Изобретение относится к способам выявления дефектов в сварных лша.х изделий из ферромагиитных металлов. Этот способ основан на исиользоваиии потоков магнитного рассемваиия, появляющихся вне контролируемого объекта у места расположения дефекта.
Изобретение имеет целью повысить чувствительность контроля качества стыковых швов, выполненных дуговой атектросваркой-.
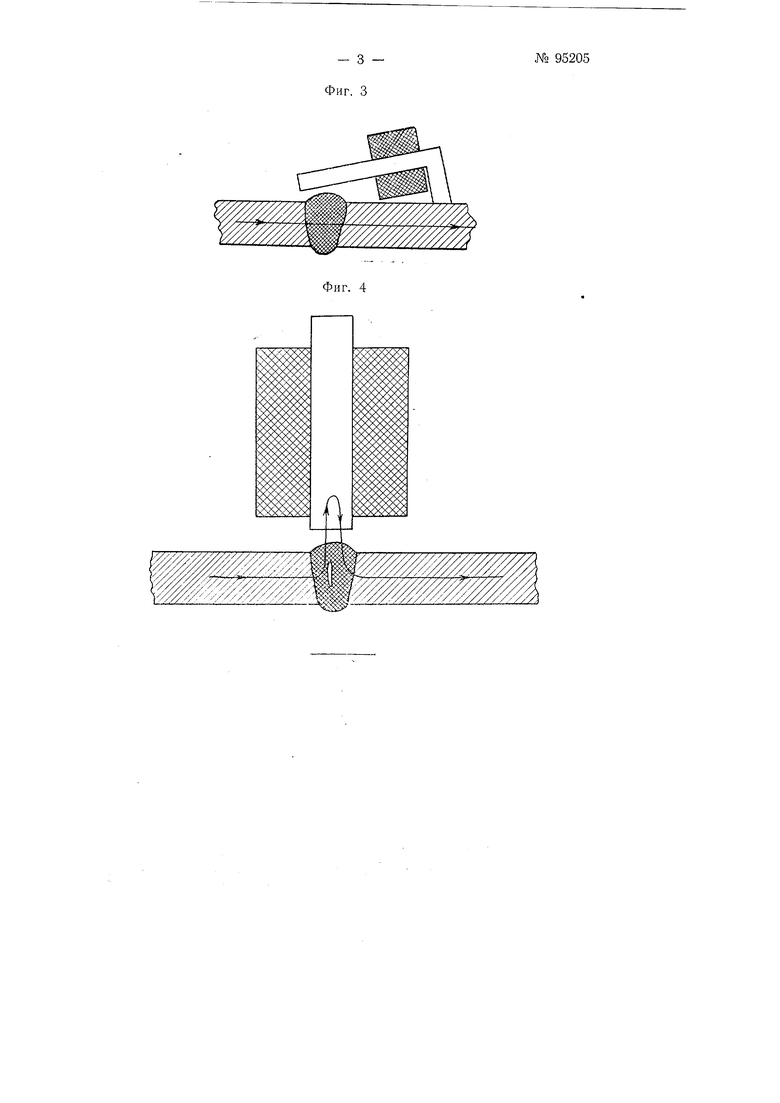
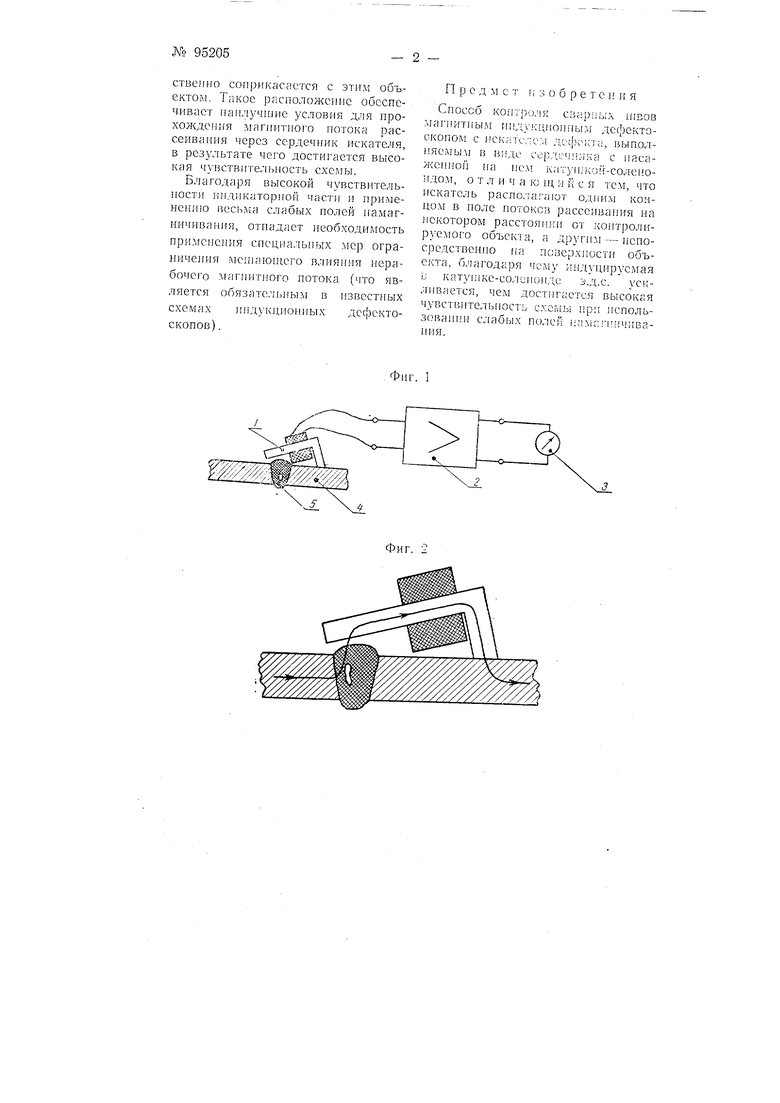
На {)иг. 1 изображено индикаторное устройство с искателем, предназначениое для контроля сварных UiBOB; на фиг. 2-схема прохождения магнитного потока при существовании дефекта в сварном шве; на . 3-схема прохождения магнитного потока при отсутствии дефекта; на фиг. 4-схема прохождения магнитного потока при наличии дефекта в ранее предлагавн1ихся индукционных искателях.
Особенностью предлагаемого метода дефектоскопии в части намагничиваюгцего устройства является применение весьма слабых магнитных полей, что оказывается возможным благодаря высокой чуветвителыюстн описанного ниже индикаторного устройства. (Так, например, для контроля сварного шва стальной трубы диаметром 325 мм с толиии-юй стенки 10 мм требуется намагничиваюнгее устройство, обеспечнваюигее магнитодвижущую силу в 2-н-З амне)витка).
Намагппчиванне возможно соленоидом, |)аспо,тагаемы.м на контролируемом объекте (например, трубе), или нронускаинем электрического тока ио контролируемому объекту.
В индикаторном устройстве искатель / включен на вход усилителя 2, к выходу которого подключен электрический индикатор 3.
Искатель представляет собой сердечник Г-образной нлн иной формы из магнитиомягкого материала (пермаллоя) с расположениот на нем катуничой-соленоидом. Сердечник вмесге с кату1икой помещен в экра1Н1руюни-1Й кожух; этот кожух открыт со сгороны концов сердечника. Одни конец искателя располагается у поверхности контролируемого объекта на небольшом расстоянии от него, а другой-непосредственно соприкасается с этим объектом. Такое расположение обеспечивает Г1аи,чуч1иие условия для прохождения магнитного потока рассеивания через сердечник искателя, Б результате чего достигается высокая чувствпте; иость схемы.
Благодаря высокой чувствительности индикаторной части и иримененню весьма слабых полей намагничивания, отпадает необходимость применения специальных мер ограниче н-1я MCiiiaiOHiero влияния нерабочего магги-iTHoro потока (что является обязатс.чьным в известных схемах пндукн,1 оьн1ых дефектоскопов) .
П р е д м е т г,- з о б р е т е jj и я
Сноссб контроля сварных швов мапи-ггным нндукционным дефектоскопом с исклте/юм дефекта, выиол1 яемыд1 в внде се1:деч; ;;ка с насаженной на нем 1 атун; {ай-соленоH;j;o.i, о т л и ч а ю щ н и с я тем, что искатель распо.чагают одним концом в иоле нотоков рассеивания иа некотором раестояикн от контролируемого объекта, а другн.м - неиоередствеино ia. поверхности объекта, благодаря чему }:ндуцпруемая L к; тун ке-еоленон.1.е э.д.с. усиливается, чем дос1Н ается вь сокая ч вствительиость схемы при использовании слабых полей намагиичивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитной дефектоскопии | 1952 |
|
SU102537A1 |
| Устройство для сигнализации о наличии воспламеняющихся газовых смесей | 1957 |
|
SU114362A1 |
| Дефектоскоп | 1948 |
|
SU81651A1 |
| Устройство для ультразвукового контроля изделий | 1982 |
|
SU1027607A1 |
| Намагничивающий узел мобильного рельсового дефектоскопа | 2022 |
|
RU2793187C1 |
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| Устройство для определения дефектов обсадных колонн | 1978 |
|
SU691559A1 |
| ЭЛЕКТРОННЫЙ МАГНИТОГРАФИЧЕСКИЙ ДЕФЕКТОСКОП | 2016 |
|
RU2631909C2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Устройство к дефектоскопу для ультразвукового контроля сварных швов | 1980 |
|
SU888031A1 |