В известных устройствах для опрессовки стержней электрических машин с термореактивной изоляцией изолированный стержень неред запечкой в термостате укладывают в жесткую форму но контуру стержня и опрессовывают для придания изоляции монолитности и получения геометрических размеров с помощью винтов или гидравлических цилиндров, жестко закрепленных на устройстве на определенном расстоянии друг от друга. Лобовая часть соединена жестко с прямолинейной (пазовой) частью, получение заданных размеров в поперечном сечении стержня обеспечнвается замыканием прессующих планок до жесткого упора.
Недостатками подобных устройств являются жесткое крепление лобовых форм стержня с назовой частью, что вызывает перепрессовку изоляции в местах перехода назовой части стержня на лобовую во время нагрева устройств в термостате; применение ручных винтовых зажимов для опрессовки стержня но всему контуру; сложность и громоздкость конструкции зажимных элементов для изготовления многоместных устройств.
относительно его назовой части. Пазовую часть стержня опрессовывают передвижным гидропрессом, лобовые части - съемными гидравлическими прижимами. . На фиг. 1 изображен общий вид устройства; на фиг. 2 - узел онрессовки стержня по узкой и широкой граням в назовой части; на фиг. 3 - узел онрессовки лобовой части стержня с помощью струбцины н съемного
гидравлического прижима.
Устройство состоит из пазовой части 1, лобовой частп 2 и передвин пого гидравлического пресса 3 (фиг. 1).
Пазовая часть выполнена в виде сварной
ностели с шестью ручьями, в которые укладывают изолированные стержни нрямолинейной частью. На ностели расположены фиксированные штыри 4 н 5 верхних 6 и боковых 7 прижнмов (фиг. 2). В штырях и прижимах пмеются прямоугольные окна под клин 8 для фнксацин прессующих планок 9 и W.
Для онрессовки стержня по контору укладывают верхние 9 и боковые 10 прессующие планки, которые онрессовывают стержень при
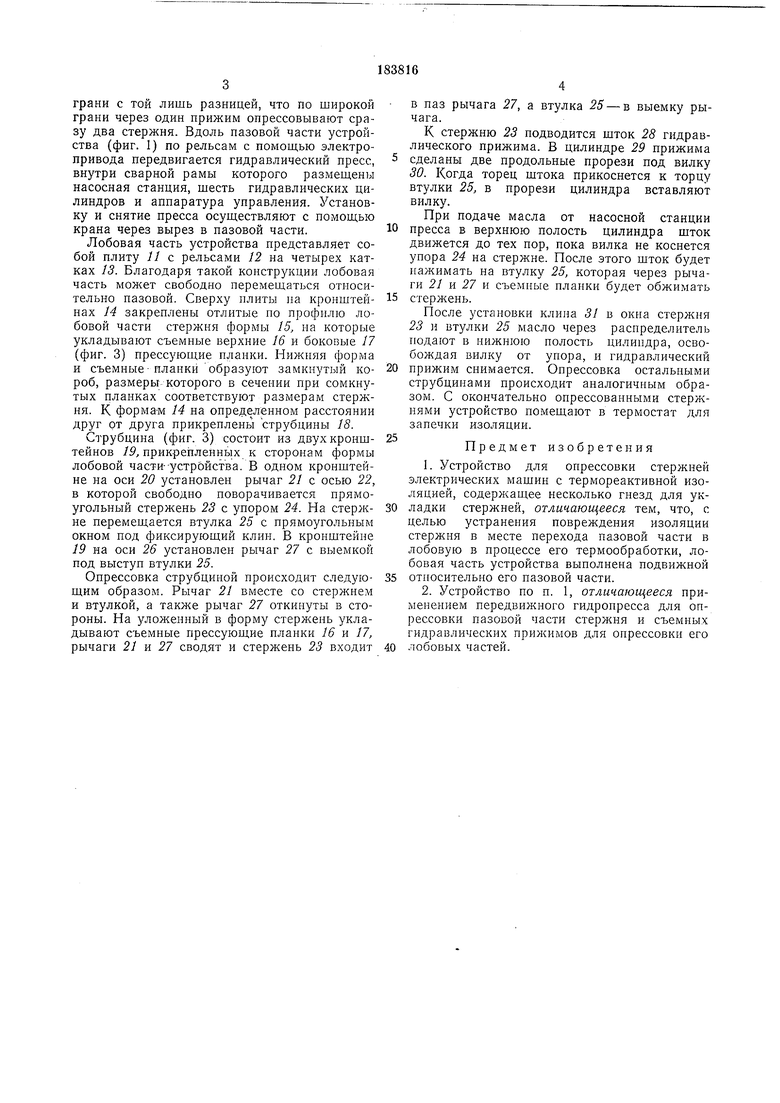
нажатии щтоков цилиндров гидравлического пресса на прижимы 6 н 7. После опрессовки в окна прнжнмоз вставляют фиксирующий клин 5. Опрессовку производят сначала но узкой грани через прижим 7 и нланку 10, а нограни с той лишь разницей, что по широкой грани через один прижим опрессовывают сразу два стержня. Вдоль пазовой части устройства (фиг. 1) по рельсам с помощью электропривода передвигается гидравлический пресс, внутри сварной рамы которого размещены насосная станция, шесть гидравлических цилиндров и аппаратура управления. Установку и снятие пресса осуществляют с помощью крана через вырез в пазовой части.
Лобовая часть устройства представляет собой плиту 11 с рельсами 12 на четырех катках 13. Благодаря такой конструкции лобовая часть может свободно перемещаться относительно пазовой. Сверху плиты па кронщтейпах 14 закреплены отлитые по профилю лобовой части стержня формы 15, иа которые укладывают съемные верхние 16 и боковые 17 (фиг. 3) прессующие планки. Нижняя форма и съемные-планки образуют замкнутый короб, размеры которого в сечении при сомкнутых планках соответствуют размерам стержня. К форма-м 14 на определенном расстоянии друг от друга прикреплень струбцины /5.
Струбцина (фиг. 3) состоит из двух кронщтеинов /Я прикрепленных к сторонам формы лобовой части--устройства. В одном кронштейне на оси 20 установлен рычаг 21 с осью 22, в которой свободно поворачивается прямоугольный стержень 23 с упором 24. На стержне перемещается втулка 25 с прямоугольным окном под фиксирующий клин. В кронщтейне 19 на оси 26 установлен рычаг 27 с выемкой под выступ втулки 25.
Опрессовка струбциной происходит следующим образом. Рычаг 21 вместе со стержнем и втулкой, а также рычаг 27 откинуты в стороны. На уложенный в форму стержень укладывают съемные прессующие планки 16 и 17, рычаги 21 и 27 сводят и стержень 23 входит
в паз рычага 27, а втулка 25 - в выемку рычага.
К стержню 23 подводится шток 28 гидравлического прижима. В цилиндре 29 прижима сделаны две продольные прорези под вилку 30. Когда торец штока прикоснется к торцу втулки 25, в прорези цилиндра вставляют вилку.
При подаче масла от насосной станции пресса в верхнюю полость цилиндра шток движется до тех пор, пока вилка не коснется упора 24 на стержне. После этого шток будет нажимать на втулку 25, которая через рычаги 21 и 27 и съемные планки будет обжимать стержень.
После установки клина 31 в окна стержня 23 и втулки 25 масло через распределитель подают в нижнюю полость цилиндра, освобождая вилку от упора, и гидравлический прижим снимается. Опрессовка остальными струбцинами происходит аналогичным образом. С окончательно опрессованными стержнями устройство помещают в термостат для запечки изоляции.
Предмет изобретения
1.Устройство для опрессовки стержней электрических машин с термореактивной изоляцией, содержащее несколько гнезд для укладки стержней, отличающееся тем, что, с целью устранения повреждения изоляции стержня в месте перехода пазовой части в лобовую в процессе его термообработки, лобовая часть устройства выполнена подвижной относительно его пазовой части.
2.Устройство по п. 1, отличающееся применением передвижного гидропресса для опрессовки пазовой части стержня и съемных гидравлических прижимов для опрессовки его лобовых частей. &i jaBiui:i si Qflp:ii:ii E, ..i
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ СТЕРЖНЕЙ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1968 |
|
SU210245A1 |
| Способ изготовления электрической изоляции стержней обмоток электрических машин и аппаратов | 1961 |
|
SU145273A1 |
| Способ изготовления стержней обмоток электрических машин | 1984 |
|
SU1234920A1 |
| Механизированная пресс-форма | 1978 |
|
SU765942A1 |
| Способ изготовления обмотанных статоров | 1978 |
|
SU731517A1 |
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Способ опрессовки и запечки изоляции обмоток электрических машин и устройство для его осуществления | 1977 |
|
SU978277A1 |
| Способ изготовления обмоток | 1966 |
|
SU262239A1 |
| Механизированная пресс-форма | 1984 |
|
SU1352587A1 |
| Устройство для опрессовки пазовой изоляции обмоток электрических машин | 1989 |
|
SU1709469A1 |

