1
Изобретение относится к технологчиескому оборудованию для изготовления электрических машин, в част , ности для изготовления стержневой статорной обмотки крупных электрических машин.
Известны устройства для крепления элементов обмотки при пропитке и отверждении, в которых узкие грани пазовых частей всех элементов обмотки расположены в одной плоскости со сдвигом друг относительно друга до взаимного касания широких сторон лобовых частей.
Концы элементов обмотки также расположены в одной плоскости в пазах зубчатых элементов. Уплотнение изоляции всех элементов обмотки в пазовой и лобовой частях осуществляется одновременно с одной стороны til.
Наиболее близким к предлагаемому является устройство для крепления обмотки электрических машин, содержащее основание с установленными ,на
нем дугообразными перегородками, одни из которых предназначены для размещения на них пазовых частей обмотки, а другие для концевых частей обмотки, планки и зажимные элементы. В известном устройстве пазовые части обмотки располагаются и сжаты по окружности на определенном расстоянии друг от друга таким образом, что широкие стороны лобовых ч астей обмотки касаются друга друга 2.,
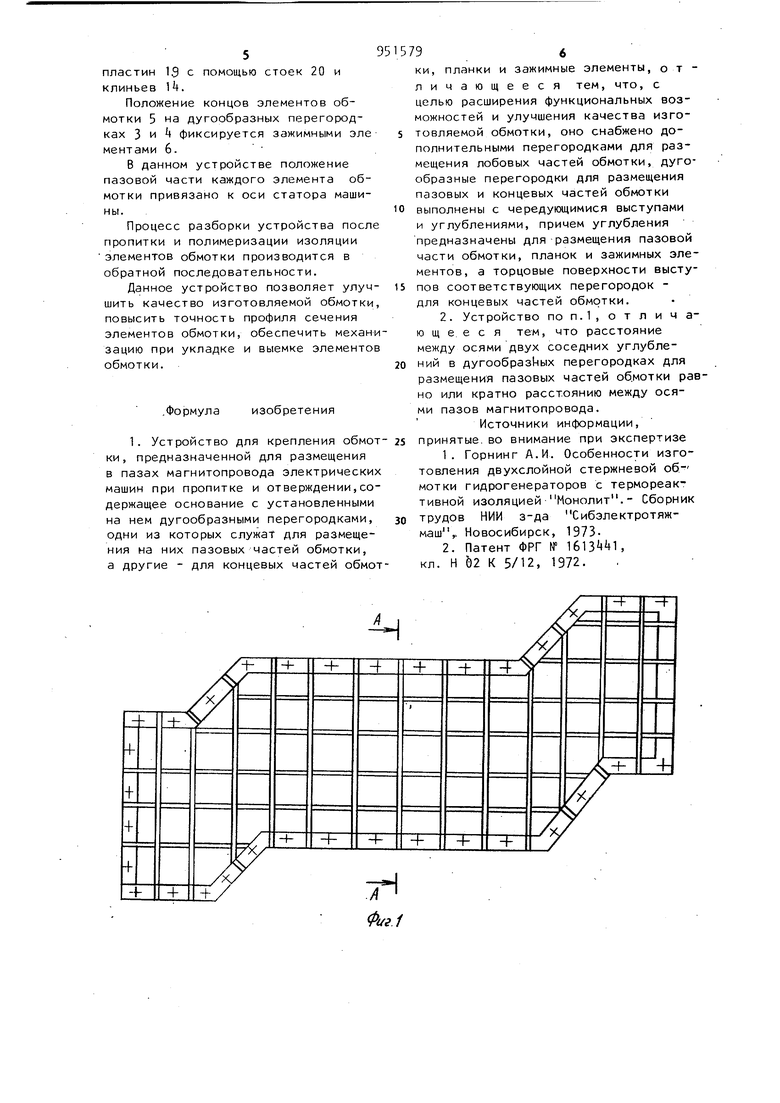
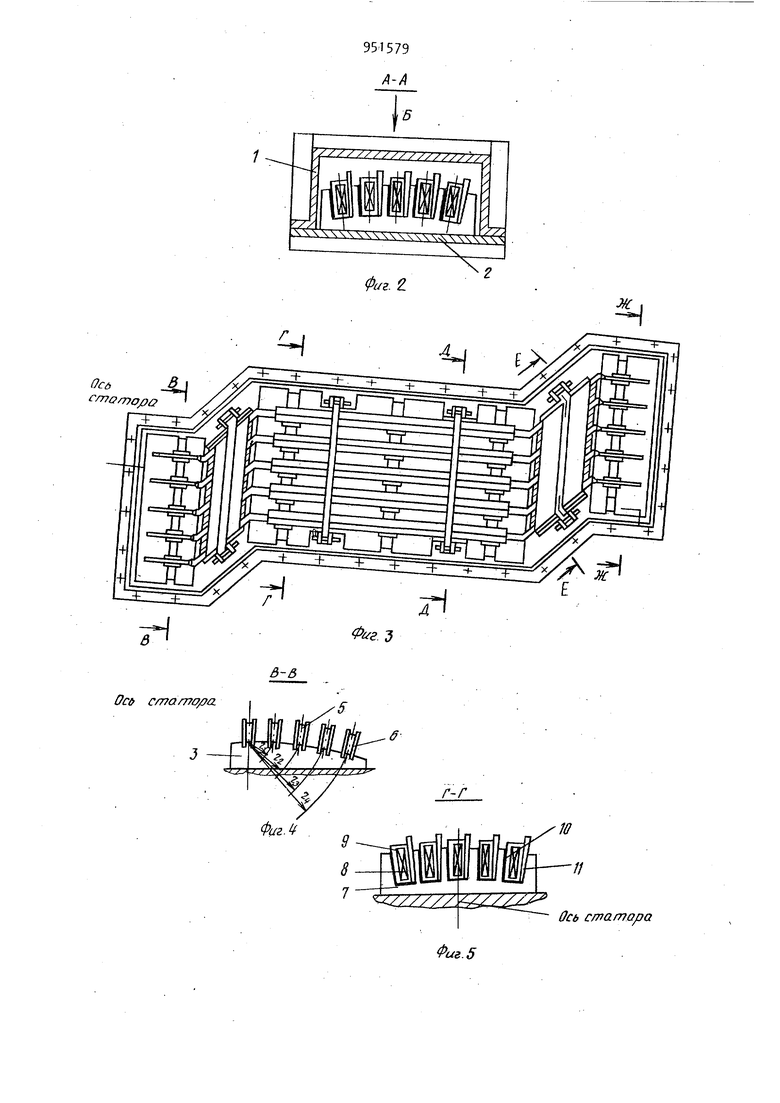
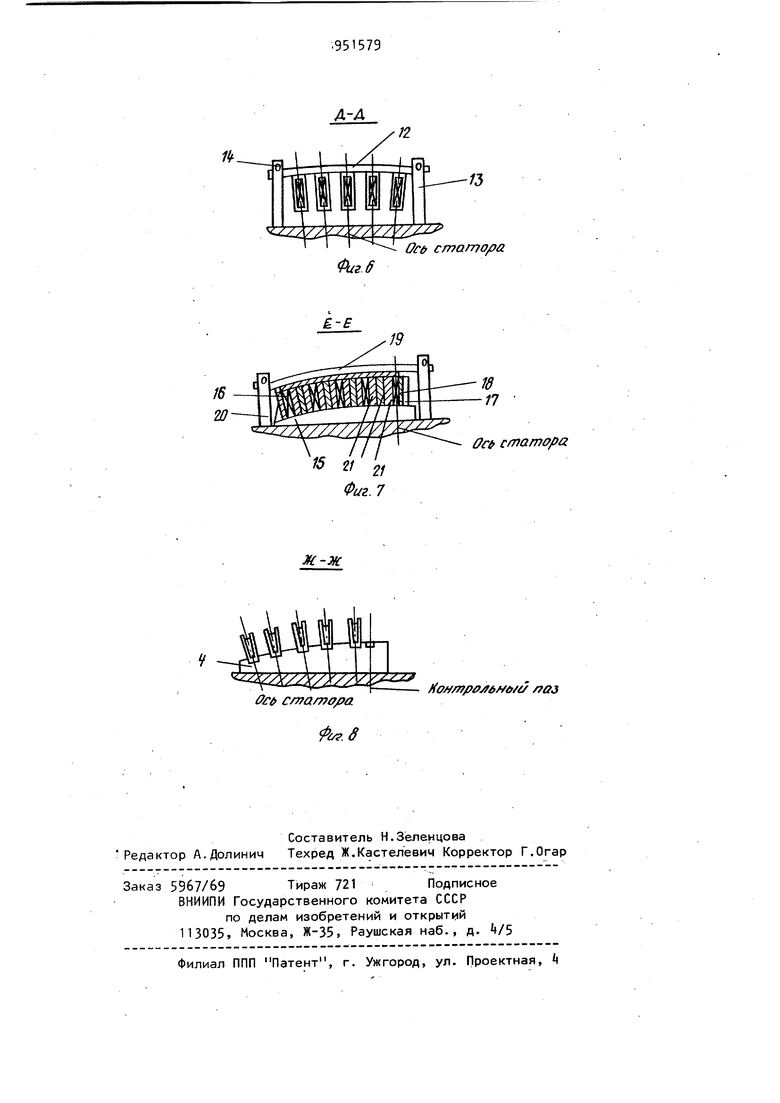
Однако известное устройство не обеспечивает одинаковую степень уплот нения изоляции в пазовых частях обмотки, что (Создает различные условия для пропитки и приводит к значительному разбросу по размерам пропитанных стержней, а также затруднен процесс механизации укладки и выемки элементов обмотки. Известное устройство не обеспечивает получение идентичных элементов обмотки, особенно из разных устройств-дублеров, так как расположение оси пазовой части и оси концов 3 элементов обмотки связаны с осью ст тора машины только для крайних элементов обмотки, а взаимное полоЛение внутренних элементов не связано с осью статора машины. Целью изобретения является расш рение функциональных возможностей устройства и улучшение качества из готовляемой обкотки. Цель достигается тем, что устрой ство снабжено дополнительными дугообразными перегородками для размеще ния лобовых частей обмотки, дугообразные перегородки для размещения пазовых и концевых частей обмотки выполнены с чередующимися выступами и углублениями, причем углубления предназначены для размещения пазовой части обмотки,планок и зажимных элементов, а торцовые поверхности выступов соответствующих перегородок - для концевых частей обмотки. Причем расстояние между осями двух соседних углублений в дугообразных перегородках для размещения пазовых частей обмотки равно или кратно,расстоянию между осями пазов магнитопровода. На фиг.1 изображено устройство, общий вид; на фиг.2 - сечениео А-А на фиг.1; на фйг.З вид Б на фиг.2 на фиг.А - сечение В-В на фиг.З; н фиг.5 - сечение Г-Г на фиг.З; на фиг..6 - сечение Д-Д на фиг.З; на фиг. 7 - сечение Е-Е на фиг.З; на фиг.8 - сечение Ж-Ж на фиг.З. Устройство для крепления обмотки представляет собой сварную конструкцию, состоящую из крышки 1 и основания 2 (фиг.2). Дно основания -плоское или наклонное, боковые линии разъема у основания и крышки параллельны между собой или распо ложены под .углом друг к другу. Р положение элементов обмотки на осн вании 2 (фиг.2) в один и более рядов по высоте. Верхние ряды стержней расположены на промежуточных плитах-основаниях. На основании 2 установлены дуго образные перегородки 3 (фиг.) и. (фиг. 8,1 для фиксации и крепления концов элементов обмотки 5 с помощ зажимных элементов 6 (фиг.А), дуго образные перегородки 7 (фиг.). в углубления которых укладываются па вые части элементов обмотки 8, заключенные в П-образные формообразу 4 ющие планки 9 (фиг.5). Для свободной выемки между стенкой углублений перегородки 7 и П-образной планкой 9 установлена антиадгезионная прокладка 10 (фиг. 5)- Пазовые части элементов обмотки совместно с Побразными планками фиксируются в углублениях перегородки 7 зажимными элементами 11 (фиг.5/ и прижимами 12 (фиг.6). Прижимы 12 устанавливаются в стойках 13 и фиксируются клиньями (фиг.6). Лобовые части элементов обмотки 15 (фиг.7 располагаются на дугообразныхперегородках 16 между направлягацими 17 (Фиг.7). Для свободной выемки одного из крайних элементов обмотки между ним и направляющим 17 устанавливается вставка 18 (фиг.7), Фиксация лобовых частей элементов обмотки на дугообразных перегородках 16 осуществляется прижимом 19, который закрепляется на стойках 20 (фиг.7). Уплотнение изоляции в лобовых частях элементов обмотки осуществляется вставками 21 (фиг.7). Устройство работает следующим образом. На пазовую часть элемента обмотки 8 закрепляются формообразующие планки 9 и с помощью грузоподъемных средств элемент обмотки устанавливается в углубления дугообразных перегородок 7;В которые предварительно устанавливаются антиадгезионные прикладки 10. Аналогично устанавливаются ос тальные элементы обмотки. Во все углубления дугообразных перегородок 7 закладываются зажимные элементы 11 и осуществляется последовательное смыкание формообразующих прокладок 9Радиальное положение фиксируется и контролируется установкой прижимных планок 12 с помощью стоек 13 и клиньев 1. В зазоры между лобовыми частями двух соседних элементов обмотки 15 устанавливаются уплотняющие вставки 21. а в зазор между направляющей 17 устанавливаются расклинивающие вставки 1 8. Радиальное положение лобовых частей элементов обмотки 15 на дугообразной перегородке 16 фиксируется и контролируется установкой нажимных
59
пластин 1.9 с помощью стоек 20 и клиньев It.
Положение концов элементов обмотки 5 на дугообразных перегородках 3 и фиксируется зажимными эле ментами 6.
В данном устройстве положение пазовой части каждого элемента обмотки привязано к оси статора машины.
Процесс разборки устройства после пропитки и полимеризации изоляции элементов обмотки производится в обратной последовательности.
Данное устройство позволяет улучшить качество изготовляемой обмотки, повысить точность профиля сечения элементов обмотки, обеспечить механизацию при укладке и выемке элементов обмотки.
изобретения
.Формула
1. Устройство для крепления обмотки, предназначенной для размещения в пазах магнитопровода электрических машин при пропитке и отверждении,содержащее основание с установленными на нем дугообразными перегородками, одни из которых служат для размещения на них пазовых частей обмотки, а другие - для концевых частей обмот96
ки, планки и зажимные элементы, отличающееся тем, что, с целью расширения функциональных возможностей и улучшения качества изготовляемой обмотки, оно снабжено дополнительными перегородками для размещения лобовых частей обмотки, дугообразные перегородки для размещения пазовых и концевых частей обмотки выполнены с чередующимися выступами и углублениями, причем углубления предназначены для размещения пазовой части обмотки, планок и зажимных элементов, а торцовые поверхности выступов соответствующих перегородок для концевых частей обмотки.
2. Устройство по п.1, о т л и ч аю щ е е с я тем, что расстояние между осями двух соседних углублеНИИ в дугообразных перегородках для размещения пазовых частей об.мотки равно или кратно расстоянию между осями пазов магнитопровода.
Источники информации, принятые, во внимание при экспертизе
1.Горнинг А.И. Особенности изготовления двухслойной стержневой обмотки гидрогенераторов с термореактивной изоляцией Монолит.- Сборник трудов НИИ з-да Сибэлектротяжмаш,- Новосибирск, 19732.Патент ФРГ № , кл. Н б2 К 5/12, 1972.
+
iH
Iff.
HOff/np0Jf6f Mi/ fJO3
