1 Изобретение относится к технологи ческому оборудованию для изготовлени секций катушек линейных электрически машин. Известно устройство для растяжки секций статорных обмоток, содержащее механизм растяжки с зажимами для крепления пазовых частей заготовок с ций, лобовые держатели и пневмоцриво №1 l . Недостатком данного устройства яв ляется низкая производительность изза невозможности выполнения в нем операций опрессовки иформовки секций катушек. Известен станок для растяжки и формовки катушек петлевой якорной обмотки, содержащий станину, механиз закепления головки катушек,механизм закрепления пазовых частей катушек, механизм пространственной формовки, привод PJ . Однако на известном устройстве не возможно осуществить операцию опрессовки пазовых частей катушек,которую приходится производить на других уст ройстваЬс,что значительно снижает про изводительность. Цель изобретения - повьш1ение производительности. Дпя достижения поставленной цели в устройстве для изготовления катушек статоров электрических машин, со держащем основание, механизмы закреп ления пазовых частей катуи ки и механизмы закрепления головок катушки,, каждый из механизмов закрепления пазовых частей катушки выполнен в виде разъемной пресс-формы, состоящей из двух шарнирно соединенных между собой частей, при этом каждый из механизмов закрепления головок катушки снабжен приводом возвратно-поступательного перемещения для отгиба лобо вой части катушки и установлен с воз можностью поперечного перемещения .относительно продольной оси пресс-фор а пресс-формы установлены с возможностью относительного перемещения во взаимно перпендикулярных плоскостях. На фиг.1 показано устройство для изготовления катушек статоров, общий вид; на фиг.2 - кинематическая схема махаиизма закрепле ния головок катушки; на фиг.З - кинематическая схе ма механизмов закрепления пазовых частей катушки ; на фиг,4 - схема 714 работы устройства, начальная стадия; на фиг.З - то же, в момент опрессовки пазовых частей катушки; на фиг,6 то же, в момент растяжки катушки. Устройство содержит основание 1, к которому крепятся вертикальный привод 2 для опрессовки пазовых частей, горизонтальный привод 3 д.ая растяжки катушек, два привода 4 для рихтовки лобовых частей катушки, механизмы закрепления пазовых частей катушки и механизмы закрепления лобовых частей. Каждый из механизмов закрепления лобовых частей содержит захваты 5, свободно установленные на оси 6 и имеющие возможность возвратно-поступательного перемещения для отгнба лобовой части от привода 4, Каждый из механизмов закрепления пазовых частей катушки выполнен в виде разъемной пресс-формы 7 или 8, при этом пресс-форма 7 связана с приводом 2, а пресс-форма 8 помещается в замок 9, связанный с приводом 3, ресс-форма 7 состоит из соединенных шарниром 10 пресс-планок II и 12. В пресс-планку 11 вмонтирован нагрева тельный элемент 13, а в пресс-планке 12 выполнены каналы 14 для охлаждающего реагента.. Замок 9 состоит из корпуса 15 и крышки 16, Корпус и крышка соединены шарниром 17. Пресспланки 18 и 19 пресс-формы 8 соединены шарнирном 20 и размещаются в пазу замка 9. В пресс-планку 18 вмонтирован нагревательный элемент 21, а в пресс-планке 19 выполнены камеры 22 для охлаждающего реагента. Устройство работает следующим об-разом. Обе пазовые части 23 и 24 заготовок-лодочек закладывают в раскрытые пресс-планки .пресс-форм 7 и 8. Головки лобовых частей катушки закрепляются в, захватах 5. Пресс-планки 18 и 19 предварительно фиксируются в прикрытом положении замком 9, а пресс-планки 1 и 12 - струбцинаг-ш (не показано). При включении привода 2 пресс-форма 7 перемещается вниз до упора в ; , пресс-планки 18 и 19, при этом пресспланка 1I поворачивается на шарнире 10 до упора в грани пресс-планки 12. Нижние пресс-планки 18 и 19, воспринимая вертикальное усилие от пресс-планки 11, также закрываются, так как дно замка 9 выполнено клиновидной формы. 310 a крышка i6 имеет скос, на который находит скошенная грань пресс-планки 18. Соприкасающиеся грани пресс-планок н замка обработаны таким образом, что в закрытом положении обеспечивают необходимые размер, обжимаемых пазовых частей катушки и плотную их опрессовку. После сжатия пресс-планок включаются нагревательные элементы. Время выдержки зависит ст размеров катушки и толщины изоляции. После опрессовки отключается привод 2 и включает14Ася привод 3 - осуществляется растяжка катушки на расстояние шага укладки, при этом головки катушки перемещаются вместе с захватами 5 по осн 6 на расстояние, равное половине шага. При включении приводов 4 захваты перемещаются вверх, осуществляя отгиб лобовых частей. Совмещение нескольких операций на одном устройстве позволяет повысить производительность труда и обеспечить высокое качество секций катушки.
Фиг.З
12
7777//////////////
Фиел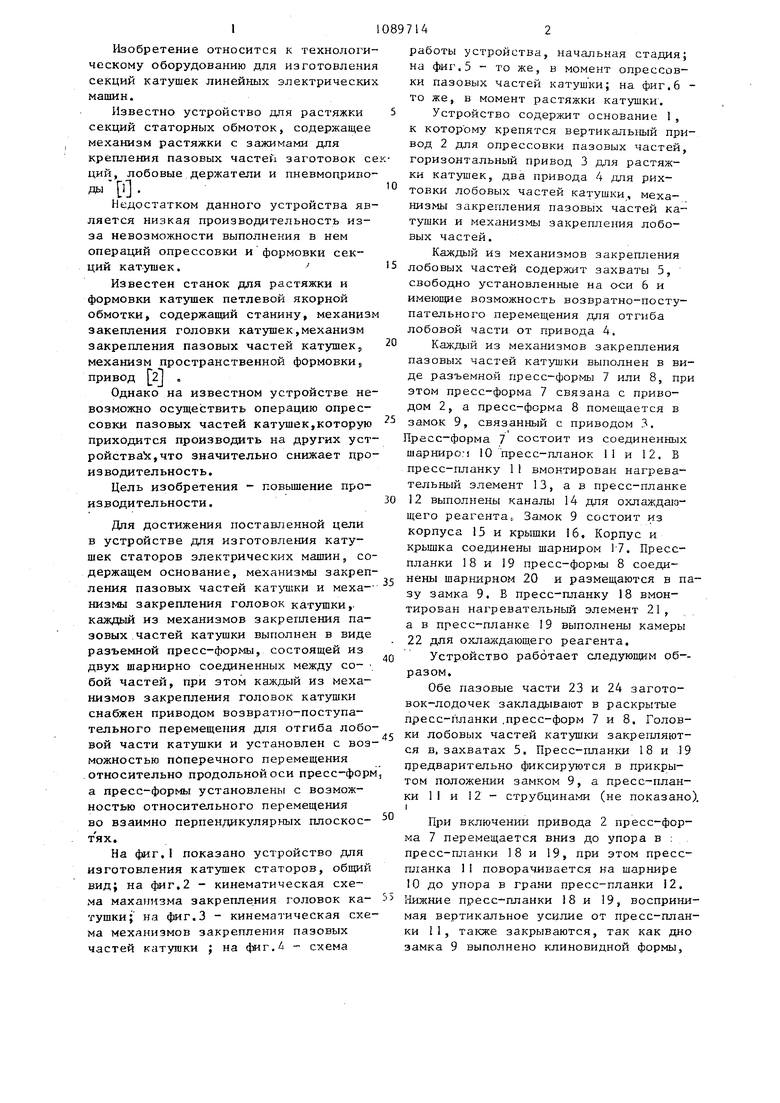

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления секций жесткой обмотки и их укладки в пазы магнитопровода и устройство для его осуществления | 1983 |
|
SU1115170A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Способ формирования жестких секций обмотки статора | 1991 |
|
SU1791911A1 |
| Устройство для изготовления электрических катушек | 1975 |
|
SU544056A1 |
| Способ изготовления жестких катушек электрических машин | 1976 |
|
SU599314A1 |
| Способ изготовления обмотки электрической машины | 1988 |
|
SU1695454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изготовления катушки обмотки электрической машины и устройство для его осуществления | 1985 |
|
SU1297173A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| Устройство для изготовления изолированных стержней обмоток электрических машин | 1981 |
|
SU1001334A1 |
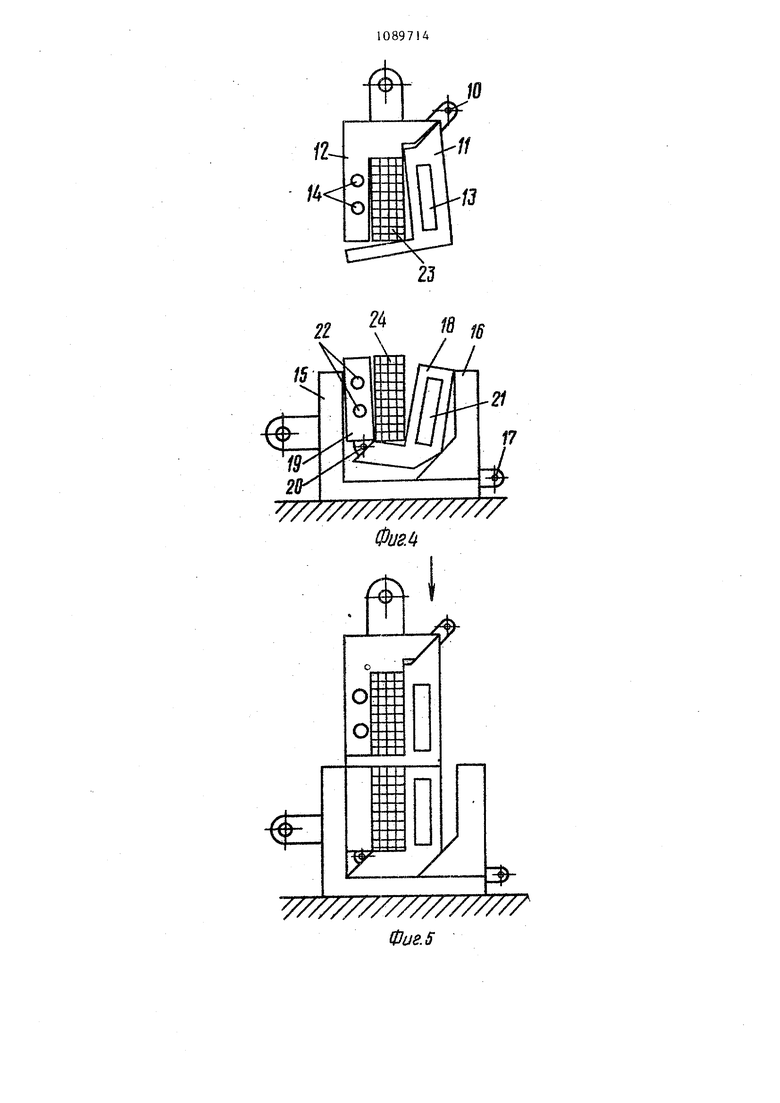

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАТУШЕК СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН, содержащее основание,механизмы закрепления пазовых частей катушки и механизмы закрепления головок катушки,отличаю,щееся тем, что, с целью повышения производительности, каждый из механизмов закрепления пазовых частей катушки выполнен в виде разъемной пресс-формы, состоящей из двух шарнирно соединенных между собой частей, при этом каждый из механизмов закрепления головок катушки снабжен приводом возвратно-поступательного перемещения для отгиба лобовой части катушки и установлен с возможностью поперечного перемещения относительно продольной оси пресс-форм, а пресс-формы установлены с возможностью относительного перемещения во а взаимно перпендикулярных.плоскостях. (Я с: 00 со 4 
О О
W/77777//////////7
Фи8.5
о о
О
и/7//////// ////7//7//Л
7////7////
/77/////
Фие.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ РАСТЯЖКИ СЕКЦИЙ СТАТОРНЫХ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU300928A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для растяжки и формовки катушек петлевой якорной обмотки | 1976 |
|
SU663030A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
