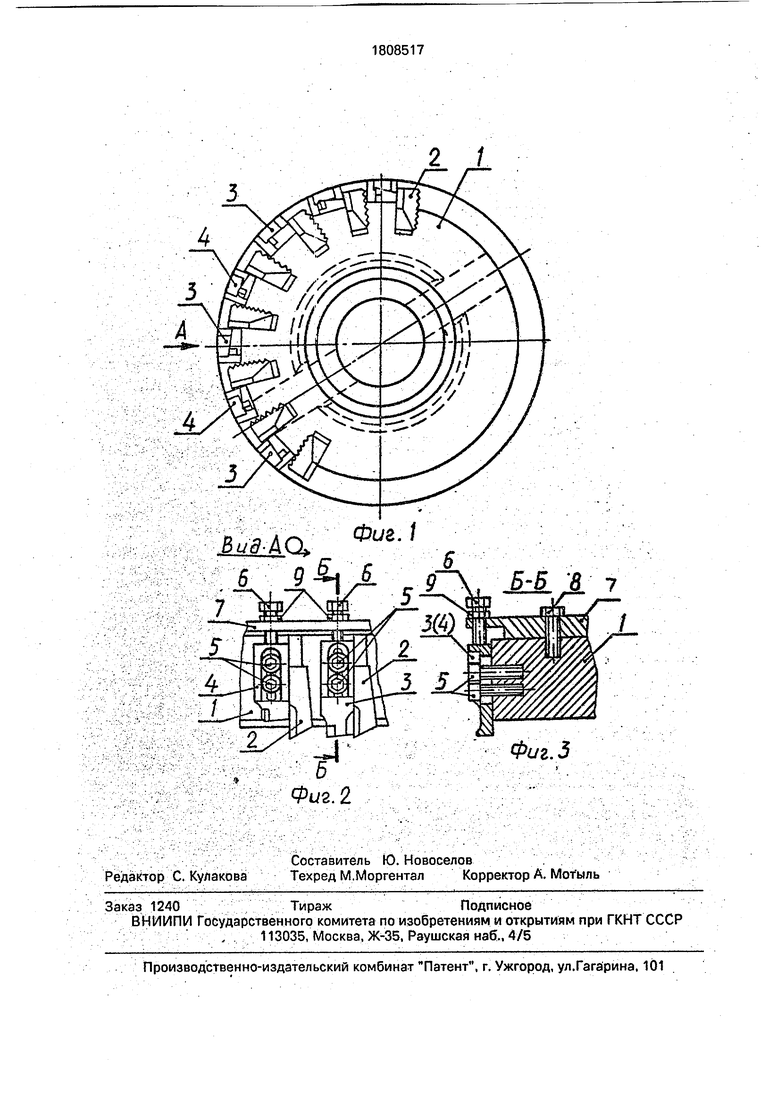
На фигЛ изображена сборная торцовая фреза, вид с нижнего торца; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - сечение Б-Б на фиг.2.
Сборная торцовая фреза состоит из корпуса 1, в котором выполнены клиновые рифленые пазы для крепления основных ножей 2. Дополнительные подрезные 3-й обдирочные 4 ножи крепятся на предварительно обработанных площадках периферии корпуса 1 двумя винтами 5 через параллельные оси фрезы пазы, выполненные в корпусной части дополнительных ножей 3 и 4. Регулировочные 6 расположены в упорном диске 7, прикрепленном к верхнему торцу фрезы винтами 8. .
Настройка фрезы осуществляется следующим образом. .
После заточки основных ножей к фрезе присоединяются дополнительные ножи. При ослабленных винтах 5 с помощью винтов 6 дополнительные ножи устанавливаются на требуемую высоту в зависимости от требуемой глубины резания так, чтобы лезвия обдирочных ножей 4 располагались в
районе предполагаемой обрабатываемой корки, т.е. на уровне расчетной глубины зания минус 1,5-2 мм, а лезвия подрезных ножей 3 на 0.1 мм ниже уровня основных ножей. После этого винты 5 зажимаются,
а винты б контрятся к диску 7 контргайками 9.
Дополнительные ножи 3 и 4 могут устанавливаться не в каждый промежуток между основными ножами в зависимости от конкретных условий обработки. При -обработке на карусельных двухшпиндельных фрезерных станках вторая чистовая фреза может оснащаться лишь подрезными ножами 3, установленными в каждый промежуток между
основными ножами 2.
Испытания фрезы показали, что ее стойкость при обработке чугунных заготовок с коркой по сравнению с прототипом в среднем возрастает в 1,5 раза. При этом глубина
резания в среднем может быть увеличена на 2-3 мм, а частота вращения шпинделя повышена на 1-2 ступени, что повышает производительность. Шероховатость обработанной поверхности улучшается в среднем на 2-3 класса.
Формула изобретени я Сборная торцовая фреза, содержащая корпус, в пазах которого закреплены вставные ножи с рифлениями, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности и улучшения качества обработки, фреза снабжена дополнительными ножами для обдирки и
подрезки, установленными на корпусе с возможностью осевой регулировки между основными ножами, Причем вершины обдирочных ножей установлены со смещением относительно вершин основных ножей, а
вершины подрезных ножей установлены на уровне вершин основных ножей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2014 |
|
RU2559078C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| Торцовая фреза | 1990 |
|
SU1756036A1 |
| Сборная фреза | 1985 |
|
SU1308480A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Торцовая фреза | 1976 |
|
SU891256A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
Использование: металлообработка, конструкции металлорежущих инструментов. Сущность изобретения: фреза содержит корпус, в пазах которого закреплены основные вставные ножи с рифлениями и допол; нительные. обдирочные и подрезные ножи. Дополнительные ножи установлены на корпусе между основными ножами с возможностью осевой регулировки. Вершины обдирочных ножей смещены относительно вершины основных. Вершины подрезных .ножей расположены на уровне вершин основных ножей. 3 ил..
| Фрезы торцевые насадные со вставными ножами, оснащенными пластинами из твердого сплава | |||
| Паровой котел для твердого топлива с непосредственным воздействием продуктов горения на воду | 1927 |
|
SU9473A1 |
